Изобретение относится к литейному производству, к оборудованию, предназначенному для изгатовления керамических,, стержней и моделей в точном литье по выплавляемым моделям.
Цель, изобретения - повышение геометрической точности сложнопрофиль- ных моделей с керамическими стержнями, снижение металлоемкости и трудоемкости за .счет изготовления в одной оснастке керамического стержня и модели.. .
На чертея изображено устройство, продольный разрез.
Устройство состоит .из нижней полу
формы I с центровой вставкой 2 и литниковым ходом 3, верхней полуформы 4 крышки 5. Осевая отъемная вставка по форме ступицы колеса 6 в сочетании с нижней полуформой 1 и центровой вставкой 2 служит для формирования модели ведущего диска, а отъемная кольцевая вставка 7 - соответственно ведомого диска рабочего колеса насоса. Кольцевая полость 8 служит для формирования знаковой части цельного стержня, форм уемого в полости 9,. с моделями лопастей 10, В центре крышки 5 имеется отверстие, в котором расположена пробка 11 для удаления выниманием излишков суспензии при формировании стояка из модельной композиции.
Устройство работает следующим образом.
Исходное положение : сняты крышка 5 с пробкой 11, верхняя полуформа 4 и отъемная кольцевая вставка 7, На отъемную вставку 6-устанавливается шесть моделей лопастей 10 двойной кривизны, которые предварительно изготавливаются в специальной пресс- форме. Правильное расположение лопастей достигается с помощью двух знаков по нижнему торцу каждой лопасти и соответствующих отверстий в отъемной вставке 6 под эти знаки (не показаны) . Получение лопастей сверху фиксируется отъемной кольцевой встав кой 7с отверстиями под знаки (по одному на лопасть), расположенными по врезным торцам моделей лопастей,
Затем на отъемную кольцевую часть 7 накладывается верхняя полуформа 4, сверху нее - крышка 5.
Предварительно смазанная разделителем и подготовленная таким образом оснастка заливается т елеобразующейся
fO
t5
20
25
30
35
Q
,,
40
45
суспензией, а затем и отверстие в центре крышки .5 устанавливается пробка 11 до контакта с верхним торцом отъемной вставки 6, При этом излишек суспензии, выдавливается в зазор между крьшкой 5 и пробкой 11 на поверхность , откуда после твердения суспензии -счищается и удаляется. После твердения керамического стержня 9 удаляется пробка 11, снимается крышка 5, верхняя полуформа 4 и отъемная кольцевая вставка 7. На этапе изготовления стержня центровая вставка 2 не используется, поэтому освобождение стержня с запитыми в нем моделями лопастей и отъемной вставкой 6 из оснастки производится путем его выталкивания или выжимания Через центральное отверстие в нижней полуформе 1, в котором расположена центровая вставка 2, Освобождение керамического стержня 9 с лопастями 10 от отъемной вставки 6 .производится на специальной оправке (не показана) . .
После удаления лопастей 10 в горячей воде стержень 9 устанавливается с помощью знаковой части 8 в нижнюю полуформу 1 без отъемных вставок 6 и 7, а сверху размещают верхнюю полуформу 4, затем крышку 5 с пробкой 11. Обе полуформы 1,4 и крьш1ку скрепляют между собой посредством накидных винтов с барашками, оснастку переворачивают на 180 и сверху устанавли- вают центровую вставку 2 с литнико- вым ходом 3 для запрессовки на кера-. мический стержень 9 модельной компо- зиции.для формирования модели рабочего колеса.
После затвердевания модельной, композиции устройство в обратном порядке разбирается. При .зтом освобождается модель рабочего колеса вместе с керамическим стержнем. Затем по центру модели припаивается изготовленный из модельной композиции стояк. В дальнейшем эта модель со стержнем направляются на обмерку для формирования на ее поверхности многослойного покрытия по общепринятой технологии.
Использование предлагаемого устройства повышает геометрическую точность сложнопрофильных отливок рабочих колес насосов, так как при этом исключается необходимость изготовления в отдельной оснастке отдельных
частей модели (ведущий и ведомый диски 6 лопастей) с последующей сборкой их посредством пайки в единую модель. Кроме того, универсальность оснастки, позволяющей получать керамический стержень и запрессовывать на него цельную модель, снижает материалоемкость и трудоемкость ее изготовления.
Таким образом, в устройстве мож- но получить в одной оснастке цельную модель рабочего колеса с цельным керамическим стержнем.
Кроме того, использование устрой- ства для получения модели с керамическим стержнем позволяет по сравнению с известным устройством отказаться от изготовления специальной оснастки для получения стержней, что при- мерно в 2 раза сокращает материалоемкость оснасткиj а также в 2-3 раза трудоемкость ее изготовления. .
Формула изобретени
Устройство для изготовления выплавляемых моделей,- преимущественно с керамическими стержнями для изготовления радиапьно-осевых колес насосов, содержащее верхнюю и нижнюю с центровой вставкой полуформы и крышку с запрессовочным отверстием, отличающееся тем, то, с целью повышения геометрической точности сложнопрофильных моделей с керамическими стержнями, снижения металлоемкости и трудоемкости за счет изготовления в одной оснастке керамического стержня и модели, устройство снабжено дополнительными отъемными вставками, одна из которых имеет форму ступицы колеса и расположе- на на одной оси с запрессовочным отверстием, а вторая выполнена в виде кольца и размеп1;ена с зазором концен- трично первой, при этом обе вставки установлены на ннжней полуформе.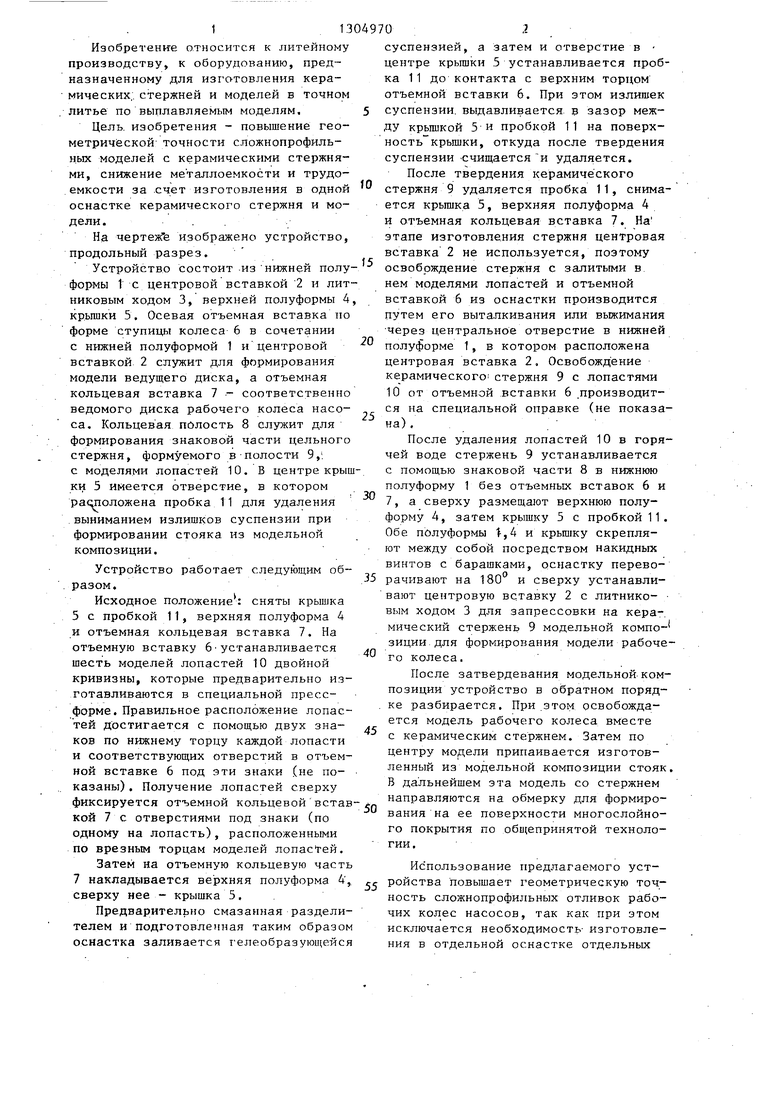
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| Способ изготовления моделей с керамическими стержнями | 1989 |
|
SU1733182A1 |
| Пресс-форма для изготовления моделей | 1978 |
|
SU787139A1 |
| Способ изготовления стальной отливки рабочего колеса центробежного насоса | 2019 |
|
RU2733963C2 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU816667A1 |
| ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ С ИСПОЛЬЗОВАНИЕМ ГИБКОГО ПРИСПОСОБЛЕНИЯ, ПРЕДНАЗНАЧЕННОГО ДЛЯ ИЗГОТОВЛЕНИЯ ВОСКОВОЙ ЛИТЕЙНОЙ МОДЕЛИ, ДЛЯ ОБЕСПЕЧЕНИЯ ОПОРЫ ДЛЯ КЕРАМИЧЕСКОГО СТЕРЖНЯ ВДОЛЬ ЕГО ДЛИНЫ ВО ВРЕМЯ ВПРЫСКА ВОСКА | 2014 |
|
RU2684004C2 |
| Пресс-форма для изготовления выплавляемых моделей | 1987 |
|
SU1444054A1 |
| Способ изготовления сегментных вставок двухслойной обечайки жаровой трубы, литейная форма для его осуществления, литниковопитающая система к литейной форме, способ получения модели сегментных вставок двухслойной обечайки жаровой трубы и пресс-форма для его осуществления | 1990 |
|
SU1774894A3 |
| Литейная форма для изготовления отливки с проливными каналами | 2021 |
|
RU2777106C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
Изобретение относится к литейному производству, к оборудованию, предназначенному для изготовления керамических стрежней и моделей в точном литье по выплавляемым моделям. Целью изобретения является повышение геометрической точности смежно-профильных моделей с керамическими стержнями, снижение металлоемкости и трудоемкости за счет изготовления в одной оснастке керамического стержня и модели. Устройство-состоит из двух полуформ 1,4, крышки 5 и трех отъемных вставок 2,6 и 7, что позволяет изготавливать в нем сначала со съемными вставками 6 и 7 керамический стержень, а затем со вставкой 2 (без вставок 6 и 7) запрессовывать меньшую массу и получать модель колеса с цельным керамическим стержнем. 1 ил. СЛ со 4 СО 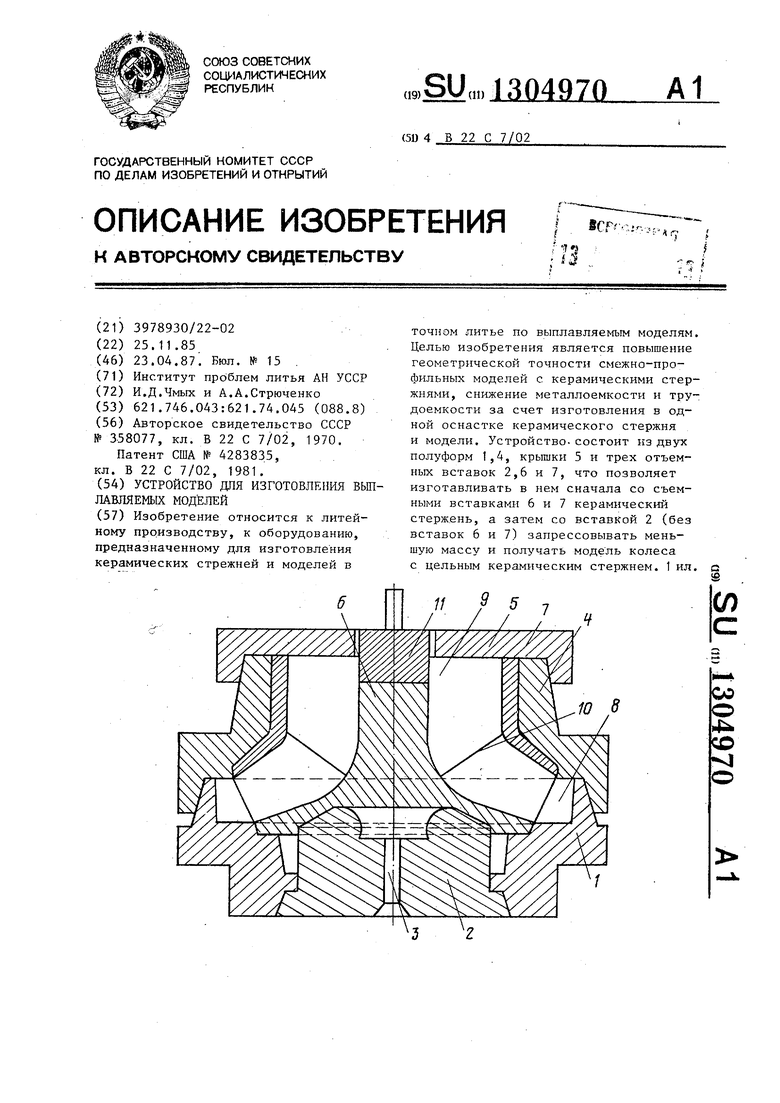
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ | 0 |
|
SU358077A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Патент США № 4283835, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
