Изобретение относится к литейному производству и может быть использовано для уплотнения литейных форм.
Цель изобретения - упрощение процесса переналадки импульсной головки.
На фиг. 1 изображена импульсная головка; на фиг. 2 -узел I на фиг. 1.
Импульсная головка содержит корпус 1 с рабочей полостью 2 и выпускным отверстием 3, клапан 4, рассекатель 5 с отверсти- ями 6 и дополнительную плиту 7 с отверстиями 8. На рассекателе 5 соосно отверстиям 8 дополнительной плиты 7 распо- ложены дополнительные клапаны 9, имеющие возможность с помощью резьбового соединения с рассекателем 5 регулиро- ванного и фиксированного движения в сторону дополнительной плиты 7 и перекрытия ее отверстий 8. В дополнительных клапанах 9 имеются углубления 10 под ключ (не показан).
Импульсная головка работает следующим образом.
В исходном положении клапан 4 перекрывает выпускное отверстие 3 и в рабочую полость 2 из магистрали (не показана) подается сжатый воздух. Для уплотнения литейной формы открывают с помощью клапана 4 выпускное отверстие 3 и воздух из рабочей полости 2, проходя через отверстия 6 и 3, устремляется в полость над формовочной смесью. Так как участки рассекателя 5 и дополнительной плиты 7, находящиеся непосредственно над выпускным отверстием 6, подвергаются более сильному скоростному напору воздушного потока, то и через отверстия, находящиеся на этих участках, более интенсивно проходит воздух, чем через соседние участки. Для создания равномерного потока используются дополнительные клапаны 9, с помощью которых без замены и разборки рассекателя изменяют проходное сечение отверстий 8, вплоть до полного их перекрытия. Установка клапана 9 в нужное положение производится специальным ключом, вставленным через отверстие дополнительной плиты 7 в углубление 10, при этом дополнительный клапан 9 перемещается с помощью резьбового соединения в перпендикулярном направлении от рассекателя 5. Перемещая дополнительный клапан 9 в сторону дополнительной плиты 7, можно изменять проходное сечение соосно отверстиям 8 и в нужном положении фиксировать с помощью резьбового соединения с рассекателем 5.
Определение необходимого расстояния между клапаном 9 и дополнительной плитой 7 во время регулировки можно производить с помощью засечек на ключе. Уменьшая проходное сечение отверстий 8 на участках,
подвергающихся более сильному напору воздуха, и увеличивая на участках с менее интенсивным напором, обеспечивают равномерность потока по всей площади опоки. При изменении давления воздуха в рабочей
полости 2 можно быстро подрегулировать с помощью дополнительных клапанов 9 проходное сечение отверстий 8.
Правильность установки дополнительных клапанов 9 можно определять по поверхности контрлада формы и качеству уплотнения.
При необходимости направления более мощного потока в отдельные участки формы (наиболее трудно уплотняемые или для профилирования формы перед последующим прессованием) в этих участках проходные сечения отверстий 8 с помощью дополнительных клапанов 9 увеличивают, а в других уменьшают таким же образом, как описано
выше.
Применение предлагаемой конструкции импульсной головки позволяет создать необходимый воздушный (равномерный или неравномерный) поток над формовочной смесью без дополнительных затрат и демонтажа импульсной головки. При этом достаточно одного рассекателя для уплотнения литейных форм при любой номенклатуре отливок и при различных режимах
импульсного процесса.
Формула изобретения Импульсная головка, содержащая корпус с рабочей полостью и выпускным отверстием, клапан, рассекатель, под которым
расположена дополнительная плита, имеющая отверстия, смещенные относительно отверстий рассекателя, отличающаяся тем, что, с целью упрощения процесса переналадки, она снабжена дополнительными клапанами, установленными с возможностью независимого вертикального перемещения р рассекателе соосно с отверстиями в дополнительной плите.
ю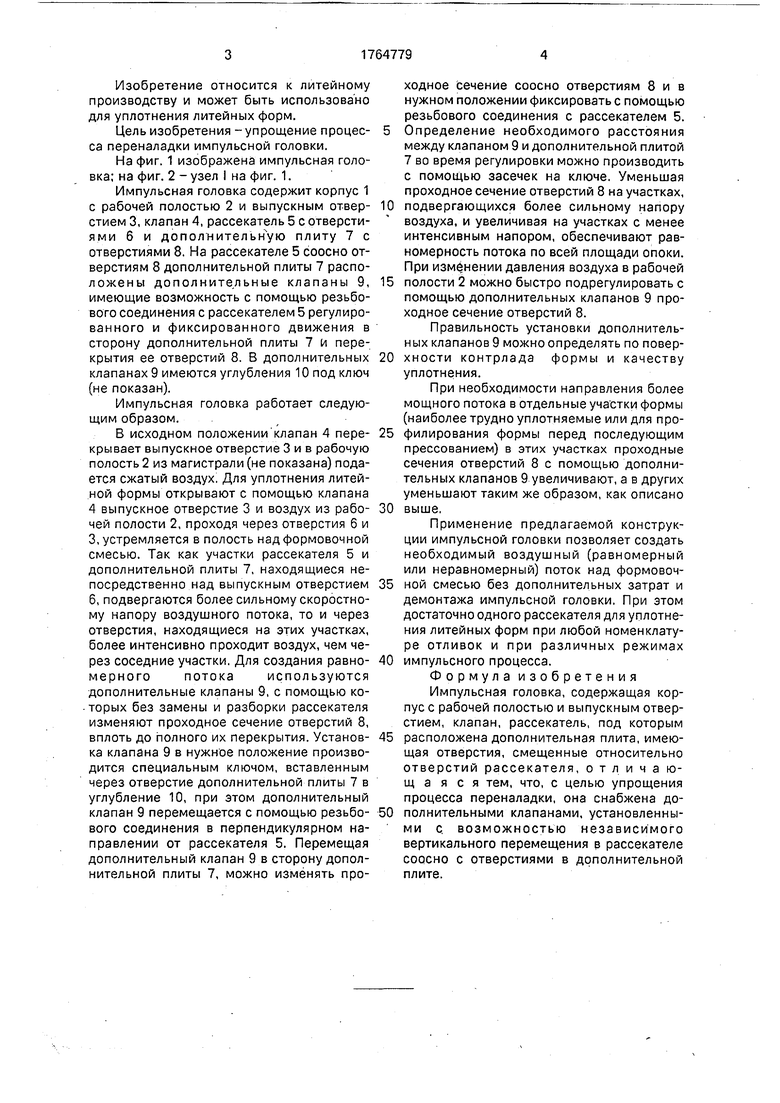
| название | год | авторы | номер документа |
|---|---|---|---|
| ИМПУЛЬСНАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1991 |
|
RU2024346C1 |
| ИМПУЛЬСНАЯ ГОЛОВКА | 1991 |
|
RU2027538C1 |
| Импульсная головка | 1979 |
|
SU789205A1 |
| Импульсная головка | 1980 |
|
SU925524A1 |
| Импульсная головка | 1983 |
|
SU1282953A1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ФОРМОВОЧНОЙ СМЕСИ | 1998 |
|
RU2159165C2 |
| Импульсная головка | 1990 |
|
SU1764776A1 |
| Пневматическая головка | 1973 |
|
SU467781A1 |
| Импульсная головка | 1990 |
|
SU1720784A1 |
| Импульсная головка | 1977 |
|
SU623632A1 |

Фиг. 2
