Изобретение относится к литейному производству и может быть использовано при изготовлении литейных форм на стадии уплотнения формовочной смеси путем воздействия на нее импульсом сжатого газа и прессующей плитой.
Известно устройство для уплотнения формовочной смеси, содержащее основание, подъемный стол и подвижную траверсу с установленной на ней импульсной головкой с рассекателем (см. , например, патент РФ N 2017565, кл. B 22 C 15/23, 1994).
Уплотнение смеси в известной формовочной машине производится импульсом сжатого газа, формируемым в импульсной головке.
Недостатком конструкции является то, что из-за разрыхления воздухом верхнего слоя смеси поверхность формы по контрладу имеет недостаточное уплотнение. Для того чтобы плотность поверхности полуформы по контрладу была достаточной, увеличивают наполнительную рамку и после импульса срезают излишек смеси по контрладу.
Известно устройство для уплотнения формовочной смеси, содержащее основание, подъемный стол, опоку, импульсную головку, установленную стационарно над опокой и связанную с системой подачи сжатого газа, решетчатую прессующую плиту, установленную в нижней части импульсной головки с возможностью возвратно-поступательного перемещения относительно нее в направлении опоки (см., например, патент США N 3807483, кл. B 22 C 15/28, 1974, фиг. 3).
В данном известном устройстве, которое является ближайшим аналогом изобретения, подвижность решетчатой прессующей плиты (она же - рассекатель) позволяет дополнительно механически уплотнять формовочную смесь после ее уплотнения сжатым газом и тем самым повысить равномерность распределения плотности смеси по ее объему.
Однако для перемещения плиты в известном устройстве предусмотрен отдельный поршневой привод, что усложняет конструкцию и требует дополнительных энергозатрат. Кроме того, статическое прижатие плиты к верхней поверхности смеси менее эффективно с точки зрения уплотнения смеси, чем прижатие плиты в динамическом (ударном) режиме. Наконец, прижатие плиты после окончания импульсного уплотнения менее эффективно, чем одновременно с ним, когда смесь еще находится в текущем состоянии из-за проницания ее воздухом.
Задачей изобретения в части устройства является повышение эффективности, т. е. равномерности уплотнения формовочной смеси по объему при одновременном упрощении конструкции устройства и снижении энергозатрат.
Указанная задача решена тем, что в устройстве для уплотнения формовочной смеси, содержащем основание, подъемный стол, опоку, импульсную головку, установленную стационарно над опокой и связанную с системой подачи сжатого газа, решетчатую прессующую плиту, установленную в нижней части импульсной головки с возможностью возвратно-поступательного перемещения относительно нее в направлении опоки, согласно изобретению прессующая плита связана с импульсной головкой через упругие элементы.
Кроме того, упругие элементы могут быть выполнены в виде пружин или тросов.
Кроме того, устройство может быть снабжено цилиндром, установленным в импульсной головке с возможностью свободного контакта его штока с прессующей плитой.
Между отличительными признаками изобретения и достигаемым техническим результатом имеется причинно-следственная связь.
За счет связи прессующей плиты с импульсной головкой через упругие элементы оказывается возможным одновременное импульсное и механическое (в динамическом режиме) уплотнение смеси, причем перемещение плиты осуществляется за счет энергии сжатого газа. Специальный привод плиты исключен.
При необходимости усилить доуплотнение верхних слоев создают статическое давление на плиту штоком цилиндра.
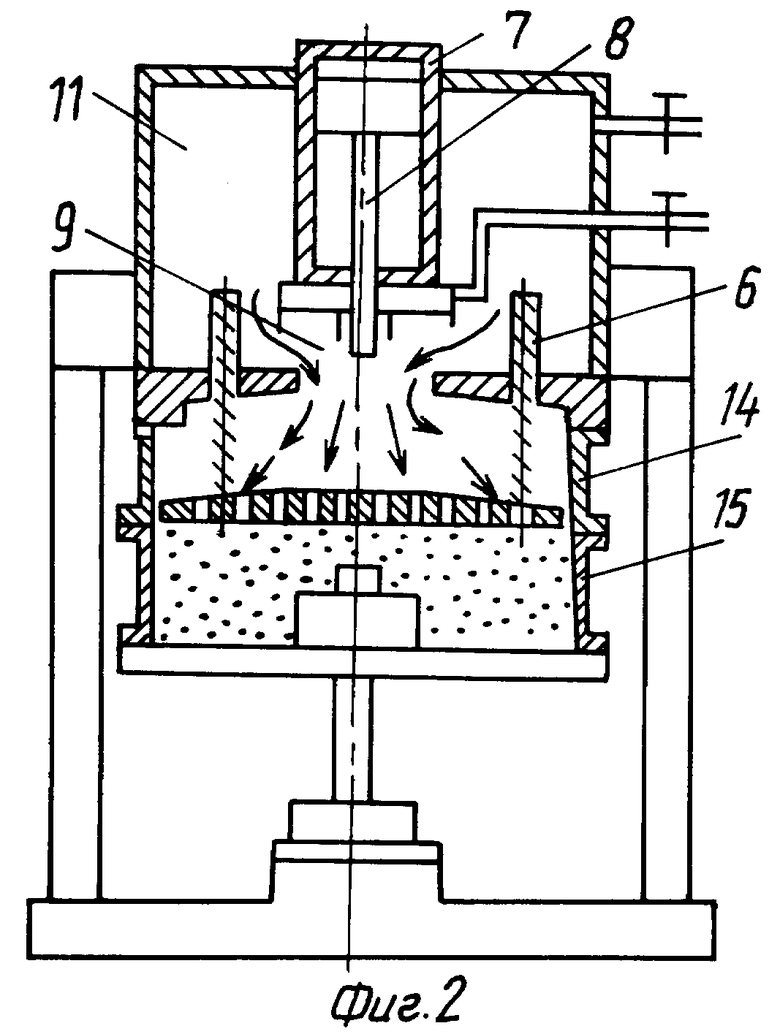
Изобретения иллюстрируются чертежами на конкретном примере выполнения, где:
на фиг. 1 показано устройство (общий вид) в исходном положении,
на фиг. 2 - то же в момент уплотнения смеси.
Устройство содержит: основание 1, подъемный стол 2, траверсу 3, несущую импульсную головку 4 с решетчатой прессующей плитой 5.
Плита 5 является одновременно рассекателем воздуха и подвешена в импульсной головке 4 подвижно, например, посредством пружин 6. Устройство снабжено цилиндром 7 со штоком 8, установленным в импульсной головке 4 с возможностью взаимодействия штока с плитой 5 (свободного контакта).
Кроме того, в импульсной головке имеется выпускное отверстие 9, перекрываемое клапаном 10, рабочая полость 11 и полость управления 12. Импульсная головка связана с системой управления 13. Устройство также снабжено наполнительной рамкой 14 и опокой 15, содержащими уплотняемую смесь 16.
Устройство работает следующим образом.
После засыпки в наполнительную рамку 14 и опоку 15 формовочной смеси 16 сжатый газ подают в полость управления 12. В результате чего клапан 10 перекрывает выпускное отверстие 9. Затем сжатый газ подается в рабочую полость 11. Для производства импульса системой управления 13 сбрасывают сжатый газ из полости управления. Под действием давления газа из рабочей полости 11 на клапан 10 снизу последний стремительно поднимается вверх, открывая выпускное отверстие 9. Сжатый газ, проходя через отверстия решетчатой плиты 5, производит импульсное уплотнение смеси. Благодаря тому, что плита 5 установлена в импульсной головке подвижно за счет пружин 6, ударная волна газа с большой скоростью ее перемещает, обеспечивая одновременное динамическое доуплотнение верхнего слоя формовочной смеси. После уплотнения формовочной смеси плита 5 под действием пружин 6 возвращается в исходное положение.
При сложной форме модели может возникнуть необходимость произвести статическое дополнительное доуплотнение верхних слоев формы. В этом случае после динамического уплотнения верхнего слоя формы плитой 5 производят статическое доуплотнение верхних слоев формы, для чего штоком 8 цилиндра 7 давят на указанную плиту.
Таким образом, уплотнение верхних слоев формы обеспечивается за счет сжатого газа и одновременно за счет подвижной уплотняющей (прессующей) плиты, которая перемещается от энергии импульса того же сжатого газа.
Кроме того, сжатый газ, проходя через отверстия движущейся в сторону формовочной смеси плиты 5, имеет меньшие потери энергии по сравнению с тем, когда плита неподвижна, что повышает в целом эффективность уплотнения смеси от импульса сжатого газа, обеспечивает равномерное распределение плотности по всему объему формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ФОРМОВОЧНОЙ СМЕСИ | 2010 |
|
RU2429935C1 |
| Формовочная машина для изготовления нижних полуформ | 1985 |
|
SU1276429A1 |
| Формовочная машина для изготовления разовых литейных форм | 1985 |
|
SU1276430A1 |
| Челночная формовочная машина для изготовления литейных форм | 1981 |
|
SU975185A1 |
| Формовочная машина для изготовления литейных форм | 1981 |
|
SU990405A1 |
| Устройство для ускоренного охлаждения проката | 1980 |
|
SU908463A1 |
| Установка для изготовления литейных форм импульсным способом | 1980 |
|
SU899235A1 |
| Многопозиционный прессово-формовочный автомат проходного типа | 1979 |
|
SU978461A1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ФОРМОВОЧНОГО МАТЕРИАЛА | 1995 |
|
RU2095186C1 |
Изобретение относится к литейному производству и может быть использовано при изготовлении литейных форм. В устройстве предусмотрены упругие элементы, связывающие прессующую плиту с импульсной головкой, так что плита имеет возможность под действием сжатого воздуха перемещаться в направлении опоки и создавать на смесь давление в динамическом (ударном) режиме. Прессующая плита выполнена решетчатой и является рассекателем для потока сжатого воздуха. Уплотнение формовочной смеси осуществляется одновременно импульсом сжатого газа и механическим давлением прессующей плиты. Это позволяет повысить равномерность распределения плотности смеси по объему. 2 з.п.ф-лы, 2 ил.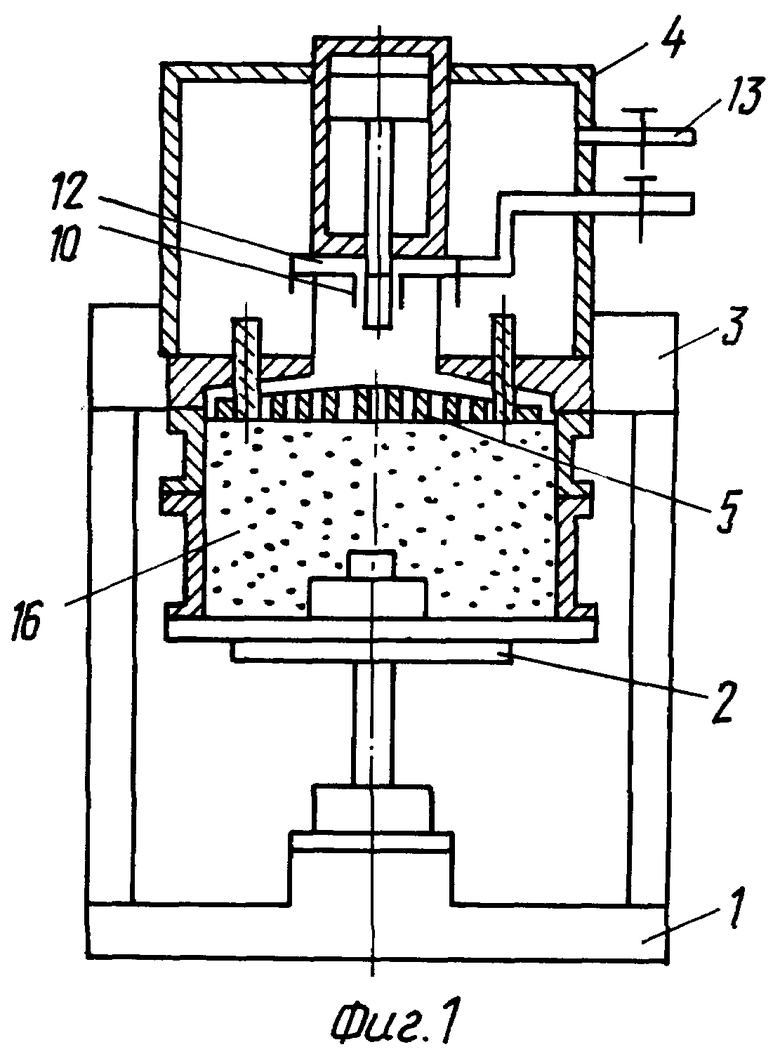
| US 3807483, 30.04.1974 | |||
| Формовочная машина для изготовления нижних полуформ | 1985 |
|
SU1276429A1 |
| ИМПУЛЬСНАЯ ГОЛОВКА | 1991 |
|
RU2017565C1 |
| СПОСОБ УПЛОТНЕНИЯ ФОРМОВОЧНОЙ СМЕСИ | 1991 |
|
RU2084308C1 |
| RU 94039298 A1, 10.09.1996 | |||
| Магнитогидродинамический сепаратор | 1975 |
|
SU644537A1 |
| ОРЛОВ Г.М | |||
| Автоматизация и механизация процесса изготовления литейных форм | |||
| - М.: Машиностроение, 1988, с.62 | |||
| Формовочная машина | 1987 |
|
SU1535669A1 |
