Изобретение относится к литейному производству и может быть использовано для изготовления литейных форм.
Целью изобретения является повышение надежности работы и возможности управления процессом отсечки воздушного потока.
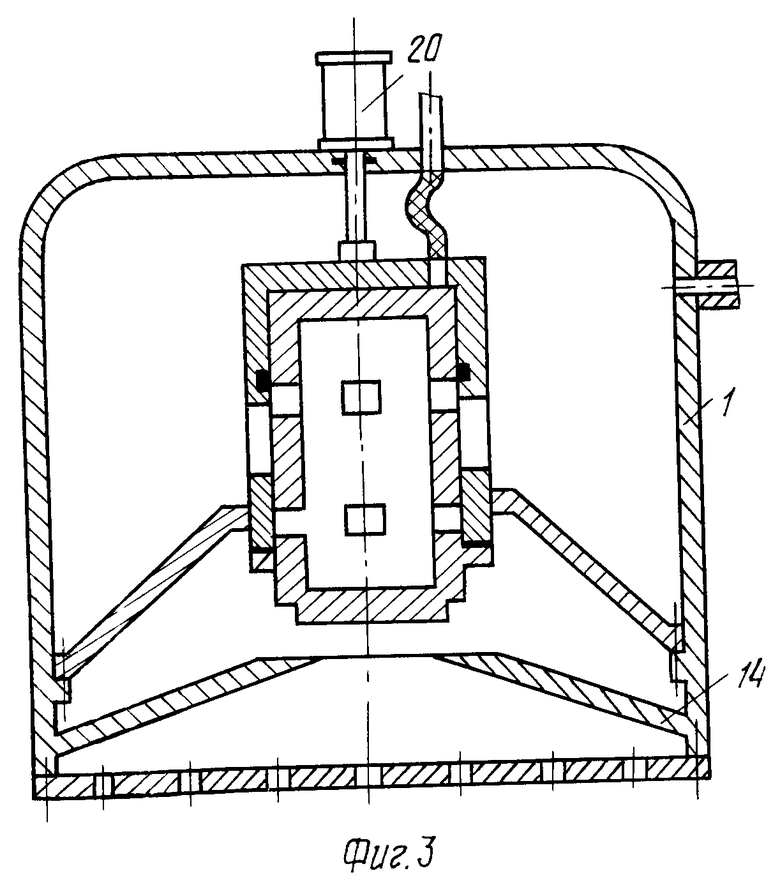
На фиг.1 изображена импульсная головка в исходном положении; на фиг.2 - то же, в рабочем положении; на фиг.3 - то же, после отсечки воздушного потока.
Импульсная головка содержит корпус 1 с рабочей полостью 2 и выпускным отверстием 3, перекрываемым соосно с головкой пустотелым клапаном 4 с отверстиями 5 и 6 соответственно в нижней и верхней частях боковых стенок 7. Клапан 4 выполнен с нижней ступенью 8 и верхней 9, на которой закреплен уплотнитель 10. В нижней части корпуса 1 закреплена перфорированная плита 11 с отверстиями 12. Перфорированная плита 11 и нижняя часть корпуса 1 образуют полость 13 рассекателя 14. С внешней стороны клапана 4 по оси импульсной головки установлена промежуточная стенка 15 с направляющим стаканом 16, в боковых стенках 17 которого выполнены сквозные отверстия 18, соосные отверстиям 6 клапана 4. Стенка ъ 15 и рассекатель 14 образуют промежуточную полость 19. Направляющий стакан 16 снабжен приводом 20. Сжатый воздух подается в полость управления 21 клапана 4 по трубопроводу 22 и гибкому рукаву 23 через отверстия 25. В рабочую полость 2 сжатый воздух подводится по трубопроводу 25.
Импульсная головка работает следующим образом.
В зависимости от используемого модельного комплекта выбирается соответствующее давление сжатого воздуха в рабочей полости 2. При этом направляющий стакан 16 с помощью привода 20 опускается или поднимается на требуемую величину, чтобы обеспечить отсечку воздушного потока при максимальном давлении в технологической емкости. Сжатый воздух подается в полость управления 21 клапана 4 по трубопроводу 22, рукаву 23 через отверстие 24. Клапан 4 начинает опускаться в крайнее положение и поджимается к торцевой поверхности выпускного отверстия 3 и перекрывает его. Сжатый воздух по трубопроводу 25 подают в рабочую полость 2, откуда он поступает и в промежуточную полость 19 через отверстия 18; 6 и 5. По достижении требуемого давления в рабочей полости 2 и промежуточной полости 19 сжатый воздух сбрасывается из полости управления 21 клапана 4. Под действием давления воздуха на нижнюю ступень 8 клапан 4 начинает перемещаться в верхнее положение, при этом открывается выпускное отверстие 3. Сжатый воздух из рабочей 2 и промежуточной 19 полостей, проходя через выпускное отверстие 3 и отверстия 12 перфорированной плиты 11, поступает в пространство над смесью (не показано). По мере перемещения клапана 4 давление воздуха в технологической емкости (не показано) растет, и в момент достижения его максимальной величины уплотнитель 10 верхней ступени 8 поджимается к торцам боковых стенок 17 направляющего стакана 16, в результате чего происходит отсечка воздушного потока, поскольку отверстия 5 в нижней части клапана 4 перекрыты. После уплотнения литейной формы направляющий стакан 16 с помощью привода 20 опускается в нижнее положение одновременно с клапаном 4, который перекрывает выпускное отверстие 3. Затем сжатый воздух подается в полость управления 21 клапана 4, под действием чего он фиксируется в крайнем нижнем положении. После этого направляющий стакан 16 с помощью привода 20 возвращается в исходное положение, отверстия 5 клапана 4 открываются и оставшийся в рабочей полости 2 воздух поступает в промежуточную полость 19. Далее сжатый воздух по трубопроводу 25 подается в рабочую полость 2 до требуемого давления, и цикл повторяется.
При смене модельного комплекта изменяют и давление сжатого воздуха в рабочей полости 2 и полости управления 21 клапана 4. При этом изменяется и величина максимального давления в технологической емкости. В результате этого изменяют и положение направляющего стакана 16, для чего его помещают относительно клапана 4 на то или иное расстояние, соответствующее величине рассогласования между установленным для данного модельного комплекта давлением в полостях 2 и 21 и давлением для предшествующего комплекта моделей. При этом перемещение клапана 4 из нижнего положения в верхнее должно соответствовать времени нарастания давления в технологической емкости до максимальной величины. Направляющий стакан 16 имеет возможность после переналадки находиться не только в фиксированном положении, но и перемещаться при необходимости в ту или иную сторону в процессе открывания клапана 4 выпускного отверстия 3.
Применение предлагаемой конструкции обеспечивает высокую надежность работы клапана к течение всего цикла работы.
Возможность изменения величины хода регулирующего устройства позволяет в широких пределах управлять процессом отсечки воздушного потока по окончании импульсного процесса при любом давлении сжатого воздуха в рабочей полости, что снижает непроизводительные потери воздуха.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИМПУЛЬСНАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1991 |
|
RU2024346C1 |
| ИМПУЛЬСНАЯ ГОЛОВКА | 1991 |
|
RU2022683C1 |
| Импульсная головка | 1988 |
|
SU1733184A1 |
| Импульсная головка для уплотнения литейных форм | 1986 |
|
SU1419793A1 |
| Импульсная головка | 1990 |
|
SU1720784A1 |
| Импульсная головка | 1990 |
|
SU1764779A1 |
| Импульсная головка | 1988 |
|
SU1600913A1 |
| Импульсное формовочное устройство | 1986 |
|
SU1503978A1 |
| Устройство для многоплунжерного прессования разовых песчано-глинистых литейных форм | 1990 |
|
SU1799665A1 |
| Устройство для изготовления литейных форм | 1991 |
|
SU1787656A1 |

Использование: в литейном производстве. Сущность изобретения: импульсная головка содержит корпус 1 с рабочей полостью 2 и выпускным отверстием 3, ступенчатый клапан 4 с отверстиями в боковых стенках, снабженный промежуточной плитой 15 со стаканообразным регулирующим усройством 16, в боковых стенках которого выполнены сквозные каналы, соосные отверстиям в боковых стенках клапана 4. 3 ил.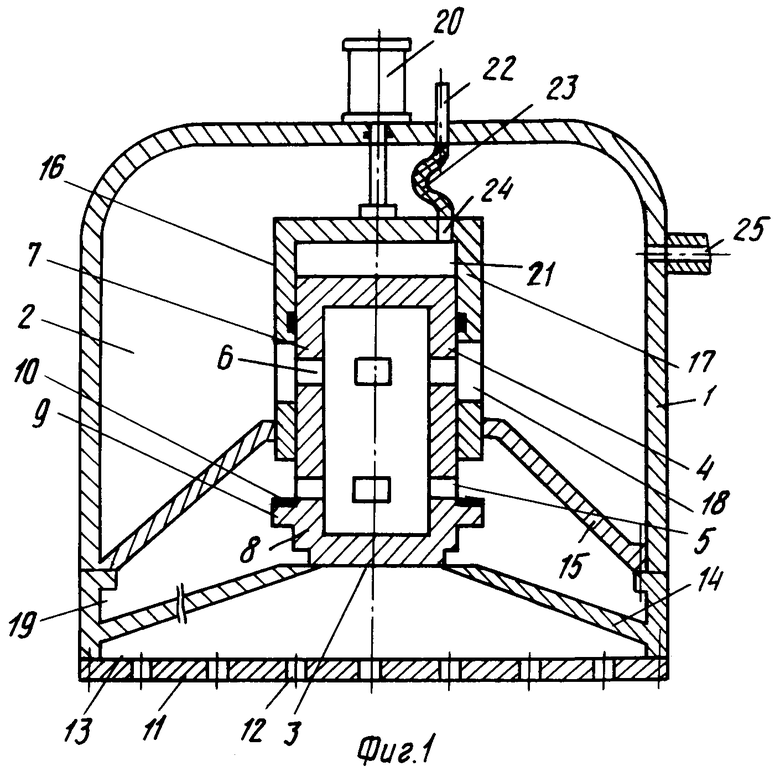
ИМПУЛЬСНАЯ ГОЛОВКА для изготовления литейных форм, содержащая корпус с рабочей полостью, ресивер, пустотелый ступенчатый клапан с отверстиями в нижней и верхней частях боковых стенок, размещенный в направляющем стакане с отверстиями, отличающаяся тем, что, с целью повышения надежности в работе и обеспечения управления процессом отсечки воздушного потока, она снабжена дополнительной стенкой, расположенной в полости ресивера и соединенной с одной стороны с ресивером, а с другой - с направляющим стаканом, и приводом перемещения направляющего стакана, при этом отверстия в направляющем стакане и в верхней части боковой стенки клапана соосны и сообщены с отверстиями в нижней части клапана.
| Импульсная головка | 1988 |
|
SU1600913A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
