Изобретение относится к литейному производству и может быть использовано для изготовления литейных форм.
Целью изобретения является повышение мощности воздушного потока и регулирования площади проходного сечения выпускного отверстия.
Цель достигается тем, что в импульсной головке для изготовления литейных форм, содержащей корпус с рассекателем, рабочей полостью и выпускным отверстием, клапан, состоящий из поршня со штоком и тарелкой, перекрывающей выпускное отверстие со стороны полости рассекателя, согласно предлагаемому решению, тарелка выполнена в виде сопрягаемых наборных дисков, которые снабжены регулирующим устройством, установленным на перфорированной плите рассекателя.
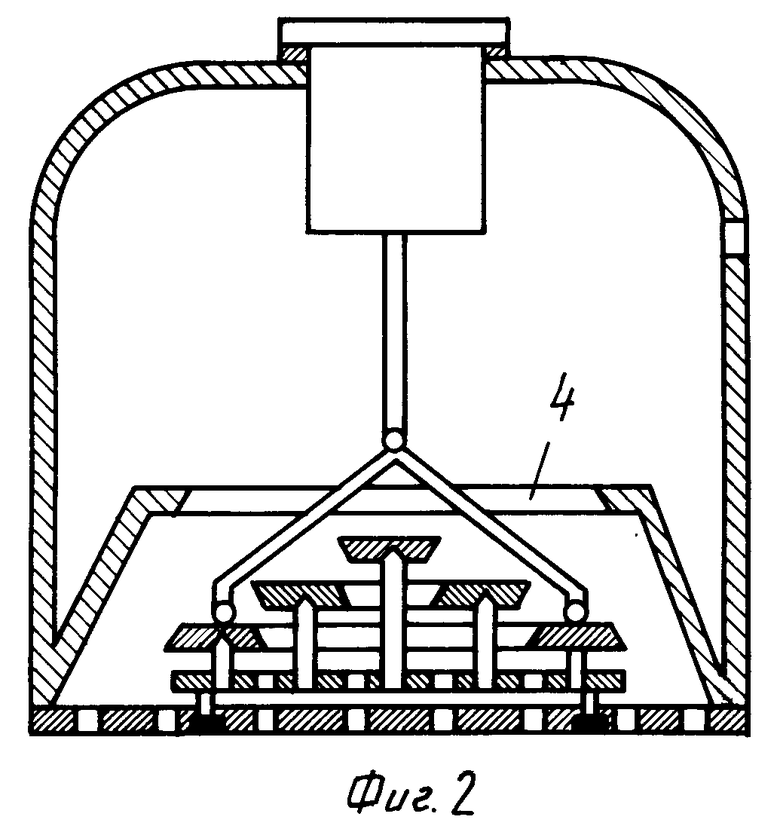
На фиг. 1 изображена импульсная головка в исходном положении; на фиг. 2 - импульсная головка в рабочем положении.
Импульсная головка содержит корпус 1 с рассекателем 2, рабочей полостью 3 и выпускным отверстием 4 (фиг. 2), клапан 5, состоящий из поршневого привода 6, штока 7, балки 8 и тарелки 9 в виде дисков 10, в местах сопряжения которых установлены уплотнители 11. С нижней стороны дисков 10 выполнены направляющие пазы 12. Балка 8 соединена с внешним диском 10 тарелки 9. В нижней части корпуса 1 закреплена перфорированная плита 13 с отверстиями 14. Рассекатель 2 образует с перфорированной плитой 13 полость 15. Внутри полости 15 рассекателя 2 на регулируемых упорах 16 перфорированной плиты 13 установлено регулирующее устройство 17 с отверстиями 18 и направляющими штырями 19. Для подачи сжатого воздуха в рабочую полость в корпусе 1 выполнено отверстие 20.
Импульсная головка работает следующим образом.
В зависимости от модельного комплекта выбирается требуемое давление сжатого воздуха в рабочей полости 3, а соответственно и регулирующее устройство 17 перемещается упорами 16 (например, с помощью винтовой пары) вниз или вверх на требуемую величину. Затем шток 7 поршневого привода 6 одновременно с балкой 8 и внешним диском 10 поднимаются в крайнее верхнее положение. По мере подъема каждый последующий диск 10 размещается внутри другого и в конце хода перекрывают выпускное отверстие 4. Уплотнители 11, расположенные на сопрягаемых поверхностях дисков 10, герметизируют рабочую полость 3 от атмосферы. Сжатый воздух подают в рабочую полость 3 через отверстие 20. С помощью поршневого привода 6 шток 5 перемещается вниз. При этом перемещается и балка 8 одновременно с тарелкой 9, выпускное отверстие 4 открывается и сжатый воздух из рабочей полости 3 поступает в полость 15 рассекателя 2, и далее через отверстия 18 регулирующего устройства 17 и отверстия 14 перфорированной плиты 13 в технологическую емкость с формовочной смесью (не показаны) и уплотняет ее. По мере перемещения тарелки 9 вниз каждый из дисков 10 своими направляющими пазами 12 устанавливается на штыри 19 и фиксируется в таком положении, в результате чего происходит разъединение дисков 10 и изменение площади проходного сечения выпускного отверстия 4 в процессе истечения сжатого воздуха из рабочей полости 3. После уплотнения формовочной смеси цикл повторяется.
При смене модельного комплекта осуществляется переналадка импульсной головки - изменяются давление сжатого воздуха в рабочей полости 3 и положение регулирующего устройства 17. Для чего регулирующие упоры 16 перемещают вниз или вверх на требуемую величину. Кроме того, изменяя высоту направляющих штырей 19, при фиксированном положении регулирующего устройства 17, можно изменять и суммарную площадь проходного сечения выпускного отверстия 4.
Применение предлагаемой импульсной головки, по сравнению с прототипом, обеспечивает регулирование площади проходного сечения выпускного отверстия за счет последовательного перемещения дисков тарелки клапана относительно друг друга в процессе истечения сжатого воздуха из рабочей полости, что повышает скорость открывания выпускного отверстия, и как следствие этого повышается мощность воздушного потока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Импульсная головка для уплотнения литейных форм | 1986 |
|
SU1419793A1 |
| Импульсная головка | 1990 |
|
SU1764779A1 |
| ИМПУЛЬСНАЯ ГОЛОВКА | 1991 |
|
RU2027538C1 |
| Импульсная головка | 1990 |
|
SU1720784A1 |
| Импульсное формовочное устройство | 1986 |
|
SU1503978A1 |
| ИМПУЛЬСНАЯ ГОЛОВКА | 1991 |
|
RU2022683C1 |
| Импульсная головка | 1988 |
|
SU1733184A1 |
| Импульсная головка | 1988 |
|
SU1533819A1 |
| Импульсная головка | 1983 |
|
SU1282953A1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ЛИТЕЙНОЙ ФОРМОВОЧНОЙ СМЕСИ | 1991 |
|
RU2017566C1 |
Использование: в литейном производстве. Сущность изобретения: импульсная головка содержит корпус 1 с рассекателем 2 и рабочей полостью 3, клапан 6, тарелку 9, перекрывающую выпускное отверстие и выполненную в виде сопрягаемых наборных дисков, которые снабжены регулирующим устройством 17, установленным на перфорированной плите. 2 ил.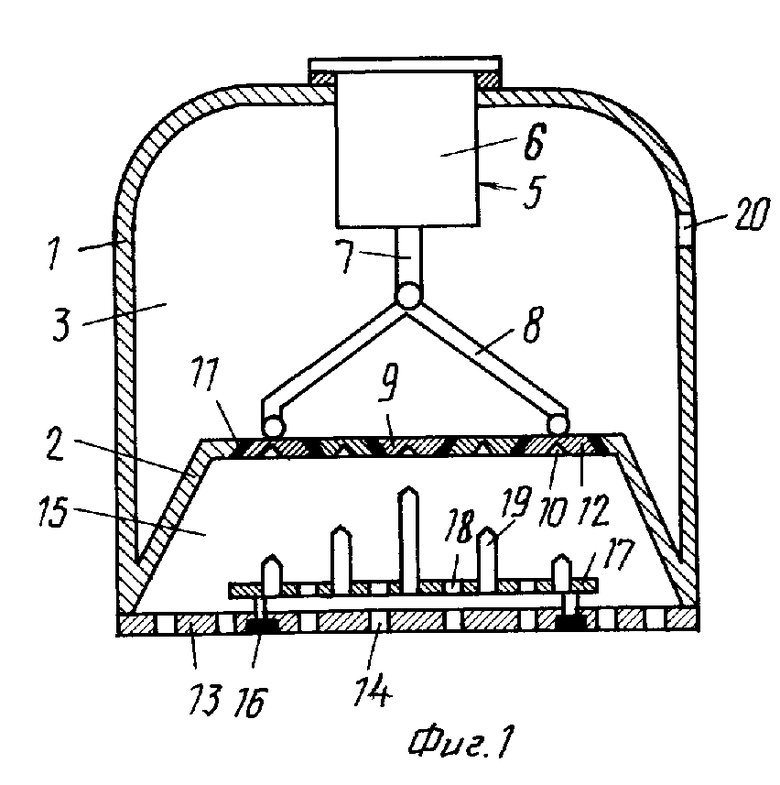
ИМПУЛЬСНАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ, содержащая корпус с рассекателем, рабочей полостью и выпускным отверстием, клапан, состоящий из поршня со штоком и тарелкой, перекрывающей выпускное отверстие со стороны полости рассекателя, отличающаяся тем, что, с целью повышения мощности воздушного потока и регулирования площади проходного сечения выпускного отверстия, тарелка выполнена в виде сопрягаемых наборных дисков, которые снабжены регулирующим устройством, установленным на перфорированной плите рассекателя.
| Заявка ФРГ N OS 3333004, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
