Изобретение относится к литейному производству и может быть использовано для уплотнения литейных форм.
Известна импульсная головка, содержащая корпус с рабочей полостью и выпускным отверстием и клапан (авт. св. СССР № 445507, кл. В 22 С 15/22, 1974). В данной конструкции клапан занимает большую часть полезного объема рабочей полости, что приводит к увеличению габаритов импульсной головки и снижению скорости нарастания . давления воздуха над формовочной смесью в технической емкости.
Наиболее близким к предлагаемому по технической сущности является импульсная головка, содержащая корпус с рабочей полостью и выпускным отверстием и клапан в виде двухсекционного шибера 1J.
Такая конструкция клапана не обеспечивает надежность его срабатывания и скорость нарастания давления в технологической емкости, поскольку эффективное воздействие сжатого воздуха при открытии клапана реализуется только на первом этапе процесса истечения (в первоначальный момент - момент образования зазора между секциями клапана). На следующем этапе сжатый воздух действует на торец каждой сеции. При этом по мере перемещения секций усилие пружин увеличивается, что снижает скорость перемещения секций. Следует отметить, что скорость перемещения уменьшается за счет силы трения в месте контакта секции с неподвижно закрепленными резиновыми накладками. Кроме того, при смене номенклатуры получаемых отливок необходимо изменять давление воздуха в рабочей полости, что неизбежно ведет к необходимости замены усилия пружин путем их замены, что в свою очередь усложняет процесс переналадки головки.
(Л
С
Цель изобретения - повышение надежности работы, упрощение переналадки машины и расширение технологических возможностей.
Указанная цель достигается тем, что в импульсной головке, содержащей корпус с рабочей полостью и выпускным отверстием, клапан в виде двухсекционного шибера, установленного в пазах нижней части корпуса и имеющего приводы перемещения секций в горизонтальной плоскости, она снабжена уплотнителями, размещенными в проточках, выполненных в нижней части корпуса и открытых со стороны вышеуказаных пазов, а каждый привод перемещения секций шибера выполнен поршневым, поршневая полость которого сообщена с проточкой в корпусе, при этом секции шибера выполнены ступенчатыми, одна из которых имеет подпружиненный упор, закрепленный в малой ступени с возможностью перемещения в горизонтальной плоскости.
Сравнение известных технических решений с предлагаемым показало, что существенными отличительными признаками предлагаемой импульсной головки является наличие новых конструктивных элементов и функциональных связей: два пневмоцилин- дра, установленных диаметрально противоположно относительно вертикально оси головки и соединенных штоками с секциями; проточки в корпусе, соединенные каналами с запирающей полостью пневмоцилиндров; ступенчатые секции, одна, из которых снабжена подпружиненным упором,
Пред/13 с;мая конструкция импульсной головки обеспечивает высокую надежность срабатывания клапана и скорость нарастания давления в технологической емкости, поскольку эффективное воздействие сжатого воздуха и -екции клапана при его открытии реализу« л на всех этапах истечения воздуха из рабочей полости как за счет действия потока воздуха на торцы секции шибера, так и усилия пневмоцилиндров. Конструкция клапана позволяет в широких пределах управлять временем нарастания давления воздуха в технологической емкости с помощью пневмоцилиндров и регулирующего устройства одной из ступеней шибера.
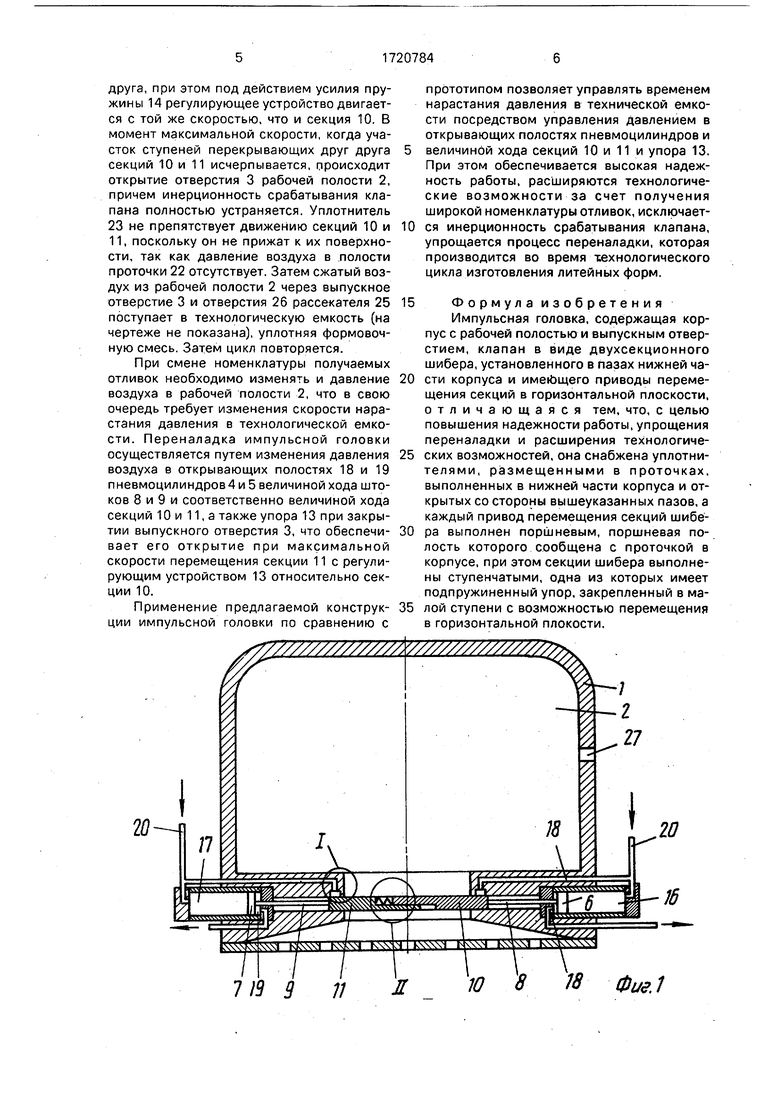
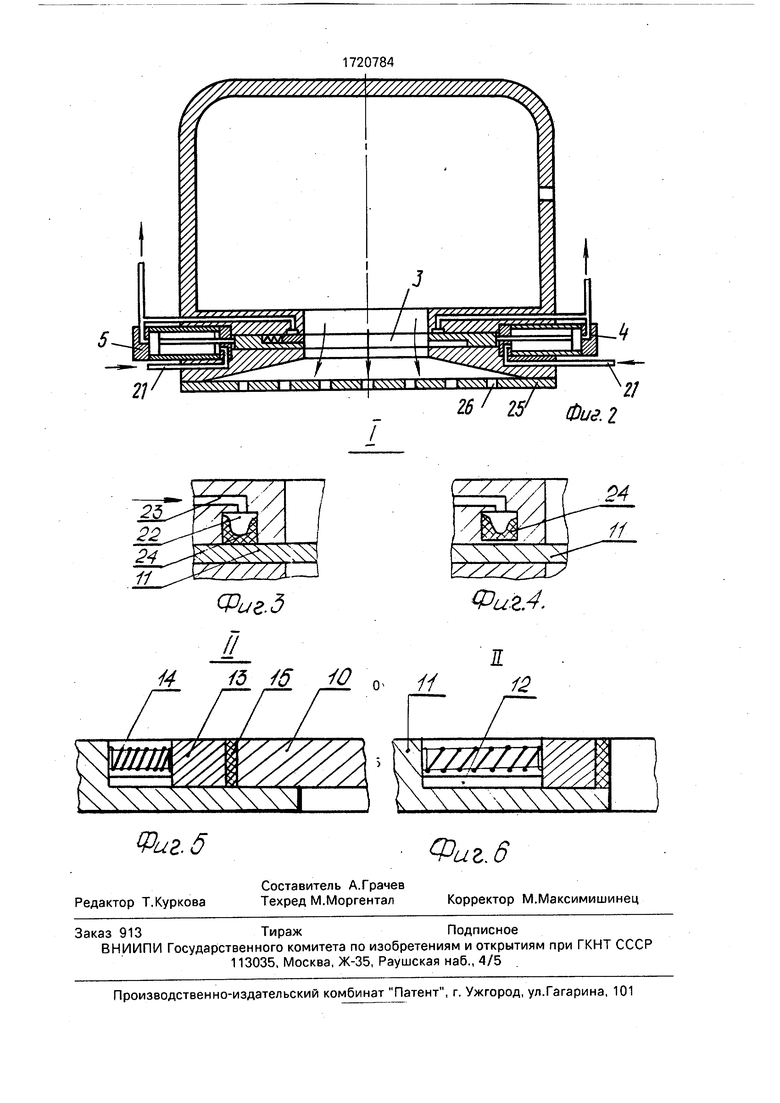
На фиг. 1 изображена импульсная головка при закрытом выпускном отверстии; на фиг. 2 - то же, при открытом выпускном отверстии; на фиг. 3 - узел I на фиг. 1, уплотнитель при закрытом выпускном отверстии; на фиг. 4 - то же, уплотнитель при открытом выпускном отверстии; на фиг. 5 - узел II на фиг. 1, подпружиненный упор при закрытом
выпускном отверстии; на фиг. 6 - то же, подпружиненный упор при открытом выпускном отверстии. .
Импульсная головка содержит корпус 1
с рабочей полостью 2 и выпускным отверстием 3. В корпусе 1 диаметрально противоположно вертикальной оси установлены пневмоцилиндры 4 и 5; поршни 6 и 7 которых соединены через штоки 8 и 9 с секциями
0 10 и 11, которые установлены в пазах нижней части корпуса. Секции 10 и 11 выполнены ступенчатыми. На ступени секции 11 в направляющем пазу 12 (типа ласточкиного хвоста) установлен упор 13 с пружиной 14 и
5 резиновой прокладкой 15. Цилиндры 4 и 5 имеют запирающие полости 16 и 17 и открывающие полости 18 и 19, которые соединены трубопроводами 20 и 21 с источником сжатого воздуха (на чертеже не показан). В
0 корпусе 1 выполнена проточка 22, полость которой соединена каналами 23 с запирающими полостями 16 и 17 пневмоцилиндров
4и 5. В полости проточки 22 установлен уплотнитель 24. К нижней части корпуса 1
5 присоединен рассекатель 25 с отверстиями 26. Входное отверстие 27 корпуса 1 соединено с источником сжатого воздуха (на чертеже не показан).
Импульсная головка работает следую0 щим образом.
Сжатый воздух из магистрали (на чертеже не показан) подается по трубопроводам 20 в запирающие полости 16 и 17 пневмоцилиндров 4 и 5. Под действием давления воз5 духа поршни 6 и 7 перемещаются к вертикальной оси импульсной головки. При этом секция 10. поджимается через прокладку 15 к упору 13, который, перемещаясь по направляющему пазу 12 в крайнее левое
0 положение, сжимает пружину 14 на требуемую величину. Выпускное отверстие 3 перекрывается в момент соприкосновения торца секции 10 с прокладкой 15 упора 13. По трубопроводам 20 сжатый воздух поступает
5 в полость проточки 22 по каналу 23, поджимает уплотнитель 24 к секциям 10 и 11 и герметизирует тем самым рабочую полость 2. Затем сжатый воздух через входное отверстие 27 подают в рабочую полость 2.
0 Для осуществления цикла истечения сжатого воздуха из рабочей полости 2 воздух одновременно сбрасывается из полости проточки 22 и запирающих полостей 16 и 17 пневмоцилиндров 4 и 5. При этом в открыва5 ющие полости 18 и 19 пневмоцилиндров 4 и
5подается сжатый воздух требуемого давления, обеспечивающий заданную скорость нарастания давления в технологической емкости. В результате этого секции 10 и 11 начинают перемещаться относительно друг
друга, при этом под действием усилия пружины 14 регулирующее устройство двигается с той же скоростью, что и секция 10. В момент максимальной скорости, когда участок ступеней перекрывающих друг друга секций 10 и 11 исчерпывается, происходит открытие отверстия 3 рабочей полости 2, причем инерционность срабатывания клапана полностью устраняется. Уплотнитель 23 не препятствует движению секций 10 и 11, поскольку он не прижат к их поверхности, так как давление воздуха в полости проточки 22 отсутствует. Затем сжатый воздух из рабочей полости 2 через выпускное отверстие 3 и отверстия 26 рассекателя 25 поступает в технологическую емкость (на чертеже не показана), уплотняя формовочную смесь. Затем цикл повторяется.
При смене номенклатуры получаемых отливок необходимо изменять и давление воздуха в рабочей полости 2, что в свою очередь требует изменения скорости нарастания давления в технологической емкости. Переналадка импульсной головки осуществляется путем изменения давления воздуха в открывающих полостях 18 и 19 пневмоцилиндров 4 и 5 величиной хода штоков 8 и 9 и соответственно величиной хода секций 10 и 11, а также упора 13 при закрытии выпускного отверстия 3, что обеспечи- вает его открытие при максимальной скорости перемещения секции 11 с регулирующим устройством 13 относительно секции 10.
Применение предлагаемой конструк- ции импульсной головки по сравнению с
прототипом позволяет управлять временем нарастания давления в технической емкости посредством управления давлением в открывающих полостях пневмоцилиндров и величиной хода секций 10 и 11 и упора 13. При этом обеспечивается высокая надежность работы, расширяются технологические возможности за счет получения широкой номенклатуры отливок, исключается инерционность срабатывания клапана, упрощается процесс переналадки, которая производится во время технологического цикла изготовления литейных форм.
Формула изобретения Импульсная головка, содержащая корпус с рабочей полостью и выпускным отверстием, клапан в виде двухсекционного шибера, установленного в пазах нижней части корпуса и имеющего приводы перемещения секций в горизонтальной плоскости, отличающаяся тем, что, с целью повышения надежности работы, упрощения переналадки и расширения технологических возможностей, она снабжена уплотнителями, размещенными в проточках, выполненных в нижней части корпуса и открытых со стороны вышеуказанных пазов, а каждый привод перемещения секций шибера выполнен поршневым, поршневая полость которого сообщена с проточкой в корпусе, при этом секции шибера выполнены ступенчатыми, одна из которых имеет подпружиненный упор, закрепленный в малой ступени с возможностью перемещения в горизонтальной плокости.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИМПУЛЬСНАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1991 |
|
RU2024346C1 |
| ИМПУЛЬСНАЯ ГОЛОВКА | 1991 |
|
RU2027538C1 |
| Импульсная головка для уплотнения литейных форм | 1986 |
|
SU1419793A1 |
| ИМПУЛЬСНАЯ ГОЛОВКА | 1991 |
|
RU2022683C1 |
| Импульсная головка | 1988 |
|
SU1733184A1 |
| Импульсное формовочное устройство | 1986 |
|
SU1503978A1 |
| Импульсная головка | 1990 |
|
SU1764779A1 |
| Импульсная головка | 1985 |
|
SU1315112A1 |
| Устройство для многоплунжерного прессования разовых песчано-глинистых литейных форм | 1990 |
|
SU1799665A1 |
| Импульсная головка | 1987 |
|
SU1447534A1 |
Изобретение относится к литейному произодству, может быть использовано для уплотнения литейных форм, и позволяет повысить надежность работы, упростить переналадку и расширить технологические возможности формовочной машины. Импульсная головка содержит корпус с рабочей полостью и выпускным отверстием, клапан в виде двухсекционного шибера. В проточках нижней части корпуса размещены уплотнители, приводы перемещения секций шибера выполнены поршневыми, а поршневая полость сообщена с проточкой в корпусе. При этом секции шибера выполнены ступенчатыми, одна из них имеет подпружиненный упор, закрепленный в малой ступени с возможностью перемещения в горизонтальной плоскости. 6 ил.
Y7////////////////////////////////9
719 В 11
20
/0 1В- фиг.1
Y///////////////////,
21
7
5 7/7/1.
Фиг.З
г
///////У//// /
26 25f
Фиг. 2
21
Фиг.4.
JL
а
12
ш&ш
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Импульсная головка | 1985 |
|
SU1315112A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
