00 Oi
со
00
ел
ного до 0,8-2,5 гидростатического давления жидкого металла на входе в пульсационную полость с частотой 0,2- 1,5 Гц и амплитудой 0,3-0,9 высоты металла в пульсационной полости, причем рабочий газ подают под избыточным давлением непрерывно на зеркало металла в емкость, а вытеснение металла из хПульсационной полости осуществляют периодической подачей нагретого рабочего газа из емкости. 1 ил., 1 табл.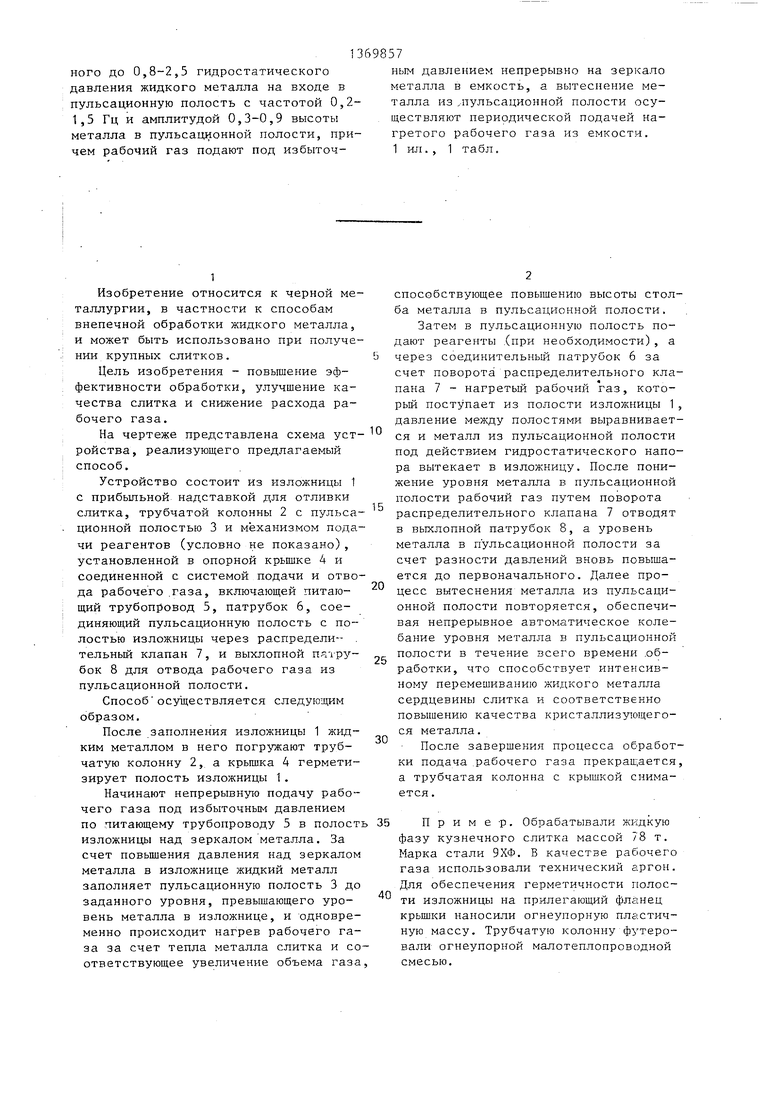
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пульсационной обработки расплава | 1990 |
|
SU1764782A1 |
| Способ получения слитков | 1989 |
|
SU1671407A1 |
| Способ получения слитков | 1987 |
|
SU1509176A1 |
| Способ получения слитков листовых заготовок | 1987 |
|
SU1447542A1 |
| Способ легирования,модифицирования и раскисления металлов и сплавов | 1986 |
|
SU1392114A1 |
| Способ виброобработки жидкого металла | 1986 |
|
SU1424946A1 |
| Установка для внепечной обработки кристаллизующегося металла | 1978 |
|
SU789592A1 |
| Устройство для обработки металла | 1988 |
|
SU1555047A1 |
| Способ внепечной обработки жидкого металла | 1982 |
|
SU1032027A2 |
| Способ внепечного рафинирования металлического расплава | 1984 |
|
SU1216218A1 |
Изобретение относится к черной металлургии и может быть использовано при получении крупных слитков. Цель изобретения - повышение эффективности обработки, улучшение качества слитка и снижение расхода рабочего газа. Способ включает заполнение жидким металлом пульсационной полости 3 трубчатой колонны 2, погруженной в емкость 1 (изложницу) с жидким металлом, подачу в пульсационную полость реагентов и вытеснение из нее жидкого металла в емкость путем периодического изменения давления рабочего газа в ней от 1,0-1,2 атмосфер а (Л
1
Изобретение относится к черной металлургии, в частности к способам внепечной обработки жидкого металла, и может быть использовано при получении крупных слИтков.
Цель изобретения - повышение эффективности обработки, улучшение качества слитка и снижение расхода рабочего газа.
На чертеже представлена схема устройства, реализующего предлагаемый способ.
Устройство состоит из изложницы 1 с прибыльной надставкой для отливки слитка, трубчатой колонны 2 с пульсационной полостью 3 и механизмом подачи реагентов (условно не показано), установленной в опорной крьш1ке 4 и соединенной с системой подачи и отвода рабочего .газа, включающей питающий трубопровод 5, патрубок 6, соединяющий пульсационную полость с полостью изложницы через распредели- . тельный клапан 7, и выхлопной патрубок 8 для отвода рабочего газа из пульсационной полости.
Способ осуществляется следующим образом.
После заполнения изложницы 1 жидким металлом в него погружают трубчатую колонну 2, а крышка 4 герметизирует полость изложницы 1.
Начинают непрерывную подачу рабочего газа под избыточным давлением по питающему трубопроводу 5 в полост изложницы над зеркалом металла. За счет повьш1ения давления над зеркалом металла в изложнице жидкий металл заполняет пульсационную полость 3 до заданного уровня, превышающего уровень металла в изложнице, и одновременно происходит нагрев рабочего газа за счет тепла металла слитка и соответствующее увеличение объема газа
5
0
способствующее повышению высоты столба металла в пульсационной полости.
Затем в пульсационную полость подают реагенты .(при необходимости) , а через соединительный патрубок 6 за счет поворота распределительного клапана 7 - нагретый рабочий газ, кото- рьш поступает из полости изложницы 1, давление между полостями выравнивается и металл из пульсационной полости под действием гидростатического напора вытекает в изложницу. После понижение уровня металла в пульсационной полости рабочий газ путем поворота распределительного клапана 7 отводят в выхлопной патрубок 8, а уровень металла в пульсационной полости за счет разности давлений вновь повышается до первоначального. Далее процесс вытеснения металла из пульсационной полости повторяется, обеспечивая непрерывное автоматическое колебание уровня металла в пульсационной полости в течение всего времени .обработки, что способствует интенсивному перемешиванию жидкого металла сердцевины слитка и соответственно повышению качества кристаллизующегося металла.
После завершения процесса обработки подача .рабочего газа прекращается, а трубчатая колонна с крышкой снимается .
35 Пример. Обрабатывали жидкую фазу кузнечного слитка массой 78 т. Марка стали 9ХФ. В качестве рабочего газа использовали технический аргон. Для обеспечения герметичности полости изложницы на прилегающий фланец крышки наносили огнеупорную пластичную массу. Трубчатую колонну футеровали огнеупорной малотеплопроводной смесью.
5
0
40
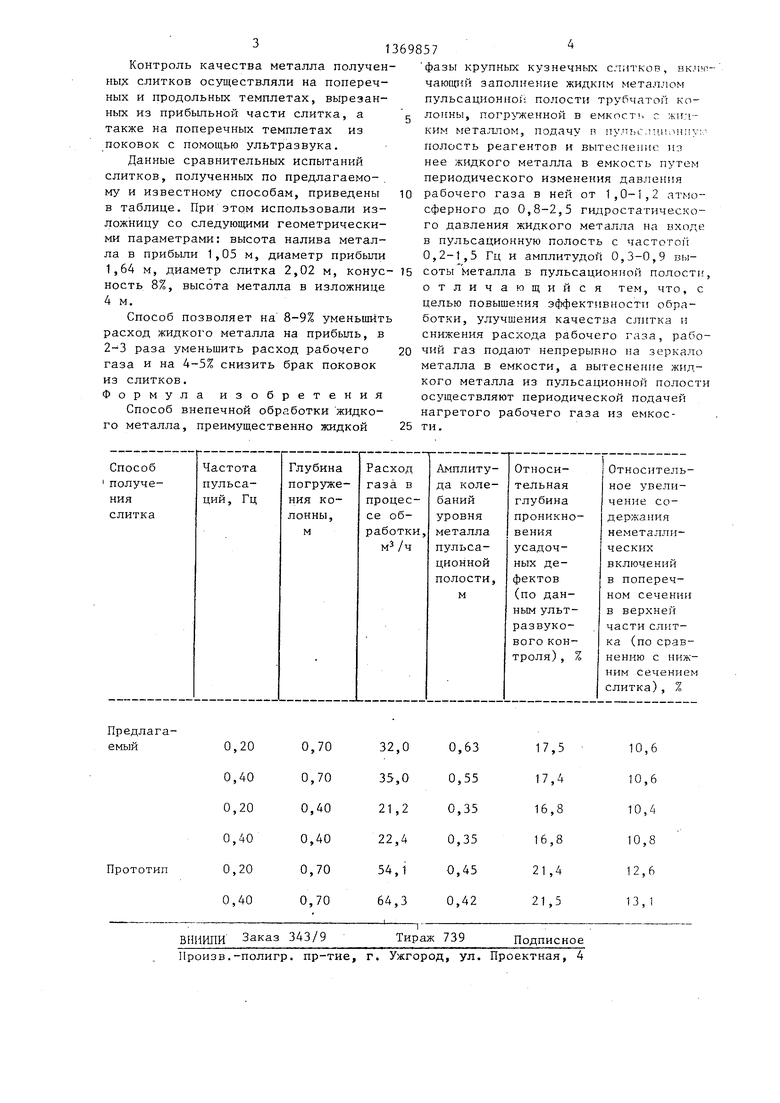
Контроль качества металла полученные слитков осуществляли на поперечных и продольных темплетах, вырезанных из прибыльной части слитка, а также на поперечных темплетах из поковок с помощью ультразвука.
Данные сравнительных испытаний слитков, полученных по предлагаемо-, му и известному способам, приведены в таблице. При этом использовали изложницу со следующими геометрическими параметрами: высота налива металла в прибыли 1,05 м, диаметр прибыли
1,64 м, диаметр слитка 2,02 м, конус- 15 соты металла в пульсационной полости, ность 8%, высота металла в изложнице 4 м.
Способ позволяет на 8-9% уменьщйть расход жидкого металла на прибыль, в
20
2-3 раза уменьшить расход рабочего газа и на 4-5% снизить брак поковок из слитков.
Формула изобретения Способ внепечной обработки жидкого металла, преимущественно жидкой
целью повышения эффективности обработки, улучшения качества слитка и снижения расхода рабочего газа, рабочий газ подают непрерывно на зеркало металла в емкости, а вытеснение жидкого металла из пульсационной полости осуществляют периодической подачей нагретого рабочего газа из емкос- 25 ти.
Предлагаемый
фазы крупных кузнечных слитков, гзкл о- чающлй заполнение жидкг1м металлом пульсационно -; полости трубчатой колонны, погр окенной в емкост. с Ж1г:1- ким мета.гшом, подачу в ny.ni,C:inii;in;iy:-.i полость реагентов и вытеснение из нее жидкого металла в емкость путем периодического изменения давления рабочего газа в ней от 1,0-1,2 атмосферного до 0,8-2,5 гидростатического давления жидкого металла на входе в пульсационную полость с частотоГг 0,2-1,5 Гц и амплитудой 0,3-0,9 высоты металла в пульсационной полости,
целью повышения эффективности обработки, улучшения качества слитка и снижения расхода рабочего газа, рабочий газ подают непрерывно на зеркало металла в емкости, а вытеснение жидкого металла из пульсационной полости осуществляют периодической подачей нагретого рабочего газа из емкос- ти.
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 0 |
|
SU372022A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для циркуляционного вакууми-РОВАНия | 1979 |
|
SU850682A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для внепечной обработки металла | 1980 |
|
SU899656A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ внепечной обработки жидкого металла | 1978 |
|
SU954439A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
