Изобретение относится к металлургии, конкретнее к полунепрерывной разливке круглых слитков из алюминиевых сплавов.
Целью изобретения является повышение выхода годного за счет уменьшения донной части слитка и обеспечения устойчивости отлитого слитка.
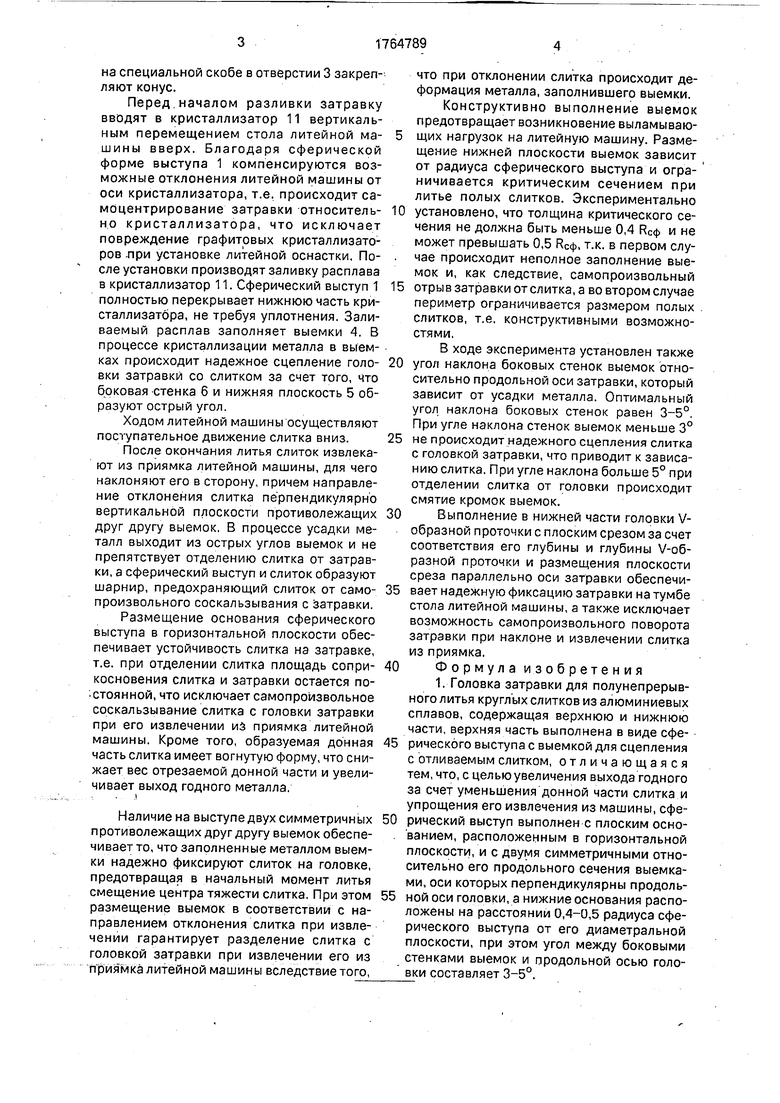
Сущность изобретения поясняется чертежами, где на фиг. 1 представлен общий вид головки в разрезе, а на фиг. 2 - разрез головки по стрелке А.
Головка затравки состоит из сферического выступа 1 и цилиндрической части 2 со сквозным отверстием 3, соосным продольной оси затравки. На сферической поверхности выступа 1 размещены симметрично две выемки 4, горизонтальная нижняя плоскость 5 которых размещена на расстоянии (0,4-0,5)R, где R - радиус сферического выступа, от основания выступа, а боковые стенки 6 наклонены под углом 3...50 к продольной оси головки. На цилиндрической части головки выполнена V-образная проточка 7 и один плоский параллельный оси головки срез 8, глубина которого равна глубине проточки.
Позицией 9 обозначена тумба стола литейной машины, а позициями 10 и 11-соот- ветственно, фиксирующий элемент и кристаллизатор,
Головка затравки работает следующим образом.
Цилиндрическую часть затравки 2 устанавливают в тумбе 9, плоский срез 8 при этом размещают против фиксирующего элемента 10, поворотом затравки на 180° вводят фиксирующий элемент 10 в V-образный паз 7. Таким образом затравка закреплена неподвижно на столе литейной машины, при этом вертикальная плоскость, в которой размещены выемки 4, перпендикулярна плоскости среза 8. При литье полых слитков
XI ON VI 00 Ю
на специальной скобе в отверстии 3 закрепляют конус.
Перед началом разливки затравку вводят в кристаллизатор 11 вертикальным перемещением стола литейной машины вверх. Благодаря сферической форме выступа 1 компенсируются возможные отклонения литейной машины от оси кристаллизатора, т.е. происходит самоцентрирование затравки относительно кристаллизатора, что исключает повреждение графитовых кристаллизаторов лри установке литейной оснастки. После установки производят заливку расплава в кристаллизатор 11. Сферический выступ 1 полностью перекрывает нижнюю часть кристаллизатора, не требуя уплотнения. Заливаемый расплав заполняет выемки 4. В процессе кристаллизации металла в выемках происходит надежное сцепление головки затравки со слитком за счет того, что боковая стенка 6 и нижняя плоскость 5 образуют острый угол.
Ходом литейной машины осуществляют поступательное движение слитка вниз.
После окончания литья слиток извлекают из приямка литейной машины, для чего наклоняют его в сторону, причем направление отклонения слитка перпендикулярно вертикальной плоскости противолежащих друг другу выемок. В процессе усадки металл выходит из острых углов выемок и не препятствует отделению слитка от затравки, а сферический выступ и слиток образуют шарнир, предохраняющий слиток от самопроизвольного соскальзывания с затравки.
Размещение основания сферического выступа в горизонтальной плоскости обеспечивает устойчивость слитка на затравке, т.е. при отделении слитка площадь соприкосновения слитка и затравки остается постоянной, что исключает самопроизвольное соскальзывание слитка с головки затравки при его извлечении из приямка литейной машины. Кроме того, образуемая донная часть слитка имеет вогнутую форму, что снижает вес отрезаемой донной части и увеличивает выход годного металла.
i
Наличие на выступе двух симметричных противолежащих друг другу выемок обеспечивает то, что заполненные металлом выемки надежно фиксируют слиток на головке, предотвращая в начальный момент литья смещение центра тяжести слитка. При этом размещение выемок в соответствии с направлением отклонения слитка при извлечении гарантирует разделение слитка с головкой затравки при извлечении его из приямка литейной машины вследствие того,
что при отклонении слитка происходит деформация металла, заполнившего выемки. Конструктивно выполнение выемок предотвращает возникновение выламывающих нагрузок на литейную машину. Размещение нижней плоскости выемок зависит от радиуса сферического выступа и ограничивается критическим сечением при литье полых слитков. Экспериментально
0 установлено, что толщина критического сечения не должна быть меньше 0,4 и не может превышать 0,5 RCcf, т.к. в первом случае происходит неполное заполнение выемок и, как следствие, самопроизвольный
5 отрыв затравки от слитка, а во втором случае периметр ограничивается размером полых слитков, т.е. конструктивными возможностями.
В ходе эксперимента установлен также
0 угол наклона боковых стенок выемок относительно продольной оси затравки, который зависит от усадки металла. Оптимальный угол наклона боковых стенок равен 3-5° При угле наклона стенок выемок меньше 3°
5 не происходит надежного сцепления слитка с головкой затравки, что приводит к зависанию слитка. При угле наклона больше 5° при отделении слитка от головки происходит смятие кромок выемок.
0 Выполнение в нижней части головки V- образной проточки с плоским срезом за счет соответствия его глубины и глубины V-об- разной проточки и размещения плоскости среза параллельно оси затравки обеспечи5 вает надежную фиксацию затравки на тумбе стола литейной машины, а также исключает возможность самопроизвольного поворота затравки при наклоне и извлечении слитка из приямка.
0 Формула изобретения
1. Головка затравки для полунепрерывного литья круглых слитков из алюминиевых сплавов, содержащая верхнюю и нижнюю части, верхняя часть выполнена в виде сфе5 рического выступа с выемкой для сцепления с отливаемым слитком, отличающаяся тем, что, с целью увеличения выхода годного за счет уменьшения донной части слитка и упрощения его извлечения из машины, сфе0 рический выступ выполнен с плоским основанием, расположенным в горизонтальной плоскости, и с двумя симметричными относительно его продольного сечения выемками, оси которых перпендикулярны продоль5 ной оси головки, а нижние основания расположены на расстоянии 0,4-0,5 радиуса сферического выступа от его диаметральной плоскости, при этом угол между боковыми стенками выемок и продольной осью головки составляет 3-5°.
2. Головка затравки по п. 1, отличающаяся тем, что в ее нижней части выполнены V-образная проточка и
срез, глубина которого равна глубине проточки, а плоскость параллельна оси головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Затравка для машины полунепрерывного литья | 1983 |
|
SU1097437A1 |
| УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ ЦИЛИНДРИЧЕСКИХ СЛИТКОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2788042C1 |
| Устройство для выемки слитков из приямков при полунепрерывном литье | 1961 |
|
SU141594A1 |
| Затравка для машины непрерывного литья металлов | 1973 |
|
SU451495A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2103105C1 |
| Способ непрерывной и полунепрерывной разливки металлов | 1977 |
|
SU758632A1 |
| Машина полунепрерывного литья металлов | 1986 |
|
SU1357122A1 |
| Машина для полунепрерывного литья металлов | 1983 |
|
SU1103940A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1998 |
|
RU2143959C1 |
| Устройство для выдачи слитков машины полунепрерывного литья заготовок | 1982 |
|
SU1103939A1 |

Изобретение относится к металлургии, конкретнее к полунепрерывному литью алюминиевых сплавов. Целью изобретения является увеличение выхода годного за счет уменьшения донной части слитка и упрощения его извлечения из машины. Верхняя часть головки затравки выполнена в виде сферического выступа с горизонтальным основанием и двумя выемками. Перед разливкой верхнюю часть заводят в кристаллизатор, подают металл л осуществляют вытягивание слитка. После окончания разливки осуществляют разделение слитка и головки затравки вращением вокруг оси, проходящей через выемки. 1 з.п, ф-лы, 2 ил.
фиг.1
Фиг. 2
| Патент США № 3627017, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
