Изобретение относится к металлургии, конкретнее к непрерывному и полунепрерывному литью металлов.
Наиболее близкой к изобретению по своей .технической сущности и достигаемому результату является затравка, применяемая в машинах полунепрерьшного литья, выполненная в виде подвижного поддона, вводимого в нижнюю часть кристаллизатора. Верхняя часть затравки - головка имеет сквозной паз с отрицательным наклоном стенок, образующий с затвердевающим слитком зацепление ласточкин хвост. При помощи упомянутого зацепления слиток вытягивают из крис таллизатора. Обычно паз располагается в диаметральной зоне затравки. Для предотвращения размывания струей металла нижней плоскости паза над ним устанавливается,массивная металлическая плита, которая остается в донной части слитка, уменьшая тем самым выход годного металла при дальнейшем переделе tt J.
Известная затравка обладает существенным недостатком, заключающимся в том, что при быстром заполнении в течение 20-30 с, для небольших сечений, 60-90 с, для крупных, металл в пазу не успевает закристаллизоваться. Образующаяся в этот период корочка металла имеет малую толщину и низкую прочность. К тому же нагрузка от сцепления затравки со слит1(:ом передается по концовке зоны зацепления, так как в центральной зоне металл длительнсге время находится в жидком состоянии, что приводит к перераспределению нагрузок в корочке и появлению изгибающих усилий в донной части слитка. Совместное действие сил сопротивления вытягиван 1ю слитка, например трение слитка о стенки кристаллизатора, и изгибающих усиЛИЙ, вызьгаают появление в корочке слитка напряжений, превьш1ающих ее прочность, что может привести к деформации корочки, ее разрушению, прорыву жидкого металла и прекращенню разливки.
Захолаживаищего действия плиты, устанавливаемой над пазом, для обеспечения надежного зацепления слитка с затравкой недостаточно. Поэтому в пазу затравки устанавливают дополнительные холодильники, которые обычно выполняются из обрезков проката.
Применение холодильников, вводимых в кристаллизатор перед разливкой, несколько улучшает условия кристаллизации в начальный период разливки металла. Но эта мера влечет еще большее увеличение отходов металла донной части слитка при дальнейшем переделе.
Кроме того, уплотнение зазора между затравкой и кристаллизатором при зацеплении ласточкин хвост затруднено, так как линия стока затравки и кристаллизатора лежит в трех пересекающихся плоскостях.
Целью изобретения является снижение усилия разъединения затравки и слитка, уменьшение отходов металла и снижение трудоемкости подготовки затравки к разливке.
Поставленная цель достигается тем, что в затравке для машины полунепрерывного литья., содержащей тело и головку, в центральнбй части которой выполнен паз с наклонными стенками, головка дополнительно снабжена элементом, выполненным с возможность перемещения в пазу перпендикулярно оси затравки, при этом паз имеет в плане форму трапеции, его боковые стенки образуют замкнутый контур, а элемент образует дно паза и его боковую стенку..
Такое исполнение затравки обеспечивает надежное зацепление ее со слитком. Чем устраняется возможность отрыва слитка от затравки и позволяет исключить применение дополнительных холодильников. Затравка заявляемой конструкции не препятствует усадке слитка, что устраняет появление усадочных трещин в слитке. Это снижает величину отходов донной части слитка. Кроме того, линия стыка заявляемой затравки с кристаллизатором лежит в одной плоскости, что снижает трудоемкость уплотнения стыка.
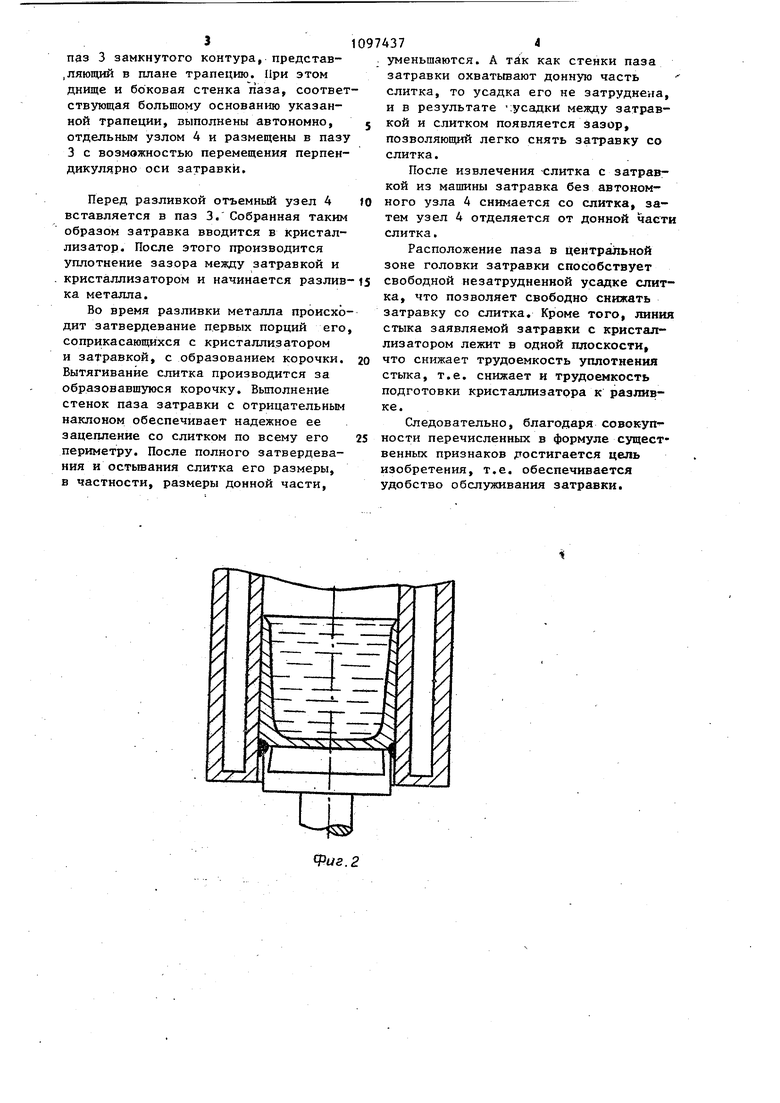
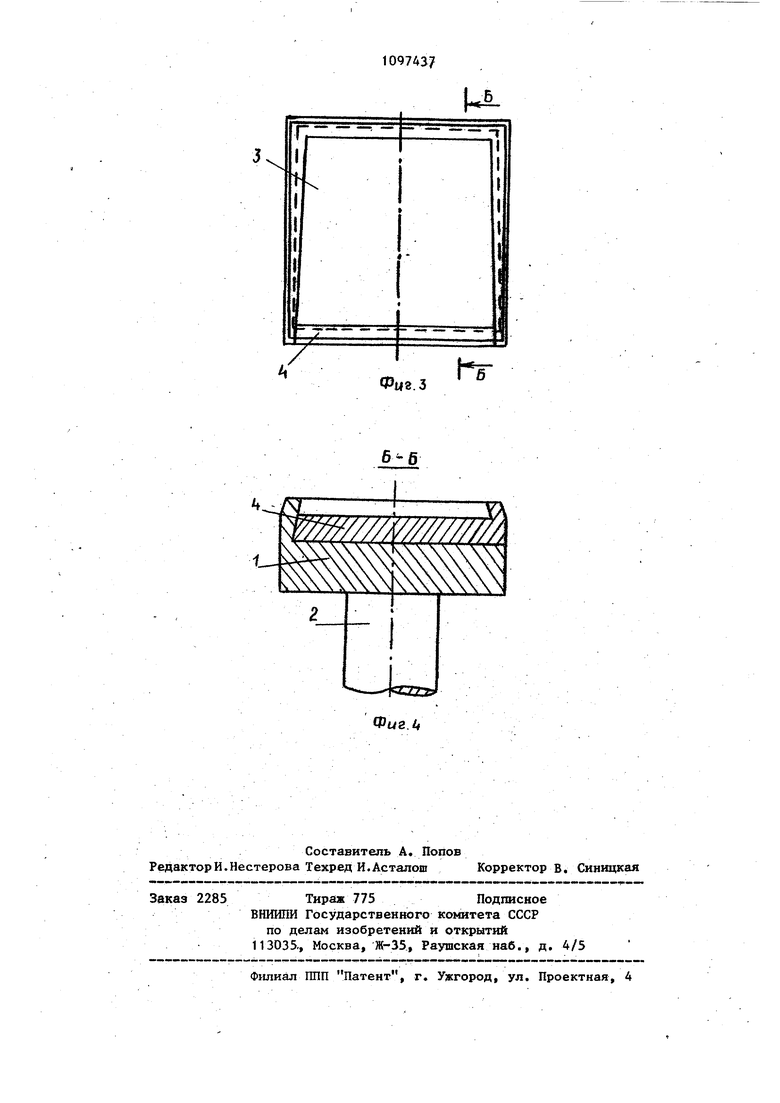
На фиг.1 показана затравка с кристаллизатором, продольный разрез; на фиг.2 - кристаллизатор с введенной затравкой в первоначальный период разливки, продольный разрез; на фиг.З - затравка, вид сверху; на фиг.4 - разрез Б-Б на фиг.З (разрез затравки в сборе с отъемным днищем).
Затравка состоит из головки 1 и тела 2. На верхней плоскости головки 1 в центральной ее части выполнен
паз 3 замкнутого контура, предетав,ляющий в плане трапецию. При этом днище и боковая стенка паза, соответствующая большому основанию указанной трапеции, выполнены автономно, отдельным узлом 4 и размещены в пазу 3 с возможностью перемещения перпендикулярно оси затравки.
Перед разливкой отъемный узел 4 вставляется в паз 3. Собранная таким образом затравка вводится в кристаллизатор. После этого производится уплотнение зазора между затравкой и кристаллизатором и начинается разливка металла.
Во время разливки металла происходит затвердевание первых порций его, соприкасающихся с кристаллизатором и затравкой, с образованием корочки. Вытягивание слитка производится за образовавшуюся корочку. Вьтолнение стенок паза затравки с отрицательным наклоном обеспечивает надежное ее зацепление со слитком по всему его периметру. После полного затвердевания и остывания слитка его размеры, в частности, размеры донной части.
уменьшаются. А тАк как стенки паза затравки охватьгоают донную часть слитка, то усадка его не затруднена, и в результате ;усадки между затравкой и слитком появляется зазор, позволяющий легко снять затравку со слитка.
После извлечения слитка с затравкой из машины затравка без автономного узла 4 снимается со слитка, затем узел 4 отделяется от донной части слитка.
Расположение паза в центральной зоне головки затравки способствует свободной незатрудненной усадке слитка, что позволяет свободно снижать затравку со слитка. Кроме того, линия стыка заявляемой затравки с кристаллизатором лежит в одной плоскости что снижает трудоемкость уплотнения стыка, т.е. снижает и трудоемкость подготовки кристаллизатора к разливке.
Следовательно, благодаря совокуй ности перечисленных в формуле существенных признаков достигается цель изобретения, т.е. обеспечивается удобство обслуживания затравки.
1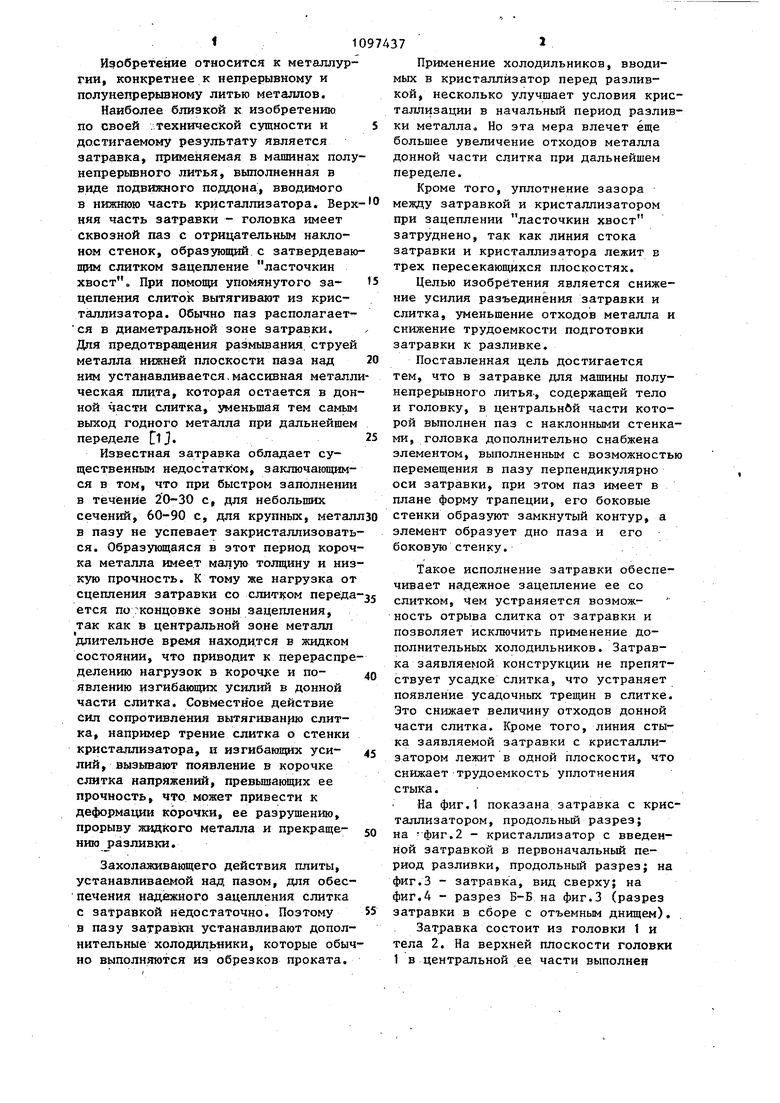
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка затравки для полунепрерывного литья круглых слитков из алюминиевых сплавов | 1989 |
|
SU1764789A1 |
| Затравка | 1972 |
|
SU456676A1 |
| Захват для грузов | 1980 |
|
SU944764A1 |
| Затравка для машины непрерывного литья металлов | 1973 |
|
SU451495A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2103105C1 |
| Способ непрерывной разливки металлов | 1975 |
|
SU533129A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ СОСТАВНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2097164C1 |
| Способ непрерывного горизонтального литья металлов | 1982 |
|
SU1088206A1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 2010 |
|
RU2436652C1 |
| Способ непрерывного литья заготовок | 1989 |
|
SU1740124A1 |
ЗАТРАВКА ДЛЯ МАШИНЫ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ, содержащая тело и головку, с центра которой выполнен, паз с наклонными стенками, о т л и- . чающаяся тем, что, с целью снижения усилия разъединения затравки и слитка, уменьшения отходов металла и снижения трудоемкости подготовки затравки к разливке головка дополнительно снабжена элементом,вьшолненным с возможностью перемещения в пазу перпендикулярно оси затравки, при зтом паз имеет в плане форму трапеции, его боковые стенки образзпот замкнутый контур, а элемент образует дно . паза и его боковую стенку. (Л
hiФмг.З
Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Войченко М.С | |||
| и др | |||
| Непрерывная разливка стали | |||
| Металлургиздат, М., 1961, с | |||
| Деревянный коленчатый рычаг | 1919 |
|
SU150A1 |
| ТОО. | |||
