2, Машина по п. 1, отличающаяся тем, что она снабжена упором, размещенным на фундаменте. 3. Машина по пп. 1 и 2, о т л ич ающ ая ся тем, что привод поворота вала установлен стационарно 1103 940 и соединен с рейкой, взаимодействующей с шестерней, закрепленной на приводном валу. 4. Машина по пп. 1-3, о т л ичающаяся тем, что привод по-, ворота вала выполнен общим для к;:скольких ручьев машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ ДЛЯ ВЫТЯГИВАНИЯ СЛИТКОВ КРУГЛОГО СЕЧЕНИЯ С ОДНОВРЕМЕННЫМ ВРАЩЕНИЕМ ИХ ВОКРУГ ПРОДОЛЬНОЙ ОСИ В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ | 2006 |
|
RU2323800C2 |
| Установка полунепрерывного литья металлов | 1983 |
|
SU1119770A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ДЛИННОМЕРНЫХ ТРУБ РАЗМЕРОМ 465×75 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2527587C2 |
| Машина для непрерывного литья полых слитков | 1984 |
|
SU1214316A1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 255×5+1,5/-1,0×4300+80/-30 мм ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2547055C1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1991 |
|
RU2021870C1 |
| Машина непрерывного литья металлов наклонного или горизонтального типа | 1983 |
|
SU1096023A1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 252,6±1,8×5+1,5/-1,0×4300+80/-30 мм ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2545954C1 |
| Способ исследования деформации непрерывно-литого слитка | 1983 |
|
SU1168318A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ КОВАННЫХ ЗАГОТОВОК, СПЛОШНЫХ ИЛИ ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ, СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2013 |
|
RU2542156C2 |
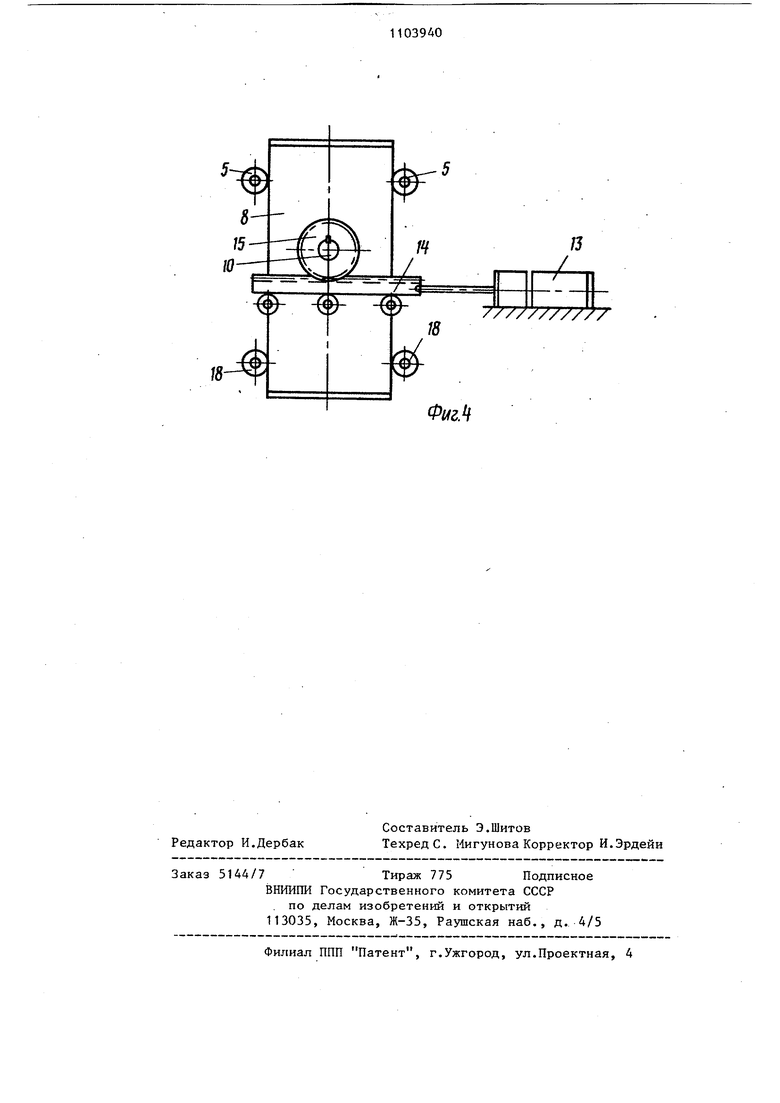
1. МАШИНА ДЛЯ ПОЛУНЕПРЕРЫ НОГО ЛИТЬЯ МЕТАЛЛОВ, содержащая кр таллизатор, затравку, соединенную кронштейнами с балками, взаимодействующими с приводными валками, попарно расположенными по обе стороны технологической оси машины, о т л и- чающая ся тем,что, с целью расширения технологических возможностей, уменьшения массы оборудования и упрощения конструкции, она снабжена приводным поворотным валом, установленным на подшипниках в балках и связанным с затравкой, которая имеет несколько головок разных типоразмеров, при этом торцовые поверхности головок выполнены в виде цилиндрических поверхностей, оси которых совпадают с осью поворотного вала.
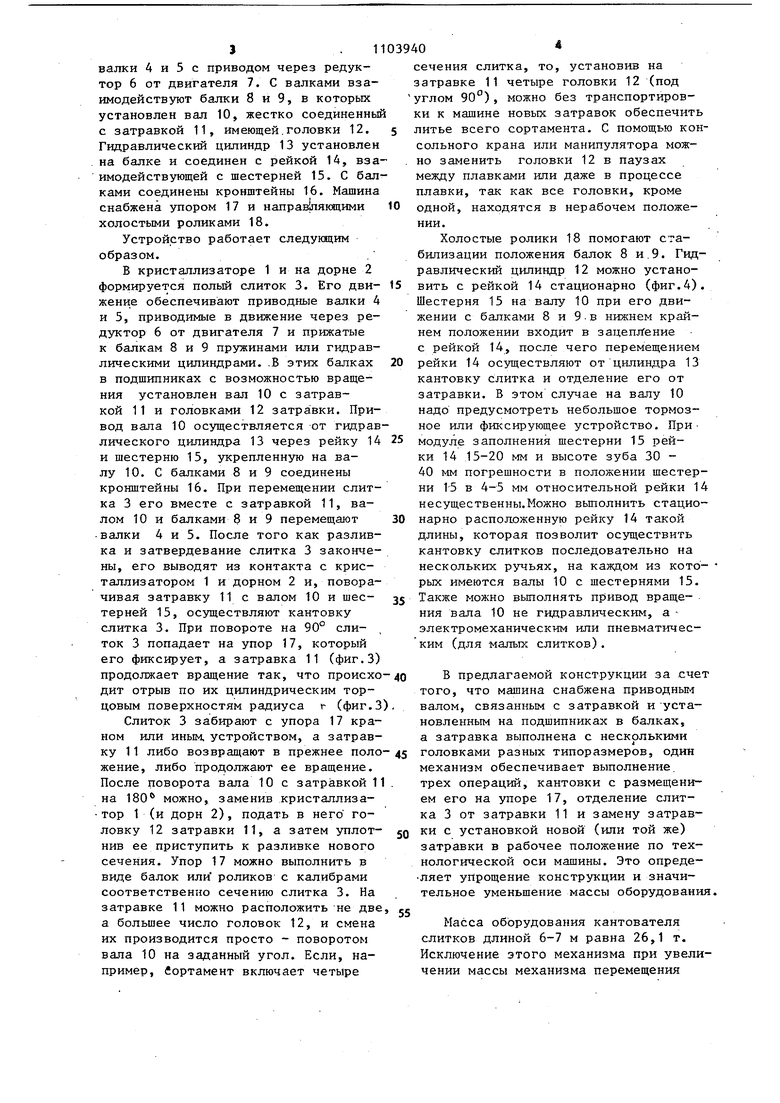
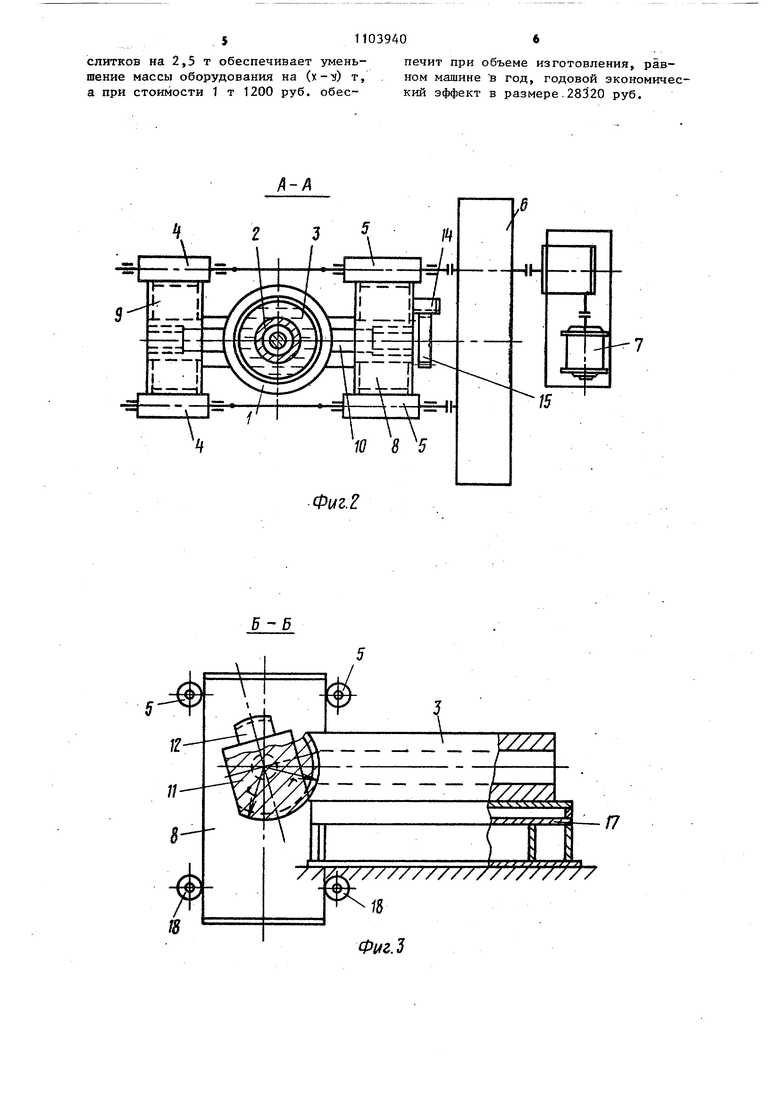
Изобретение относится к металлургии, а именно к полунепрерывному ли тью металлов. Известна машина для литья слитков содержащая кристаллизатор, шахту вт ричного охлаждения, жесткую затравку и прижатые, к ней приводные валки, р полол(енные по высоте шахты вторично охлаждения . Недостатком этой машины является то, что очень велика масса оборудования из-за большого числа валков, а при изменениисечения слитка необходима замена всех валков. Наиболее близкой к изобретению по технической сущности и достигаемому результату является машина полунепрерывного литья металлов содержащая кристаллизатор, .затравку соединенную кронштейнами с балками, расположенными параллельно технологи ческой оси машины. Эти балки взаимо действуют с приводными валками попар .но, расположенными по обе стороны технологической оси 2. Известная конструкция ооладает серьезными преимуществами, так как не требует замены калиброванных валков при изменении сечения слитка, а балки можно сжать валками большим усилием, что создает возможность только при такой конструкции отливать тонкостенные трубы, чугунные слитки и упругие заготовки малой прочности, которые сжать валками с силой, достаточной для их перемещения, нельзя. Это относится к полым слиткам, у которых усилие удаления с дорна может быть значительным, сплавов с низким коэффициентсТм трения и т.д. Однако масса обрудования машины велика, поскольку приходится оснащать машину кантователем для перевода слитка из вертикального в горизонтальное положение и устройством для отделения затравки от слитка. Это усложняет конструкцию машины. Цель изобретения - расширение технологических возможностей, уменьшение массы оборудования и упрощение конструкции. Поставленная цель достигается тем, что машина для получения непрерывного литья металлов, содержащая кристаллизатор, затравку, соединенную кронштейнами с балками, взаимодействующими с приводными валками, попарно расположенными по обе стороны технологической оси машины, снабжена приводным поворотным валом, установленным на подшипниках в балках и связанным с затравкой, которая имеет несколько головок разных типоразмеров, при этом торцовые поверхности головок выполнены в виде цилиндрических поверхностей, оси которых совпа-дают с осью поворотного вала. При этом машина снабжена упором, размещенным на фундаменте. Кроме того, привод поворота вала установлен стационарно и соединен с рейкой, взаимодействунлцей с шестерней, закрепленной на приводном валу. Причем привод поворота вала выполнен общим для нескольких.ручьев машины . На фиг. 1 изображена машина, общий вид; на фиг. 2 - разрез А-А на фиг. 1-, на фиг. 3 - разрез Б-Б на фиг. 1 (после кантовки слитка)-, на фиг. 4 - вариант со стационарным приводным цилиндром. Машина для непрерывного литья содержит кристаллизатор 1 и дорн 2, которые образуют полость, где формируется слиток 3. По обе стороны технологической оси машины расположены J. 1 валки 4 и 5 с приводом через редуктор 6 от двигателя 7. С валками взаимодействуют балки 8 и 9, в которых установлен вал 10, жестко соединенны с затравкой 11, имеющей,головки 12. Гидравлический цилиндр 13 установлен на балке и соединен с рейкой 14, вза имодействующей с шестерней 15. С бал ками соединены кронштейны 16. Машина снабжена упором 17 и напра4лякщими холостыми роликами 18. Устройство работает следукхдим образом.. В кристаллизаторе 1 и на дорне 2 формируется полый слиток 3. Его движение обеспечивают приводные валки 4 и 5, приводимые в движение через редуктор 6 от двигателя 7 и прижатые к балкам 8 и 9 пружинами или гидравлическими цилиндрами.,В этих балках в подшипниках с возможностью вращения установлен вал 10 с затравкой 11 и головками 12 затра вки. Привод вала 10 осуществляется от гидрав лического цилиндра 13 через рейку 14 25 и шестерню 15, укрепленную на валу 10. С балками 8 и 9 соединены кронштейны 16. При перемещении слитка 3 его вместе с затравкой 11, валом 10 и балками 8 и 9 перемещают валки 4 и 5. После того как разливка и затвердевание слитка 3 закончены, его выводят из контакта с кристаллизатором 1 и дорном 2 и, поворачивая затравку 11 с валом 10 и шестерней 15, осуществляют кантовку слитка 3. При повороте на 90 слиток 3 попадает на упор 17, который его фиксирует, а затравка 11 (фиг.З) продолжает вращение так, что происхо дит отрыв по их цилиндрическим торцовым поверхностям радиуса t- (фиг.З Слиток 3 забирают с упора 17 краном или иным, устройством, а затравку 11 либо возвращают в прежнее поло жение, либо продолжают ее вращение. После поворота вала 10 с затравкой 1 на 180 можно, заменив кристаллиза тор 1 (и дорн 2), подать в него головку 12 затравки 11, а затем уплотнив ее приступить к разливке нового сечения. Упор 17 можно выполнить в виде балок или роликов с калибрами соответственно сечению слитка 3. На затравке 11 можно расположить не две а большее число головок 12, и смена их производится просто - поворотом вала 10 на заданный угол. Если, например, Сортамент включает четыре 0 сечения слитка, то, установив на затравке 11 четыре головки 12 (под углом 90°), можно без транспортировки к машине новых затравок обеспечить литье всего сортамента. С помощью консольного крана или манипулятора можно заменить головки 12 в паузах между плавками или даже в процессе плавки, так как все головки, кроме одной, находятся в нерабочем положении. Холостые ролики 18 помогают стабилизации положения балок 8 и.9. Гидравлический ЦШ1ИНДР 12 можно установить с рейкой 14 стационарно (фиг.4). Шестерня 15 на валу 10 при его движении с балками 8 и 9.в нижнем крайнем положении входит в зацепление с рейкой 14, после чего перемещением рейки 14 осуществляют отцилиндра 13 кантовку слитка и отделение его от затравки. В этом случае на валу 10 надо предусмотреть небольшое тормозное или фиксирующее устройство. При модуле заполнения шестерни 15 рейки 14 15-20 мм и высоте зуба 30 40 мм погрешности в положении шестерни 1-5 в 4-5 мм относительной рейки 14 несущественны.Можно вьшолнить стационарно расположенную рейку 14 такой длины, которая позволит осуществить кантовку слитков последовательно на нескольких ручьях, на каждом из которых имеются валы 10 с шестернями 15. Также можно выполнять привод вращения вала 10 не гидравлическим, а электромеханическим или пневматическим (для -малых слитков). В предлагаемой конструкции за счет того, что машина снабжена приводньи валом, связанным с затравкой и установленным на подшипниках в балках, а затравка выполнена с несколькими головками разных типоразмеров, один механизм обеспечивает выполнение, трех операций, кантовки с размещением его на упоре 17, отделение слитка 3 от затравки 11 и замену затравки с установкой новой (или той же) затравки в рабочее положение по технологической оси машины. Это определяет упрощение конструкции и значительное уменьшение массы оборудования. Масса оборудования кантователя слитков длиной 6-7 м равна 26,1 т. Исключение этого механизма при увеличении массы механизма перемещения
$11039406
слитков на 2,5 т обеспечивает умень- печит при объеме изготовления, равшение массы оборудования на (x-v) т, . ном машине в год, годовой экономичеса при стоимости 1 т 1200 руб. обес- кий эффект в размере,28320 руб.
/5
Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для правки труб | 1978 |
|
SU680780A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свнкетельство СССР № 923732, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
