Известны устройства для изготовлення мешков из термопластического материала, включающие рулонодержатель, направляющий ролик, два параллельно расположенных транспортера с прижимами и обогреваемыми колодками для образования нижних щвов мещков, а также отрезания последних, и две обогреваемые колодки для образования верхних швов. Эти устройства предназначены для изготовления мещков без клапанов,
Предлагаемое устройство позволяет делать Мещки с клапанами, применяемые для герметичной упаковки продуктов.
Для этого одна из колодок образования Ьерхних щвоБ мещков имеет ножи, чтобы фасонно раскраивать термопластический материал, а другая -- соответствующие ножам пазы. Для закладки внутрь меижов получаемых при раскрое клапанов с двух противоположных сторон транспортеров смонтированы толкатели, а между транспортерами - направляющие для этих толкателей.
Стенки мещков при закладке клапанов разводят пневмоприсосы, которыми снаблсены обе колодки для образования верхних швов. Пневмоприсосы подключены к вакуум-системе.
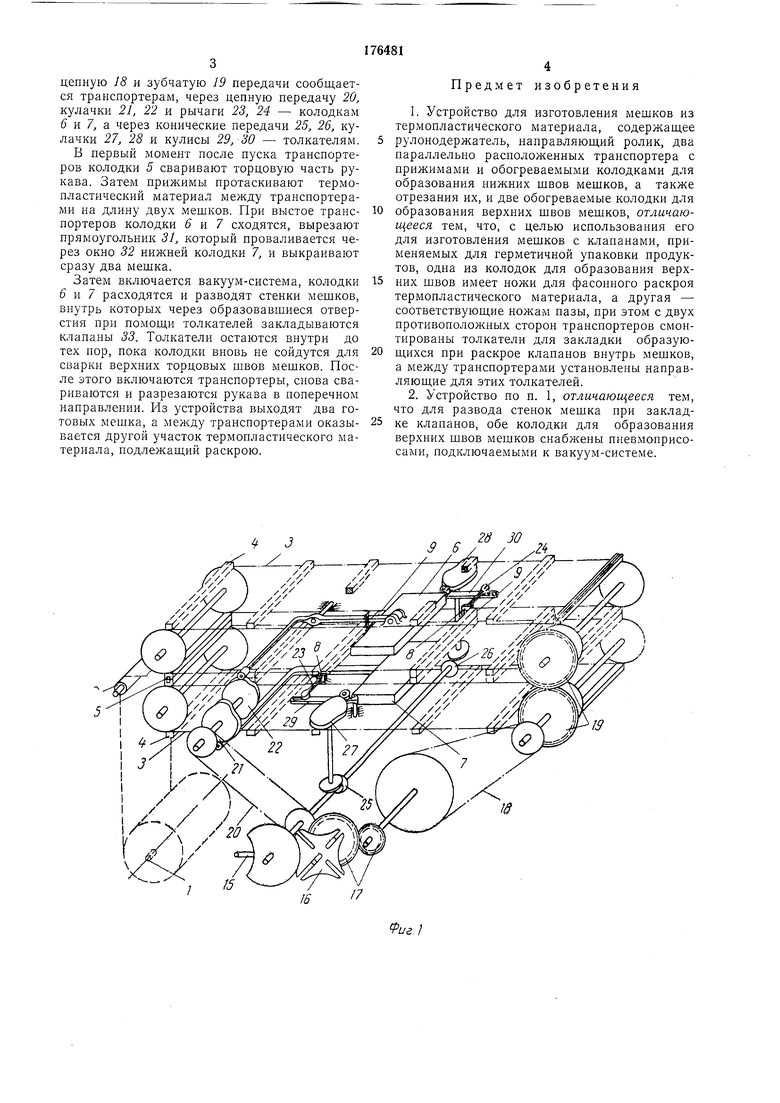
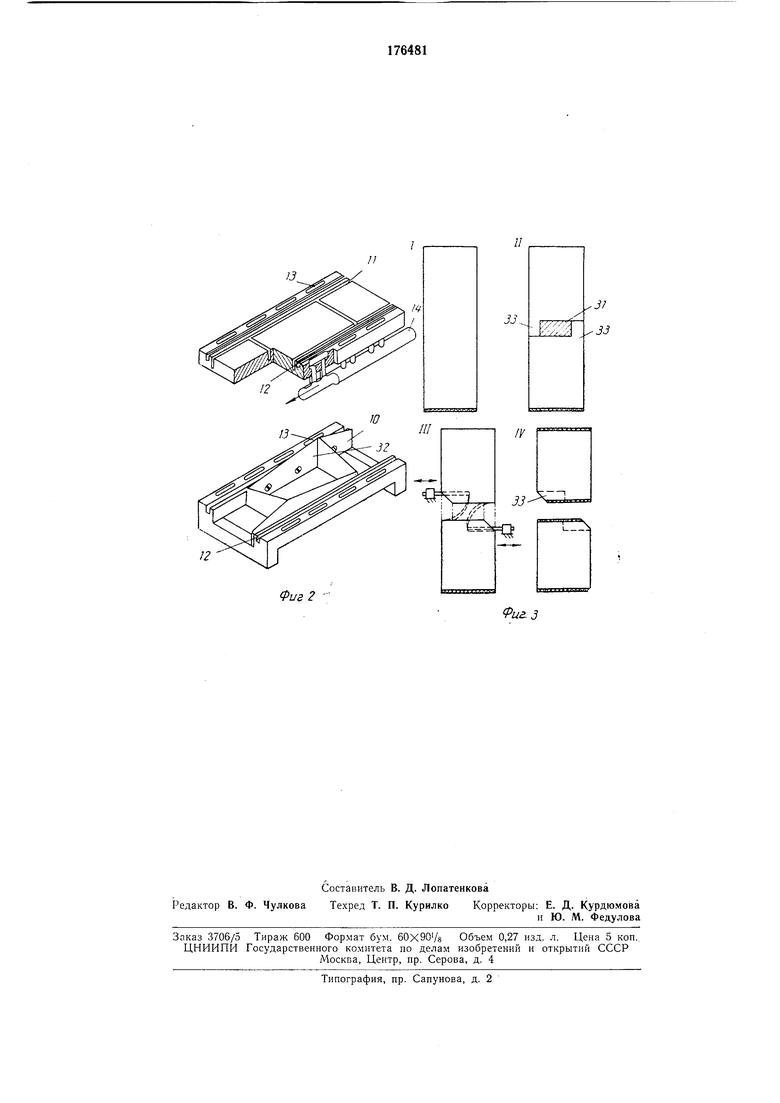
На фиг. 1 изображено описываемое устройство; на фиг. 2 - колодки для термосклеивания в продольном направлении; на фиг. 3 -
схема образовання мешков (положения /, //, /// и IV.
Устройство состоит из рулонодержателя / для рукавообразиого термопластического материала; направляющего ролика 2; двух параллельно располои-сенных один над другим цепных транспортеров 3, имеющих прижимы 4 и обогреваемые колодки 5 для образования нижних швов мещков и отрезания последних; верхней 6 и нижней 7 (также обогреваемых) колодок, которые периодически сходятся и расходятся, для раскроя материала и образования верхних швов мешков; двух толкателей 8 для закладки виутрь мешков получщииихся в результате раскроя клапанов и расположенных между транспортерами 9 для толкателей.
Нижняя колодка 7 выполнена в виде рамки, внутри которой установлены ножи 10 для фасоииого раскроя термопластического материала с вырезом клапана. Лезвия ножей сделаны с уклоном, что облегчает резку. Верхняя колодка 6 выполнена в виде сплоипюго тела с пазами 11 для захода ножей. Обе эти колодкн снабжены нагревательными элементами 12 и пневмоприсосами 13, подключаемыми через коллектор 14 к вакуум-системе (не показана).
цепную 18 и зубчатую 19 передачи сообщается транспортерам, через цепную передачу 20, кулачки 21, 22 и рычаги 23, 24 - колодкам 6 н 7, а через конические передачи 25, 26, кулачки 27, 28 и кулисы 29, 30 - толкателям.
В первый момент после пуска транспортеров колодки 5 сваривают торцовую часть рукава. Затем прижимы протаскивают термопластический материал между транспортерами на длину двух мешков. При выстое транспортеров колодки 6 к 7 сходятся, вырезают прямоугольник 31, который проваливается через окно 32 нижней колодки 7, и выкраивают сразу два мешка.
Затем включается вакуум-система, колодки 5 и 7 расходятся и разводят стенки мешков, внутрь которых через образовавшиеся отверстия при помош,и толкателей закладываются клапаны 33. Толкатели остаются внутри до тех пор, пока колодки вновь не сойдутся для сварки верхних торцовых швов мешков. После этого включаются транспортеры, снова свариваются и разрезаются рукава в поперечном направлении. Из устройства выходят два готовых мешка, а между транспортерами оказывается другой участок термопластического материала, иодлежаш,ий раскрою.
Предмет изобретения
1.Устройство для изготовления мешков из термопластического материала, содержащее
рулонодержатель, направляющий ролик, два параллельно расположенных транспортера с прижимами и обогреваемыми колодками для образования нижних швов мешков, а также отрезания их, и две обогреваемые колодки для
образования верхних швов мешков, отличающееся тем, что, с целью использования его для изготовления мешков с клапанами, применяемых для герметичной упаковки продуктов, одна из колодок для образования верхних швов имеет ножи для фасонного раскроя термопластического материала, а другая - соответствующие ножам пазы, при этом с двух противоположных сторон транспортеров смонтированы толкатели для закладки образующихся при раскрое клапанов внутрь мешков, а между транспортерами установлены направляющие для этих толкателей.
2.Устройство по п. 1, отличающееся тем, что для развода стенок мешка при закладке клапанов, обе колодки для образования верхних швов мешков снабжены пневмоирисосами, подключаемыми к вакуум-системе.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ МЕШКОВ с КЛАПАНАМИ ИЗ ТЕРМОПЛАСТИЧЕСКОГО МАТЕРИАЛА | 1966 |
|
SU179183A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ СЫПУЧИХ ПРОДУКТОВ | 1973 |
|
SU407794A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ И УПАКОВКИ В НИХ ШТУЧНЫХ ПРЕДМЕТОВ | 1965 |
|
SU169031A1 |
| Устройство для изготовления, наполнения и запечатывания мешков из рукавного термосклеивающегося материала | 1977 |
|
SU654494A1 |
| Аппарат для пневматического выворачивания мешков | 1935 |
|
SU51048A1 |
| УСТРОЙСТВО для УПАКОВКИ ИЗДЕЛИЙ в ПАКЕТЬ ИЗ ТЕРМОПЛАСТИЧЕСКОГО МАТЕРИ.\ЛАПАТЕ1Г-:;з-ТГХНЙ':-С-^' Аi;!'b :'';0'И iiA | 1964 |
|
SU163941A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ.НАПОЛНЕНИЯ И ЗАПЕЧАТЫВАНИЯ МЕШКОВИЗ РУКАВНОГО ТЕРМОСКЛЕИВАЮЩЕГОСЯМАТЕРИАЛАФОНД S'iSflEPTOB | 1972 |
|
SU426917A1 |
| Устройство для изготовления, наполнения и запечатывания мешков из термосклеивающегося материала | 1972 |
|
SU440305A1 |
| Устройство для изготовления,наполнения и запечатывания мешков из рукавного термосклеивающегося материала | 1987 |
|
SU1433853A2 |
| Устройство для изготовления,напол-нения и запечатывания мешков изрукавного термосклеивающегосяматериала | 1974 |
|
SU509497A1 |
13
12
Фиг 2
