Изобретение относится к области порошковой металлургии, в частности, к способу нанесения покрытия из металлического порошка на внутреннюю поверхность изделия.
Целью изобретения является повышение плотности покрытия и прочности его соединения с изделием.
Способ осуществляют следующим образом.
В полость изделия засыпают порошок покрытия, изделие вращают вокруг собственной оси и вокруг внешней оси, параллельной собственной оси изделия, нагревают порошок ТВЧ до температуры спекания. Угловую скорость вращения изделия вокруг внешней оси определяют из выражения:
XJ о
00
ю ю
О «UR а)г
R-r
л
где U)R - угловая скорость вращения изделия вокруг внешней оси, параллельной ее собственной оси вращения,
о)г - угловая скорость вращения изделия вокруг собственной оси, с ;
г - радиус внутренней поверхности изделия, м;
R - расстояние между собственной и внешней осями вращения изделия, м.
Вращение детали вокруг внешней оси, параллельной собственной оси ее вращения вызывает в порошковом материале периодическое изменение нормальных и касательных напряжений, создает разнонаправленные силы инерции. Вследствие этого происходит перестройка взаимоположения частиц порошкового материала, интенсифицирующая его уплотнение и обеспечивается снижение остаточной пористости при спекании порошкового слоя.
Амплитуда уплотняющих колебаний частиц порошка под действием изменяющихся по величине и направлению сил инерции зависит от соотношения величин угловых скоростей вращения детали вокруг собственной оси, и внешней оси, параллельной собственной оси ее вращения. Отсюда следует, что для формирования равномерного порошкового слоя на поверхности детали угловая скорость вращения детали вокруг внешней оси, параллельной собственной оси ее вращения, должна быть меньше угловой скорости вращения детали вокруг собственной оси.
Примеры осуществления способа.
Наносят покрытия из порошка самофлюсующегося износостойкого сплава на основе никеля СНГН-60 (ТУ 48-19-212-76), порошка износостойкого наплавочного сплава на основе железа ПГ-С1 (ГОСТ 21448-75) порошка бронзы Бр ОФ-10-1 (ТУ 26-130-76). Покрытия наносят на внутреннюю поверхность изделия радиусом 50 мм, толщиной стенки 6 мм, длиной 150 мм.
Для этого в полость изделия засыпают дозу порошка, устанавливают его в центрах устройства, оснащенного планетарным механизмом, вращают изделие вокруг собственной оси и вокруг внешней оси, параллельной собственной оси ее вращения, нагревают порошоктоками высокой частоты при помощи лампового генератора Л ПЗ-2-67М до температуры 1250°С.
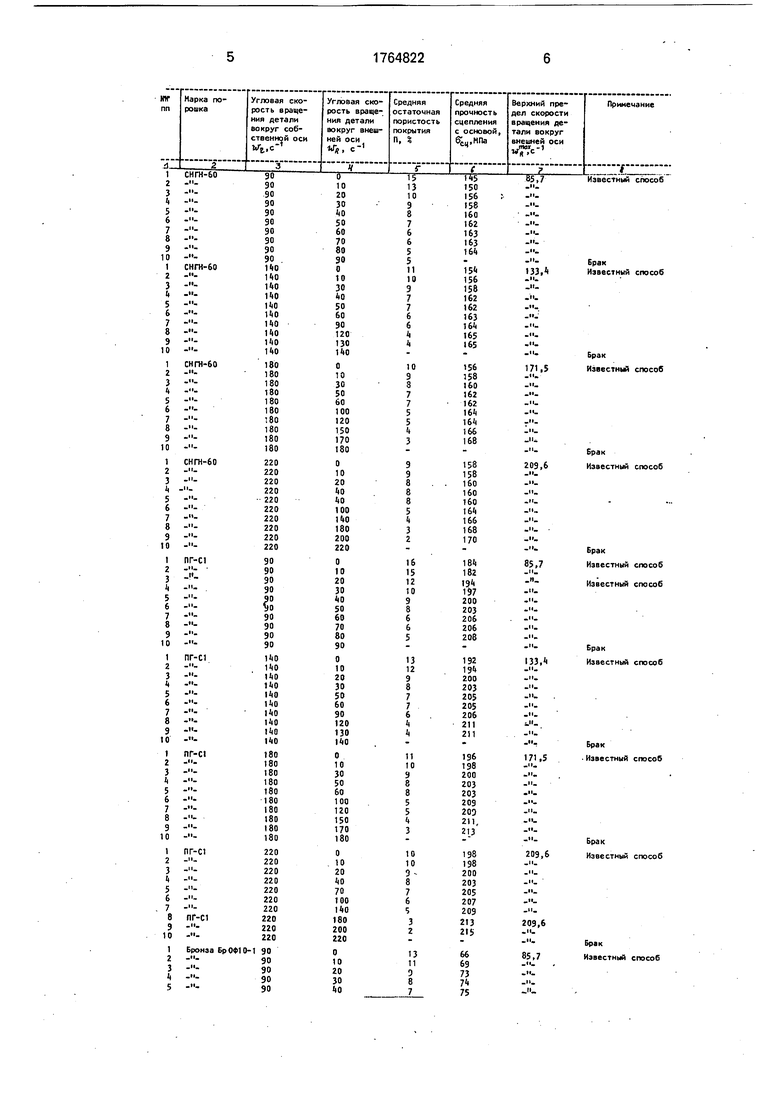
Расстояние между осями вращения составляло 105 мм. Плотность покрытия и прочность их соединения с изделием получены при разных угловых скоростях вращения детали вокруг внешней оси, параллельной собственной оси ее вращения, представлены в табл.
Анализ данных таблицы показывает, что плотность покрытий и прочность сцепления их с основой при неизменной скорости вращения детали вокруг собственной оси непрерывно повышаются с увеличением ее скорости вращения относительно внешней параллельной оси. При этом, повышение физико-механических свойств покрытий по сравнению с покрытиями, полученными по
известному способу, наблюдается при любой ненулевой скорости вращения детали вокруг внешней оси, не превышающей верхний предел скорости вращения, вычисляемый по предложенному математическому
выражению. Таким образом, отсюда следует делать вывод о том, что нижний предел допустимой скорости вращения детали относительно внешней оси равен нулю.
Если скорость вращения детали относительно внешней оси превышает верхний предел, вычисляемый по предложенному математическому выражению, это приводит к браку: нанесенное покрытие имеет неравномерную толщину, оно не покрывает всю
внутреннюю поверхность детали, а формируется в полости детали в виде сегмента.
Формула изобретения
Способ нанесения покрытия из металлического порошка на внутреннюю поверхность изделия, включающий загрузку порошка в полость изделия, вращение его вокруг собственной оси, нагрев до температуры спекания, отличающийся тем, что, с целью повышения плотности покрытия и прочности его соединения с изделием, одновременно с вращением изделия вокруг собственной оси его вращают вокруг внешней оси, параллельной оси изделия, а угловую скорость вращения изделия вокруг внешней оси определяют из выражения
45
О (OR ОД
где (OR - угловая скорость вращения изделия вокруг внешней оси, параллельной собственной оси ее вращения,
од- угловая скорость вращения изделия вокруг собственной оси,
г - радиус внутренней поверхности изделия, м;
R - расстояние между собственной и внешней осями вращения изделия, м.
Продолжение табл.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения покрытий из порошковых материалов | 1979 |
|
SU863186A1 |
| Способ нанесения порошковых покрытий на внутренние поверхности деталей и устройство для его осуществления | 1989 |
|
SU1719161A1 |
| Способ восстановления изношенных поверхностей полых цилиндрических изделий | 1987 |
|
SU1533840A1 |
| Способ нанесения покрытий из порошковых материалов на внутренние поверхности деталей | 1988 |
|
SU1687376A1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ИНДУКЦИОННОГО НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1991 |
|
RU2017587C1 |
| Способ нанесения покрытий из порошковых материалов | 1981 |
|
SU977113A1 |
| Способ получения порошковых покрытий на изделиях | 1982 |
|
SU1090500A1 |
| Способ получения покрытий из ме-ТАлличЕСКиХ пОРОшКОВ | 1979 |
|
SU804208A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ МЕТАЛЛИЧЕСКОГО ПОРОШКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2007280C1 |
| Способ нанесения покрытий из металлического порошка | 1977 |
|
SU725821A1 |
Изобретение относится к порошковой металлургии, в частности к способу нанесения покрытия из металлического порошка на внутреннюю поверхность изделия. Целью изобретения является повышение плотности покрытия и прочности его соединения с изделием. В полость изделия засыпают металлический порошок покрытия, изделие вращают вокруг собственной оси и вокруг внешней оси, параллельной собственной оси изделия, порошок нагревают ТВЧ до температуры спекания. Угловую скорость вращения вокруг внешней оси определяют из выражения 0 (OR (tk R-r где U)R - угловая скорость вращения изделия вокруг внешней оси, параллельной собственной оси вращения, (tk - угловая скорость вращения изделия вокруг собст- л венной оси, с , г - радиус внутренней по- 5 верхности изделия, м; R - расстояние между собственной и внешней осями вращения изделия, м. Способ обеспечивает повышение плотности покрытия и прочности его соединения с изделием. 1 табл. СО
| Способ нанесения покрытий из металлического порошка | 1977 |
|
SU725821A1 |
| Федорченко И.М | |||
| и Кончаковский В.А | |||
| Центробежная машина для изготовления биметаллических подшипников скольжения | |||
| Порошковая металлургия, 1973, № 7, с 92-94. | |||
