1
(21)4779194/08 (22)08.01.90 (46)30.09.92. Бюл. №36
(71)Всесоюзный научно-исследовательский технологический институт
(72)А.К.Кочергин, В.Д.Земляник, А.С.Никитин, В.И.Сергеев и В.Д.Горобченко
(56)Справочник по пайке, под ред, С.Н.Лоцма- нова. М.: Машиностроение, 1975, с.235-236.
Авторское свидетельство СССР Ns 518289, кл, В 23 К 1/00, 1974. (54) СПОСОБ НАНЕСЕНИЯ ПРИПОЯ НА ПОВЕРХНОСТЬ ДЕТАЛЕЙ
(57)Изобретение относится к пайке и может быть использовано для нанесения припоя (П) на различные детали (Д) в машиностроении и приборостроении. Цель изобретения
- повышение качества нанесения припоя путем точного дозирования его количества. Способ включает помещение Д 1 в камеру 2 с порошкообразным П 3, получение псевдо- ожиженного слоя П 3 и осаждение его на Д 1. Д 1 закрепляют в зажимах 4, связанных с источником 5 питания. При подаче тока осуществляют нагрев Д 1. В нижней части камеры 2 расположены гибкая газопроницаемая диафрагма 6 и штуцер 7, через который подается инертный газ (азот, аргон). Псевдоожиженный слой создают на 1-2 с, пока осаждают П 3 на Д 1. Д 1 предварительно нагревают до температуры 0,5-0,7 температуры плавления П 3. Затем осуществляют нагрев Д 1 выше температуры плавления П 3. 2 ил., 5 табл.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАЯЛЬНЫЙ МАТЕРИАЛ | 2002 |
|
RU2223165C1 |
| Способ бесфлюсовой пайки титана и его сплавов с алюминием и его сплавами | 1987 |
|
SU1551482A1 |
| СПОСОБ ПАЙКИ ПОЛУПРОВОДНИКОВЫХ КРИСТАЛЛОВ | 2023 |
|
RU2803020C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНО-РАСПРЕДЕЛИТЕЛЬНЫХ СИСТЕМ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2317184C2 |
| СПОСОБ ФОРМИРОВАНИЯ КОМПОЗИЦИОННОГО ПОКРЫТИЯ ИЗ СИЛИКАТПОЛИМЕРНОГО МАТЕРИАЛА | 2006 |
|
RU2332525C1 |
| Способ получения охватывающих соединений керамики с металлом | 1991 |
|
SU1776649A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОПОЛИМЕРНОГО ПОКРЫТИЯ | 2006 |
|
RU2332524C1 |
| Способ пайки графита с алюминием | 1979 |
|
SU854627A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОЛИВИНИЛБУТИРАЛЯ НА ДЕТАЛИ СУДОВОГО МАШИНОСТРОЕНИЯ | 1996 |
|
RU2091500C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2002 |
|
RU2214896C1 |
Изобретение относится к пайке и может быть использовано для нанесения припоя на различные детали в машиностроении и приборостроении.
Известен способ нанесения припоя погружением деталей в ванну с расплавленным припоем.
Недостатками данного способа являются невозможность нанесения припоя толщиной менее 0,5 мм, а также необходимость постоянно защищать зеркало расплавленного припоя от окисления.
Известен способ нанесения припоя в гальванических ваннах.
Недостатком данного способа является необходимость создания дорогих очистных сооружений, предохраняющих от попадания в атмосферу и канализацию продуктов реакции гальванических процессов.
Наиболее близким к предлагаемому способу по технической сущности и достигаемому эффекту является способ в соответ- ствии с которым в рабочую камеру помещают порошкообразный припой и подготовленные собранные под пайку детали. Струей воздуха, подаваемой в камеру, создается псевдоожиженный слой припоя, обволакивающий всю поверхность паяемых деталей. Затем включается источник тепла, нагревающий детали до температуры плавления припоя. Оплавляющийся припой проникает в зазор собранных деталей и образуется паяное соединение.
Недостатками указанного способа являются: повышенный расход припоя, поскольку его нанесение осуществляется на все поверхности деталей, а не только в зоне . пайки; наличие натеков припоя на горизонXI
&
00
XI XI
тальных поверхностях деталей из-за неравномерного прилипания осаждаемого припоя; окисление порошкообразного припоя атмосферным воздухом.
Цель изобретения - повышение качества нанесения припоя путем точного дозирования его количества.
Поставленная цель достигается тем, что в способе нанесения припоя на поверхность деталей, при котором деталь помещают в камеру с порошкообразным припоем, производят псевдоожижение порошка припоя и нагрев деталей до температуры выше температуры плавления припоя, псевдоожижение порошка осуществляют после достижения деталями температуры 0,5-0,7 температуры плавления припоя на 1-2 с.
Предварительный нагрев деталей до температуры 0,5-0,7 от температуры плавления припоя и последующее осаждение порошкообразного припоя, приведенного в псевдоожиженное состояние только в момент предварительного нагрева деталей, позволяет осаждать слой порошкообразного припоя определенной наперед заданной толщины. Последующий разогрев нанесенного порошкообразного припоя выше температуры его плавления позволяет получать гладкий оплавленный слой припоя на подготовленных к пайке деталях.
Предлагаемый способ отличается от известных тем, что нагрев деталей, на которые наносится припой, осуществляют в две стадии, причем на первой стадии детали нагревают до температуры 0,5-0,7 температуры плавления припоя на 1-2 с и только в этот момент осуществляется контакт псевдосжи- женного порошкообразного припоя с деталью, благодаря этому удается добиться на деталях осаждение припоя заданной толщины. На второй стадии происходит оплавление слоя порошкообразного припоя, что и обеспечивает плотность и прочность сцепления припоя с деталью.
Совокупность известных и отличительных признаков технического решения при использовании дает положительный эффект, заключающийся в возможности нанесения слоев припоя заданной толщины (менее 0,5 мм) с достаточно качественной чистотой их поверхности.
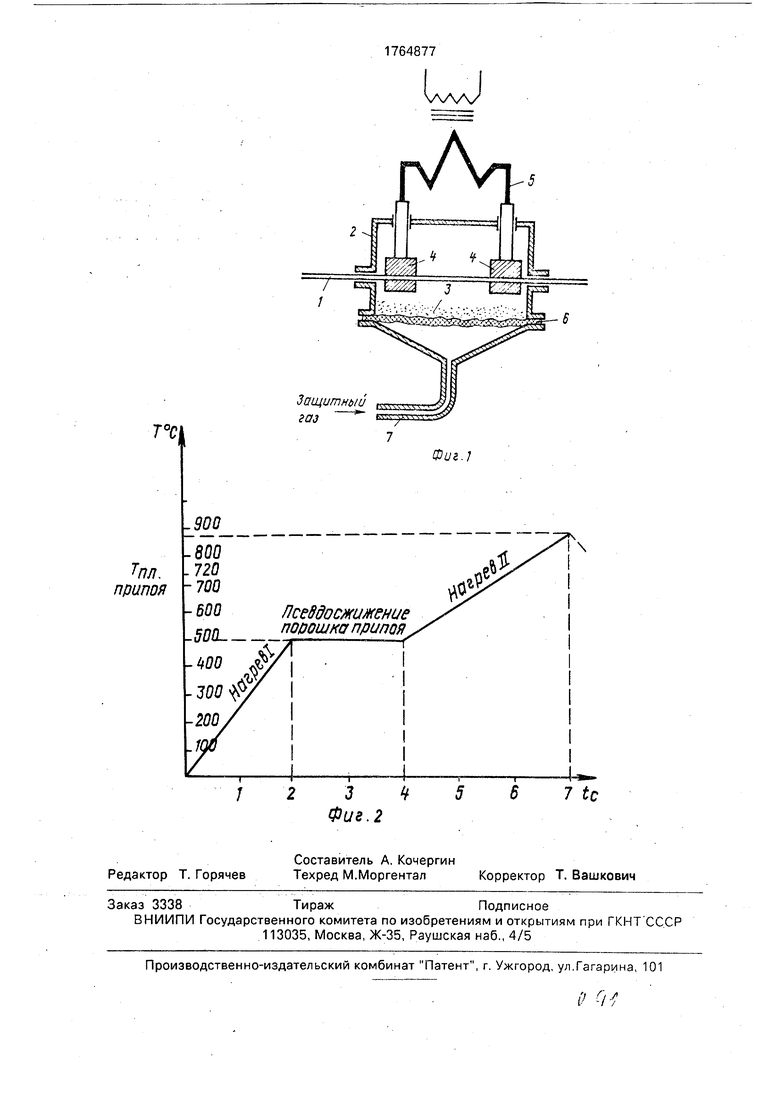
На фиг.1 показано устройство, реализующее предлагаемый способ.
Способ осуществляется следующим образом.
Деталь 1 помещается в камеру 2, на дне которой расположен порошкообразный припой 3. Деталь 1 закрепляется в зажимах 4, связанных с источником 5 питания. В нижней части камеры 2 расположены гибкая газопроницаемая диафрагма 6 и штуцер 7, через который в камеру 2 подается инертный газ, После фиксации детали 1 в зажимах 4 включается ток и осуществляется нагрев детали 1 до температуры, равной 0,5-0,7 температуры плавления порошкообразного припоя. После нагрева детали 1 через штуцер 7 в камеру 2 подается инертный газ, который проникает через диафрагму б и
0 вспенивает порошкообразный припой 3, переводя его в псевдосжиженное состояние. Припой 3 прилипает к нагретой детали 1, затем за счет повышения силы тока источника 5 увеличивают температуру нагрева
5 детали 1 (вторичный нагрев), доводя ее температуру выше температуры плавления нанесенного слоя порошкообразного припоя 3. После оплавления припоя 3 и перемещения детали 1 цикл повторяется.
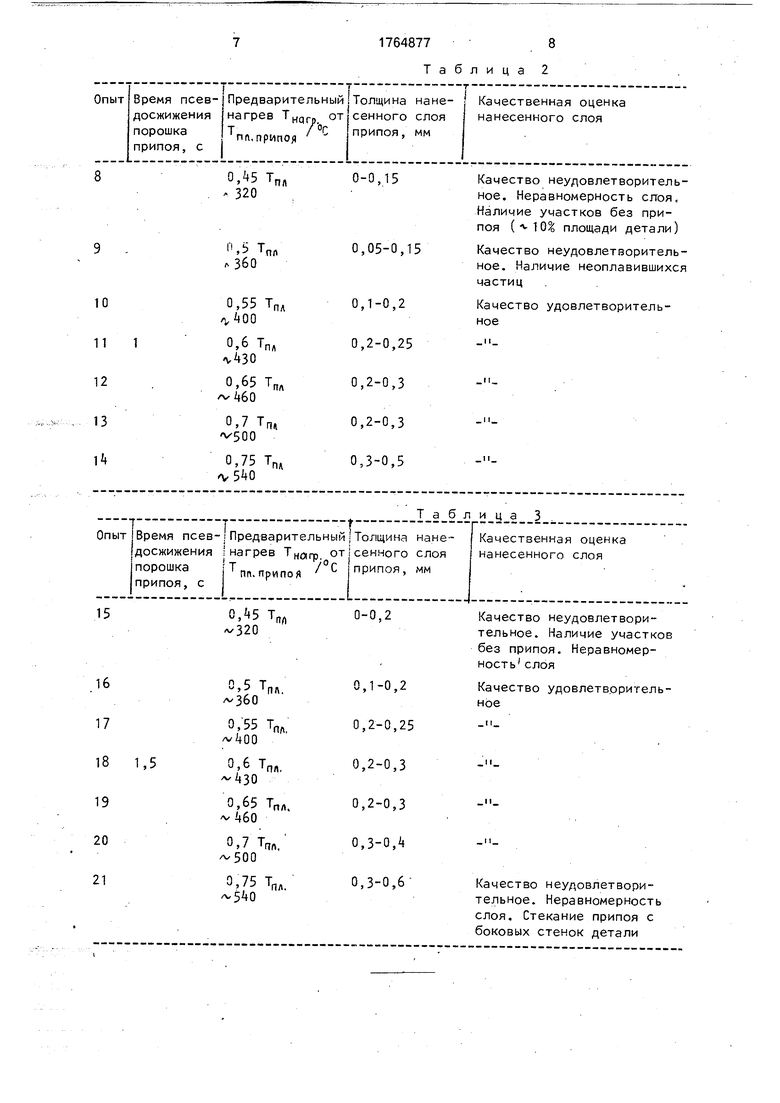
0 На фиг,2 изображена последовательность операций нанесения припоя на деталь; наклонная линия нагрев I изображает нагрев детали до температуры 0,5-0,7 Тпл припоя (540-550°С). Продол5 жительность нагрева 2 с. По окончании нагрева осуществляется псевдосжижение порошка припоя (горизонтальная линия) в течение 1-2 с. За это время происходит осаждение порошка на предварительно на0 гретую деталь. По окончании псевдосхиже- ния порошка припоя осуществляется повторный нагрев (наклонная линия нагрев II) до температуры выше Тпл.припоя на 100- 150°С для оплавления осажденного на де5 таль порошка. При этом время нагрева 3 с. На графике допущено упрощение: по графику нагрев II осуществляется с температуры 0,7 Тпл.припоя. В действительности к моменту вторичного нагрева температура
0 детали за время псевдоожижения порошка снижается на 30-40°С, однако существенного влияния на качество нанесенного слоя это не оказывает
Для определения оптимальных пара5 метров проведены следующие эксперименты.
В качестве деталей, на которые наносился припой 3, использовалась медная шина марки М1, размером 7,1x3,75 мм. В
0 качестве припоя 3 использовался медно- фосфористый порошок марки МФ-3 (3% фосфора), Температура плавления припоя 720°С. Защитная среда -азот. Источник нагрева - низковольтный трансформатор от
5 точечной сварочной машины. Время предварительного нагрева (нагрев I) детали Д 1 - 2 с. Время вторичного нагрева (нагрев И)-3 с. Толщина нанесенного слоя припоя измерялась под микроскопом по макрошлифам, а качество оценивалось визуально.
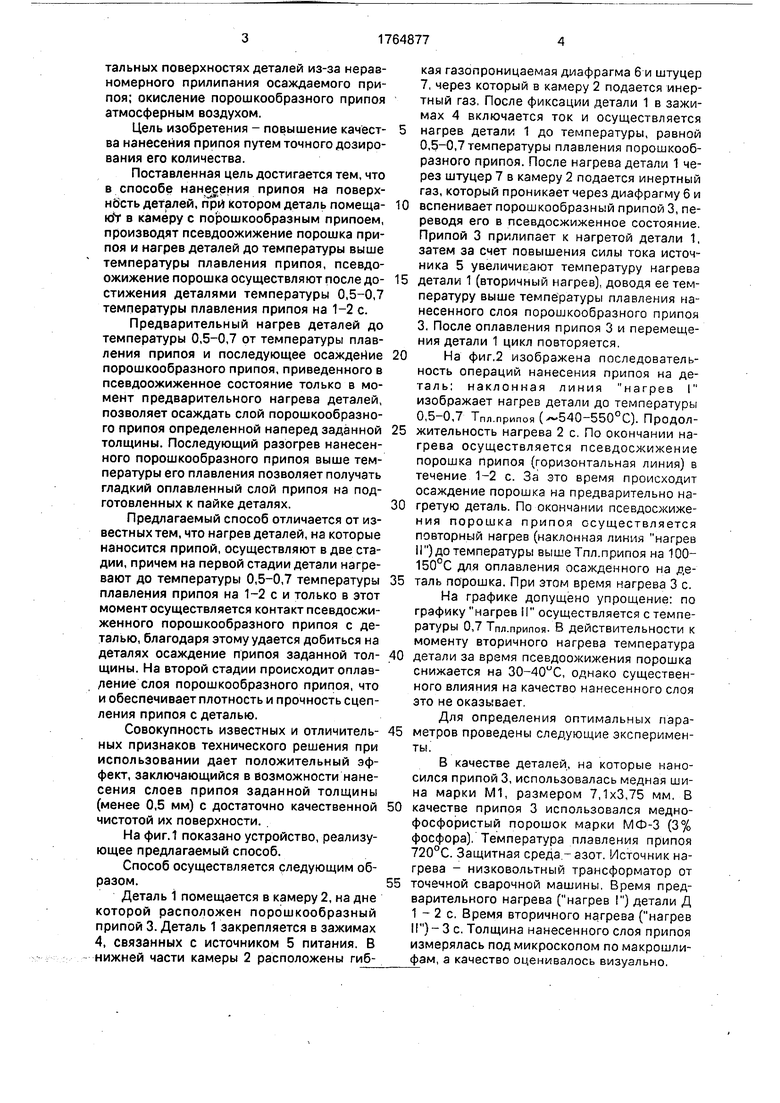
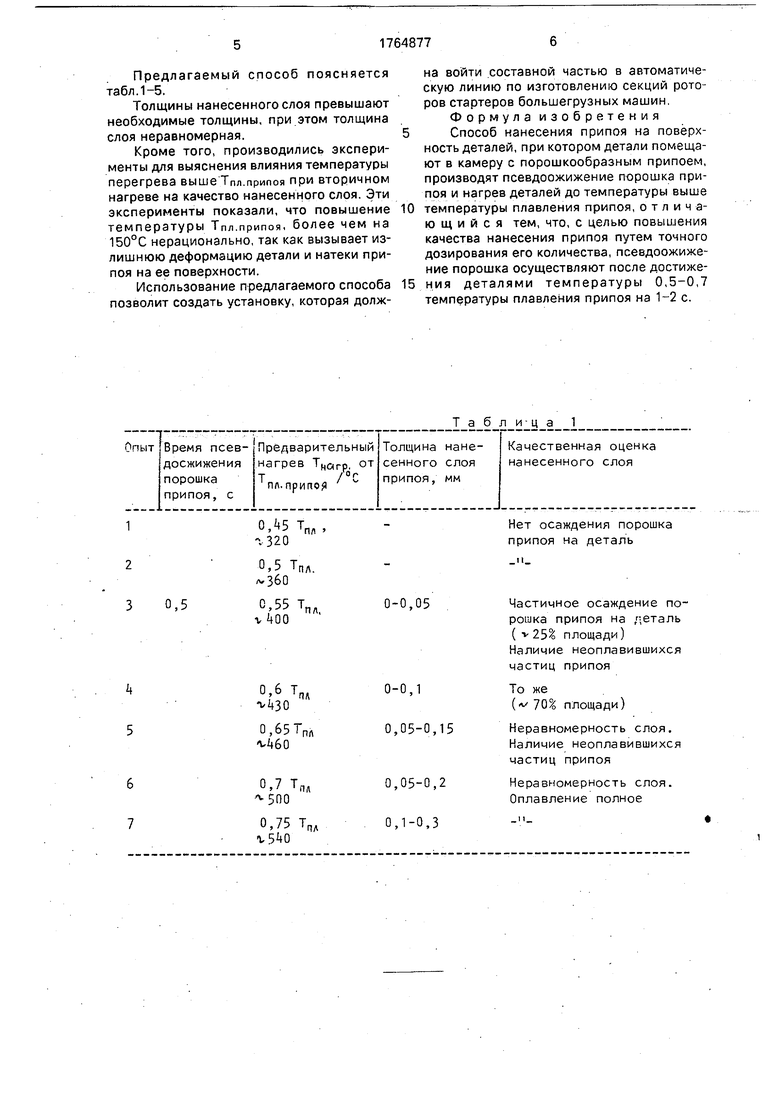
Предлагаемый способ поясняется табл. 1-5.
Толщины нанесенного слоя превышают необходимые толщины, при этом толщина слоя неравномерная.
Кроме того, производились эксперименты для выяснения влияния температуры перегрева выше ТПл.припоя при вторичном нагреве на качество нанесенного слоя. Эти эксперименты показали, что повышение температуры ТПл.припоя, более чем на 150°С нерационально, так как вызывает излишнюю деформацию детали и натеки припоя на ее поверхности.
Использование предлагаемого способа позволит создать установку, которая долж
М5 тпл,
1320 0,5 Тпл.
л-збо °, 55 V
v tOO
°;6 ТПА ъЦЗО
0,65ТПЛ 460
0.7 Тпд 5ПО
0,75 Тпл
0
5
на войти составной частью в автоматическую линию по изготовлению секций роторов стартеров большегрузных машин. Формула изобретения Способ нанесения припоя на поверхность деталей, при котором детали помещают в камеру с порошкообразным припоем, производят псевдоожижение порошка припоя и нагрев деталей до температуры выше температуры плавления припоя, отличающийся тем, что, с целью повышения качества нанесения припоя путем точного дозирования его количества, псевдоожижение порошка осуществляют после достижения деталями температуры 0,5-0,7 температуры плавления припоя на 1-2 с.
Таблица 1
Нет осаждения порошка припоя на деталь
5
Частичное осаждение порошка припоя на деталь ( v 25% площади) Наличие неоплавившихся частиц припоя
То же
( 70% площади)
Неравномерность слоя. Наличие неоплавившихся частиц припоя
Неравномерность слоя. Оплавление полное
17648778
Таблица 2
2,5
М5 ТПА -320
0,5 Тпл 360
0,55 Тпя 400
0,6 Tnft 430
0,65 Тпл 460
п 7 Т ПЛ
/V500
0,75 Тпл 540
176487710
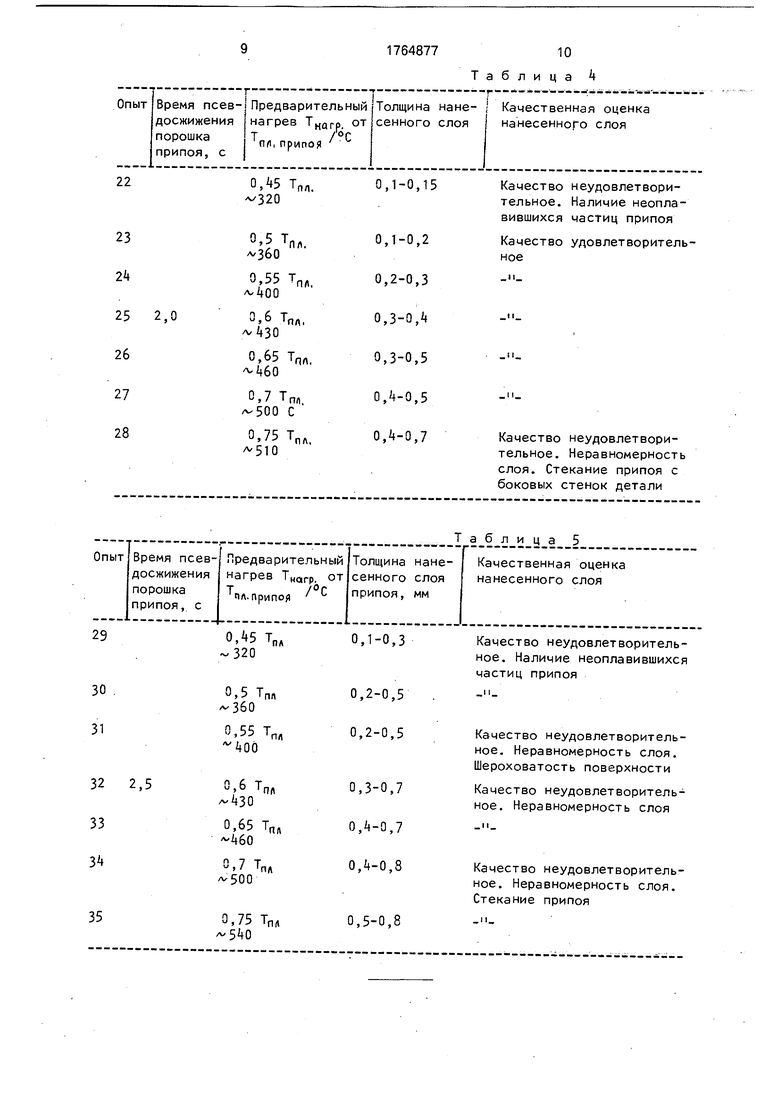
Таблица 4
Таблица 5
Качество неудовлетворительное. Наличие неоплавившихся частиц припоя
Качество неудовлетворительное. Неравномерность слоя. Шероховатость поверхности
Качество неудовлетворительное. Неравномерность слоя
Качество неудовлетворительное. Неравномерность слоя. Отекание припоя
ГС
Защитный с газ Е
.900
тпл. рипоя
800 720 700
600Лседдосжижение
с0дпорошка припоя
МО &
Av. 100 ф
200
чААУ
