Изобретение относится к области неразрушающего контроля и может быть использовано для эталонирования параметров ультразвукового контроля диффузионной сварки изделий.
Известен способ изготовления тест-образцов, заключающийся в том, что перед сваркой на контактирующих поверхностях располагают компенсационную прокладку с прорезями, соответствующими по форме и размерам отражателям (дефектам).
Недостатком такого способа является то, что он не позволяет достаточно реально повторить дефекты диффузионной сварки, которые рассеяны по участкам площади зоны соединения на микронных расстояниях друг от друга и сами имеют размеры в диаметре, как правило, от десятков до сотен микрон. Поэтому искусственные дефекты, изготовленные по указанному способу, размеры которых будут много больше, а концентрация их много меньше реальных дефектов, будут давать большие погрешности при эталонировании параметров ультразвукового контроля (УЗ К). Кроме того, по этому способу необходимо включать компенсационную прокладку, что ограничивает область применения, так как ряд материалов необходимо соединять без компенсационных прокладок.
Наиболее близким по технической сущности к предлагаемому способу является способ изготовления тест-образцов, при котором заготовки эталона контактируют свариваемыми поверхностями, сдавливают пуансоном с наружным контуром, соответствующим контуру заготовок, нагревают и осуществляют диффузионную сварку с образованием в зоне соединения дефектного участка.
Недостатком такого способа является то, что этот способ не позволяет изготовить дефекты, реально соответствующие дефектам диффузионной сварки.
Цель изобретения - повышение точности и упрощение технологии изготовления.
Сущность изобретения состоит в том, что при сварке на локальном участке свариваемых поверхностей в образце осуществляют локальное отклонение давления сварки в сторону уменьшения от значения его оптимальной величины. Это достигается за счет того, что пуансон выполняют с отверстием на его поверхности в том месте, где требуется уменьшить давление на образец. С точки зрения взаимодействия с ультраСО
VI о ю о го
звуковыми импульсами дефекты сварки давлением можно рассматривать как дифракционные решетки в виде дефектов, которые рассредоточены по всей площади зоны соединения с различными размерами от сотен и десятков микрон до долей микрона в диаметре. Размеры дефектов будут зависеть от качества сварки, а именно от неполного физического контакта между поверхностями свариваемых частей изделия (т, е. от величины давления сварки). Чем лучше физический контакт, тем меньше размеры дефектов и, следовательно, лучше качество сварки.
Таким образом, более качественная зона соединения диффузионной сварки будет иметь более мелкие непровары по размерам с более высокой концентрацией этих непроваров по сравнению с тем локальным участком, где было выполнено отклонение оптимального давления в сторону его уменьшения. На локальном участке с помощью этого способа можно получить реальные дефекты, встречающиеся на практике, с размерами от сотен до десятков микрон.
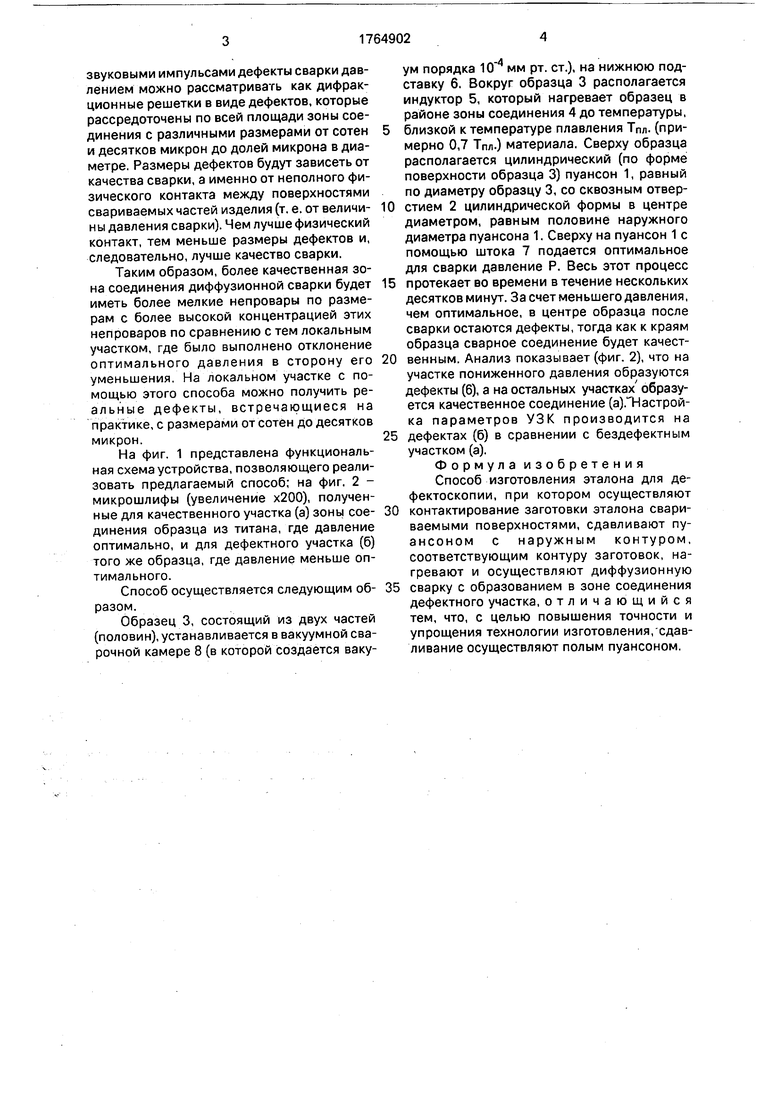
На фиг. 1 представлена функциональная схема устройства, позволяющего реализовать предлагаемый способ; на фиг. 2 - микрошлифы (увеличение х200), полученные для качественного участка (а) зоны соединения образца из титана, где давление оптимально, и для дефектного участка (б) того же образца, где давление меньше оптимального.
Способ осуществляется следующим образом.
Образец 3, состоящий из двух частей (половин), устанавливается в вакуумной сварочной камере 8 (в которой создается вакуум порядка 10 мм рт. ст.), на нижнюю подставку 6. Вокруг образца 3 располагается индуктор 5, который нагревает образец в районе зоны соединения 4 до температуры,
близкой к температуре плавления Тпл. (примерно 0,7 Тпл.) материала. Сверху образца располагается цилиндрический (по форме поверхности образца 3) пуансон 1, равный по диаметру образцу 3, со сквозным отверстием 2 цилиндрической формы в центре диаметром, равным половине наружного диаметра пуансона 1. Сверху на пуансон 1 с помощью штока 7 подается оптимальное для сварки давление Р. Весь этот процесс
протекает во времени в течение нескольких десятков минут. За счет меньшего давления, чем оптимальное, в центре образца после сварки остаются дефекты, тогда как к краям образца сварное соединение будет качественным. Анализ показывает (фиг. 2), что на участке пониженного давления образуются дефекты (6), а на остальных участках образуется качественное соединение (а)ЛНастрой- ка параметров УЗК производится на
дефектах (б) в сравнении с бездефектным участком (а).
Формула изобретения Способ изготовления эталона для дефектоскопии, при котором осуществляют
контактирование заготовки эталона свариваемыми поверхностями, сдавливают пуансоном с наружным контуром, соответствующим контуру заготовок, нагревают и осуществляют диффузионную
сварку с образованием в зоне соединения дефектного участка, отличающийся тем, что, с целью повышения точности и упрощения технологии изготовления/сдавливание осуществляют полым пуансоном.
Фиг1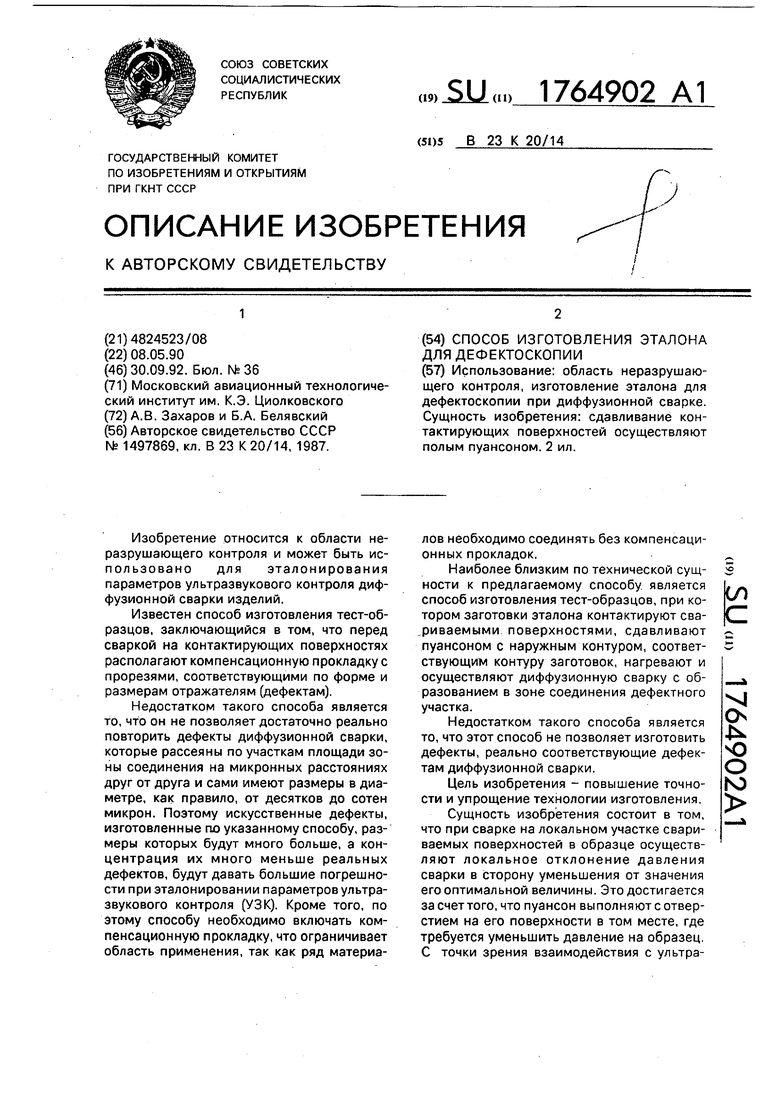
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ создания искусственного дефекта биметаллических соединений стали с различными сплавами | 1981 |
|
SU959958A1 |
| Способ изготовления тест-образцов для ультразвукового контроля диффузионной сварки | 1984 |
|
SU1183888A1 |
| СПОСОБ ДИАГНОСТИКИ КОНТАКТНОГО ОРЕБРЕНИЯ | 1998 |
|
RU2133180C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ЦЕНТРАЛЬНОГО ЭЛЕКТРОДА ИСКРОВОЙ СВЕЧИ ЗАЖИГАНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1993 |
|
RU2091943C1 |
| СПОСОБ ДИАГНОСТИКИ КОНТАКТНОЙ СВАРКИ | 1998 |
|
RU2133179C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ УЗЛА СОПРЯЖЕНИЯ ДНИЩА РЕЗЕРВУАРА С ЕГО СТЕНКОЙ | 2021 |
|
RU2772702C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ ЗАГОТОВКИ ТИПА "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2019 |
|
RU2706925C1 |
| Способ изготовления ротора шарового гироскопа | 2018 |
|
RU2713033C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МЕДНО-АЛЮМИНИЕВЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 2009 |
|
RU2399470C1 |
| СПОСОБ И УСТРОЙСТВО ДИАГНОСТИКИ И УПРАВЛЕНИЯ КАЧЕСТВОМ ЛАЗЕРНОЙ СВАРКИ | 2004 |
|
RU2258589C1 |
Использование: область неразрушающего контроля, изготовление эталона для дефектоскопии при диффузионной сварке. Сущность изобретения: сдавливание контактирующих поверхностей осуществляют полым пуансоном. 2 ил.
IP
М
г -и ,
,
S . Vp-vJSSj Sr
а -. , .
- .
Ч
IP
tr
4 „,
v
%. Ј«ГГ|
|4,5 УйГ, ,ieji
#л и v .,. Ш
, .. ,. -&-л- у 4«
г -и ,
,
-f. Vp-vJSSj Sr
- .
| Авторское свидетельство СССР № 1497869, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
