(54) ТОКАРНЫЙ ПОЛУАВТОМАТ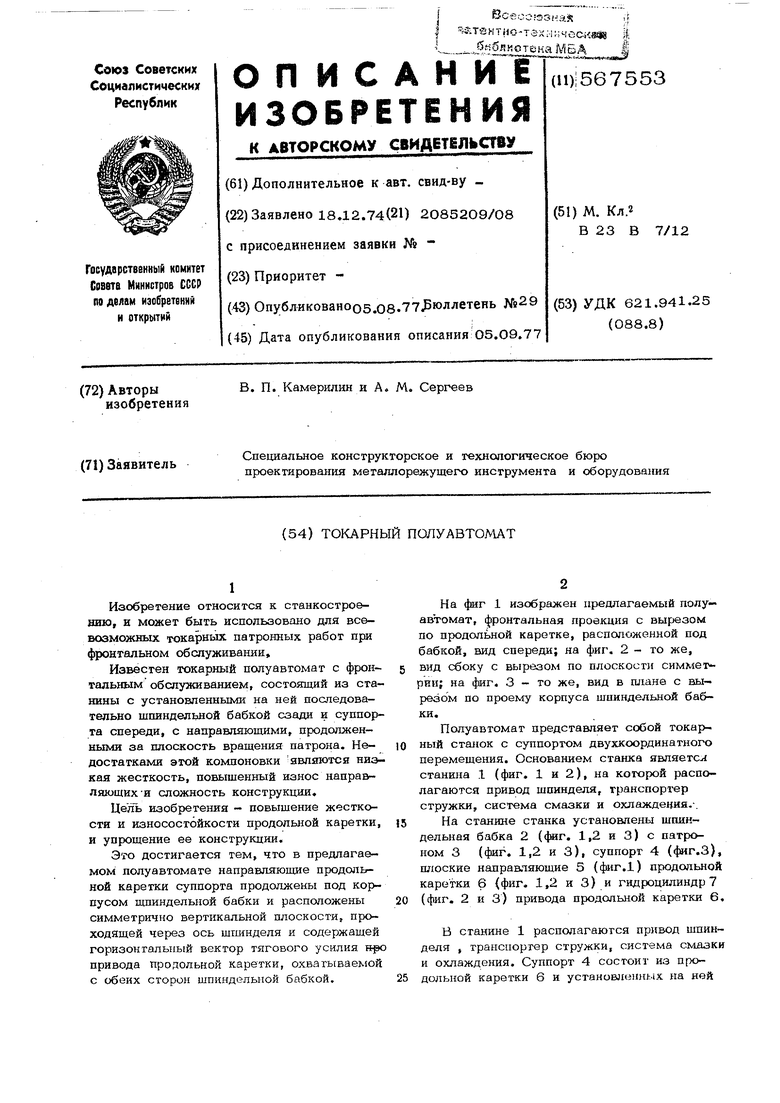
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКАРНЫЙ ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ КОНЦЕВЫХ ЗАГОТОВОК | 1972 |
|
SU331846A1 |
| ТОКАРНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 2019 |
|
RU2727133C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| Токарный полуавтомат | 1973 |
|
SU512000A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Токарный станок | 1983 |
|
SU1121103A1 |
| Токарный станок | 1982 |
|
SU1144774A1 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
| Токарный станок для двухторонней обработки | 1985 |
|
SU1266661A1 |
| Суппорт токарно-многоцелевого станка | 1991 |
|
SU1816626A1 |
1
Изобретение относится к станкостроению, и может быть использовано для всевозможных токарных патронных работ при фронтальном обслуживании,
Известен токарный полуавтомат с фронтальным обслуживанием, состоящий из станины с установленнЕОМи на ней последовательно шпиндельной бабкой сзади и суппорта спереди, с направляющими, продолженнымя за плоскость вращения патрона. Недостатками этой компоновки являются низкая жесткость, повышенный износ напрааляюшихи сложность конструкции.
Цель изобретения - повышение жесткости и износостойкости продольной каретки, и упрощение ее конструкции.
Эк достигается тем, что в предлагаемом полуавтомате направляющие продольной каретки суппорта продолжены под корпусом шпиндельной бабки и расположены симметрично вертикальной плоскости, проходящей через ось шгшнделя и содержащей горизонтальный вектор тягового усилия ро привода продольной каретки, охватываемой с обеих сторон шпиндельной бабкой.
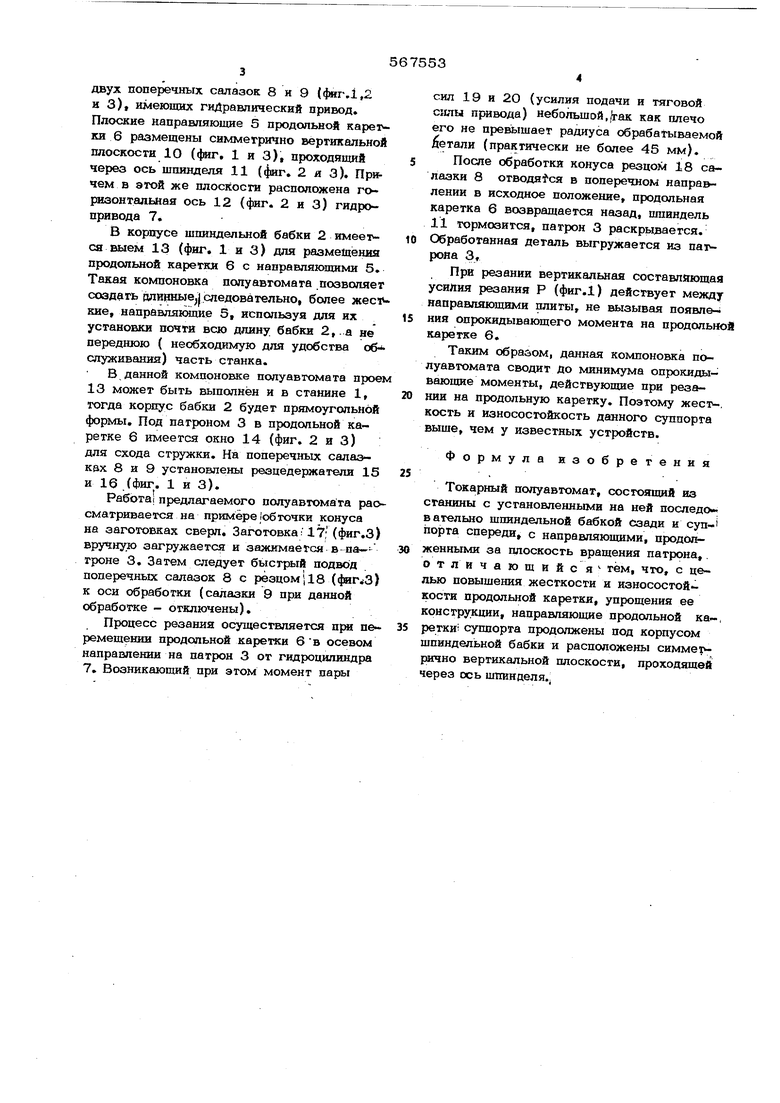
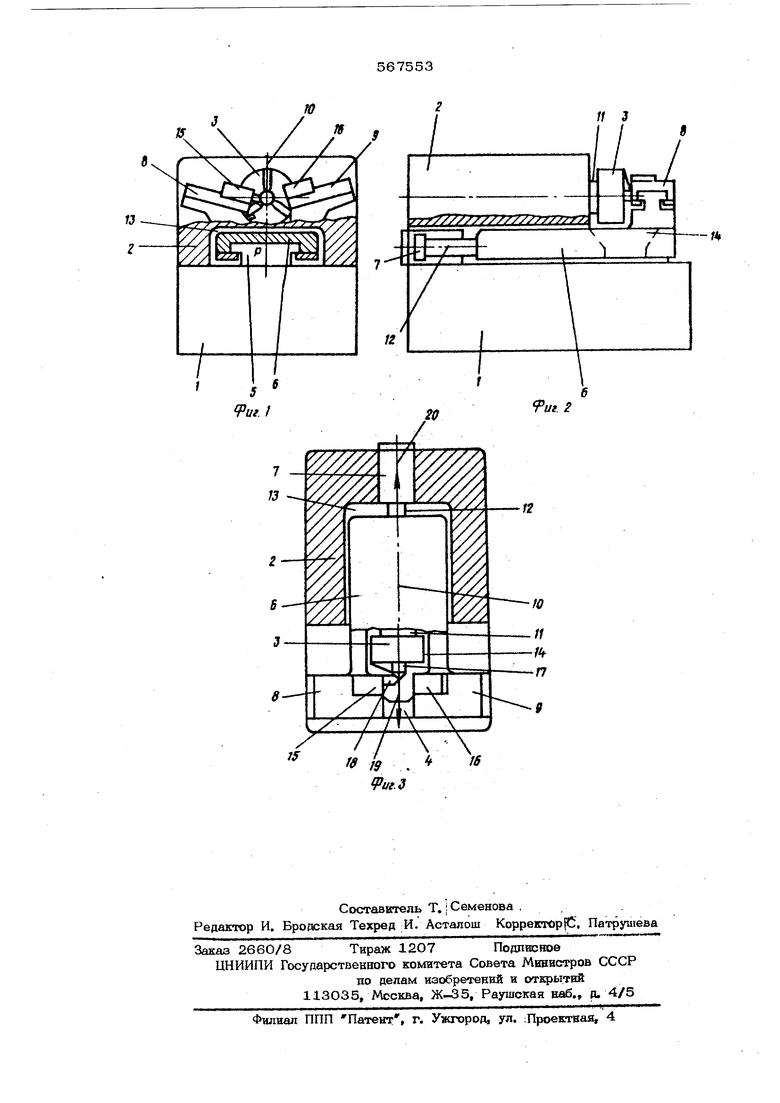
На фиг 1 изображен предлагаемый полуавтомат, фронтальная проекция с вырезом по продольной каретке, расположенной под бабкой, вид спереди; на фиг. 2 - то же, вид сбоку с вырезом по плоскости симмер рии; на фиг. 3 - то же, вид в плане с вырезом по проему корпуса шпиндельной бабки.
Полуавтомат представляет собой токарный станок с суппортом двухкоординатного перемешения. Основанием станка является станина 1 (фиг. 1 и 2), на которой располагаются привод шпинделя, транспортер стружки, система смазки и охлаждения.-.
На станине станка установлены шпиндельная бабка 2 (фяг. 1,2 и З) с патроном 3 (фиг. 1,2 и 3), суппорт 4 (фиг.З), плоские направляющие 5 (фиг.1) продольной каретки 6 (фиг. 1,2 и 3) и гидроцилиндр 7 (фиг. 2 и 3) привода продольной каретки 6.
В станине 1 располагаются привод шпинделя , транспортер стружки, система смааки и охлаждения. Суппорт 4 состоит из продольной каретки 6 и установленных на ней
двух поперечных салазок 8 и 9 (фиг.1,2 и 3)t имеющих гидравлический привод. Плоские направляющие 5 продольной кapeI ки 6 размещены симметрично вергикальной плоскости 10 (({иг, 1 и 3), проходящий
через ось щшшделя 11 (фиг 2 я З). Причем в этой же плоскости расположена горизонтальная ось 12 (фиг. 2 и 3) гидропривода 7,
В корпусе шпиндельной бабки 2 имеегся выем 13 (фиг. 1 и З) для размещения продольной каретки 6 с направляющими 5. Такая компоновка полуавтомата позволяет созд&ть вливныеД следовательно, более , направляклдие 5, используя для их
установки почти всю длину бабки 2,.а не переднюю ( необходимую для удобства об-служивания) часть станка.
В, данной компоновке полуавтомата проем 13 может быть вьшопнён и в станине 1, тогда корпус бабки 2 будет прямоугольной формы. Под патроном 3 в продольной каретке б имеется окно 14 (фиг, 2 и 3) для схода стружки. На поперечных салазкйх 8 и 9 установлены резцедержатели 15 и 16 .(Фиг. 1 и 3),
Работа предлагаемого полуавтомата рассматривается на примере (обточки конуса на заготовках сверл. Заготовка/17; (фиг.З) вручную загружается и зажимается в троне 3, Затем следует быстрый подвод поперечных салазок 8 с резцом 118 () к оси обработки (салазки 9 при данной обработке - отключены).
Процесс резания осуществляется пра перемещении продольной каретки 6 в осевом направлении на патрон 3 от гидроцидиндра 7, Возникающий при этом момент пары
сил 19 и 2О (усилия подачи и тяговой силы привода) небольщой,,ак как плечо его не превышает радиуса обрабатываемой Детали (практически не более 45 мм).
После обработка конуса резцом 18 салазки 8 отводятся в поперечном направлении в исходное положение, продольная каретка 6 возвращается назад, щпиндель 11 тормозится, патрон 3 раскрывается. Обработанная деталь выгружается из пат рона 3,
При резании вертикальная составляющая усилия резания Р (фиг,1) действует между направляющими плиты, не вызывая появпения опрокидывающего момента на продольн каретке 6,
Таким образом, данная компоновка полуавтомата сводит до минимума опрокидывающие моменты, действующие при резании на продольную каретку. Поэтому жесткость и износостойкость данного суппорта выще, чем у известных устройств.
Формула изобретения
Токарный полуавтомат, состоящий из станины с установленньп и на ней последо вательно шпиндельной бабкой Сзади и суппорта спереди, с направляющими, продолженными за плоскость вращения патрона,. отличающийс я тем, что, с целью повышения жесткости и износостойкости продольной каретки, упрощения ее конструкции, направляющие продольной ка ретки суппорта продолжены под корпусом шпиндельной бабки и расположены симмеррично вертикальной плоскости, проходящей через ось щпинделя..
ю
у / у
К
Ч
/f J
Wli
/ у r V XyWW/УхУУхух Ух
;
1k
I г .
-f-r
9иг. 2
0
в
ТГУ
гг
Vut.3
