| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для горизонтального хонингования отверстий | 1980 |
|
SU973320A1 |
| Хонинговальная головка | 1985 |
|
SU1355463A1 |
| Хонинговальная головка | 1986 |
|
SU1421503A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2267394C1 |
| ПНЕВМАТИЧЕСКАЯ ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 2004 |
|
RU2252127C1 |
| Хонинговальная головка для обработки глухих отверстий | 1987 |
|
SU1537491A1 |
| Хонинговальная головка | 1981 |
|
SU946892A1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2253561C1 |
| СПОСОБ ПНЕВМОХОНИНГОВАНИЯ | 2004 |
|
RU2252126C1 |
Использование: изобретение относится к металлообработке и может быть использовано при чистовой обработке точных внутренних цилиндрических поверхностей в ответственных деталях машин Сущность изобретения: в корпусе 1 хонинговальной головки выполнены пазы 2, в которых установлены абразивные бруски 3 и 4 большей зернистости и меньшей зернистости соответственно, между которыми размещен ролик 5. Также в пазах 2 с возможностью качания на осях установлены два двуплечих рычага 6 и 7. Рычаг 6 обеспечивает кинематическую связь боковой наружной поверхности бруска 4 и нижней торцовой поверхности бруска 3, а рычаг 7 - кинематическую связь между боковой наружной поверхностью бруска 3 и нижней торцовой поверхностью бруска 4, при этом отношение плеч каждого рычага равно 1:2. Рычаг б подпружинен в окружном направлении упругим элементом 8. 1 ил.
VI
О
N Ю О
о
Изобретение относится к металлообработке и может быть использовано при чистовой обработке точных внутренних цилиндрических поверхностей в ответственных деталях машин.
Цель изобретения - повышение производительности и качества обработки.
Поставленная цель достигается тем, что колодка хонинговальной головки, содержащая абразивные бруски различной зернистости, установленные с возможностью взаимодействия с передвижным механизмом радиального перемещения, снабжена установленным между внутренними боковыми поверхностями абразивных брусков роликом, а передвижной механизм выполнен в виде двух двуплечих рычагов, каждый из которых установлен с возможностью взаимодействия своими опорными поверхностями с боковой наружной и нижней торцовой поверхностями одного из брусков, при этом отношение плеч каждого рычага равно 1:2 и опорная поверхность меньшего плеча предназначена для взаимодействия с внешней боковой поверхностью бруска, а рычаг, обращенный своим меньшим плечом к мелкозернистому бруску, подпружинен в окружном направлении.
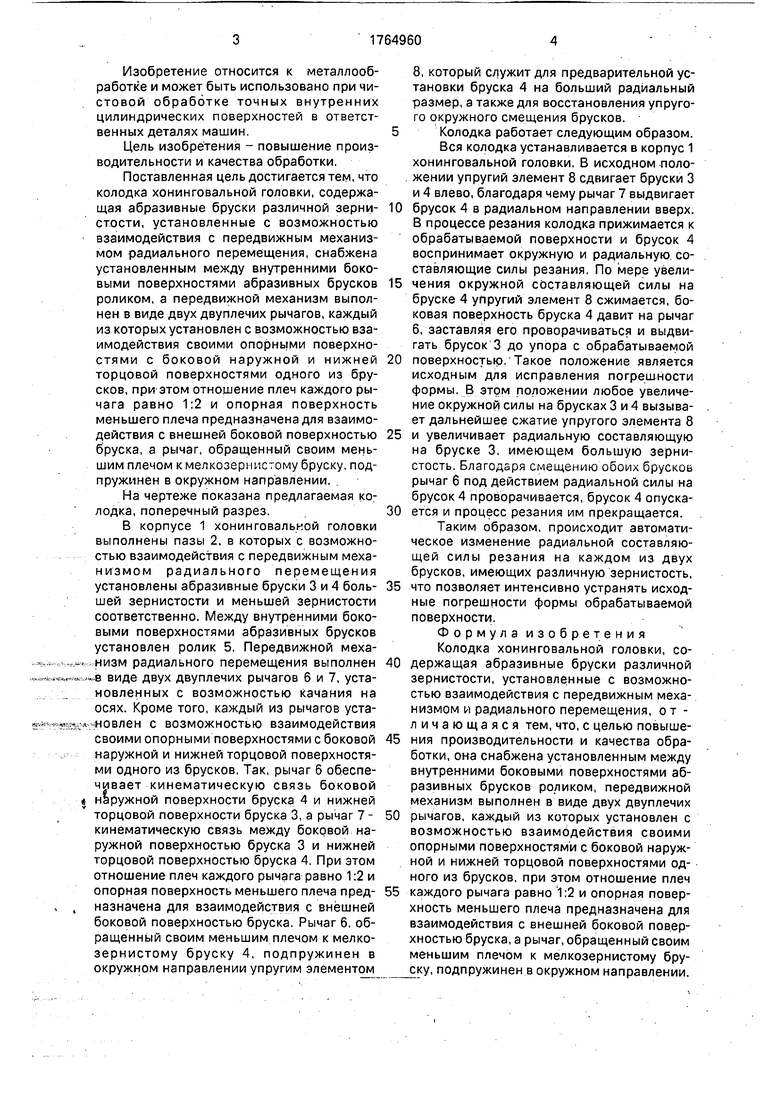
На чертеже показана предлагаемая колодка, поперечный разрез,
В корпусе 1 хонинговальиой головки выполнены пазы 2, в которых с возможностью взаимодействия с передвижным меха- низмом радиального перемещения установлены абразивные бруски 3 и 4 большей зернистости и меньшей зернистости соответственно. Между внутренними боковыми поверхностями абразивных брусков установлен ролик 5. Передвижной меха- -« низм радиального перемещения выполнен ,.в виде двух двуплечих рычагов 6 и 7, установленных с возможностью качания на осях. Кроме того, каждый из рычагов уста- новлен с возможностью взаимодействия своими опорными поверхностями с боковой наружной и нижней торцовой поверхностями одного из брусков. Так, рычаг 6 обеспечивает кинематическую связь боковой 4 наружной поверхности бруска 4 и нижней торцовой поверхности бруска 3, а рычаг 7 - кинематическую связь между боковой наружной поверхностью бруска 3 и нижней торцовой поверхностью бруска 4. При этом отношение плеч каждого рычага равно 1:2 и опорная поверхность меньшего плеча предназначена для взаимодействия с внешней боковой поверхностью бруска. Рычаг 6, обращенный своим меньшим плечом к мелкозернистому бруску 4, подпружинен в окружном направлении упругим элементом
8, который служит для предварительной установки бруска 4 на больший радиальный размер, а также для восстановления упругого окружного смещения брусков. 5Колодка работает следующим образом.
Вся колодка устанавливается в корпус 1 хонинговальной головки. В исходном положении упругий элемент 8 сдвигает бруски 3 и 4 влево, благодаря чему рычаг 7 выдвигает
0 брусок 4 в радиальном направлении вверх. В процессе резания колодка прижимается к обрабатываемой поверхности и брусок 4 воспринимает окружную и радиальную составляющие силы резания. По мере увели5 чения окружной составляющей силы на бруске 4 упругий элемент 8 сжимается, боковая поверхность бруска 4 давит на рычаг 6, заставляя его проворачиваться и выдвигать брусок 3 до упора с обрабатываемой
0 поверхностью. Такое положение является исходным для исправления погрешности формы, В этом положении любое увеличение окружной силы на брусках 3 и 4 вызывает дальнейшее сжатие упругого элемента 8
5 и увеличивает радиальную составляющую на бруске 3, имеющем большую зернистость. Благодаря смещению обоих брускоь рычаг 6 под действием радиальной силы на брусок 4 проворачивается, брусок 4 опуска0 ется и процесс резания им прекращается.
Таким образом, происходит автоматическое изменение радиальной составляющей силы резания на каждом из двух брусков, имеющих различную зернистость,
5 что позволяет интенсивно устранять исходные погрешности формы обрабатываемой поверхности.
Формула изобретения Колодка хонинговальной головки, со0 держащая абразивные бруски различной зернистости, установленные с возможностью взаимодействия с передвижным механизмом и радиального перемещения, отличающаяся тем, что, с целью повыше5 ния производительности и качества обработки, она снабжена установленным между внутренними боковыми поверхностями абразивных брусков роликом, передвижной механизм выполнен в виде двух двуплечих
0 рычагов, каждый из которых установлен с возможностью взаимодействия своими опорными поверхностями с боковой наружной и нижней торцовой поверхностями одного из брусков, при этом отношение плеч
5 каждого рычага равно 1:2 и опорная поверхность меньшего плеча предназначена для взаимодействия с внешней боковой поверхностью бруска, а рычаг, обращенный своим меньшим плечом к мелкозернистому бруску, подпружинен в окружном направлении.
| Хонинговальная головка | 1987 |
|
SU1537490A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
