Изобретение относится к технологии изготовления изделий с использованием литья, например с применением давления, в том числе керамических, может применяться для изготовления высокотемпературных изоляторов и металлокерамических систем со сложной формой.
Известен способ изготовления изделий, в том числе керамических, с использованием литья под давлением ь металлические формы с металлическими формующими элементами, которые после литья извлекаются из отливки без деформации изделия 1.
Недостатки отмеченного способа связаны с ограниченными возможностями применения способа для изделий с внутренними полостями сложной формы.
Известен способ изготовления керамических ампул с внутренней цилиндрической
полостью с использованием однослойного формующего элемента из органического стекла, выжиггемого из отливки в процессе предварительного обжига перед спеканием 2.
Недостатки способа связаны с ограниченностью применения для изготовления изделий со сложной формой из чистых керамических материалов, в том числе тонкостенных с внутренними полостями.t
Целью изобретения является уменьшение вероятности разрушения изделий при термообработке.
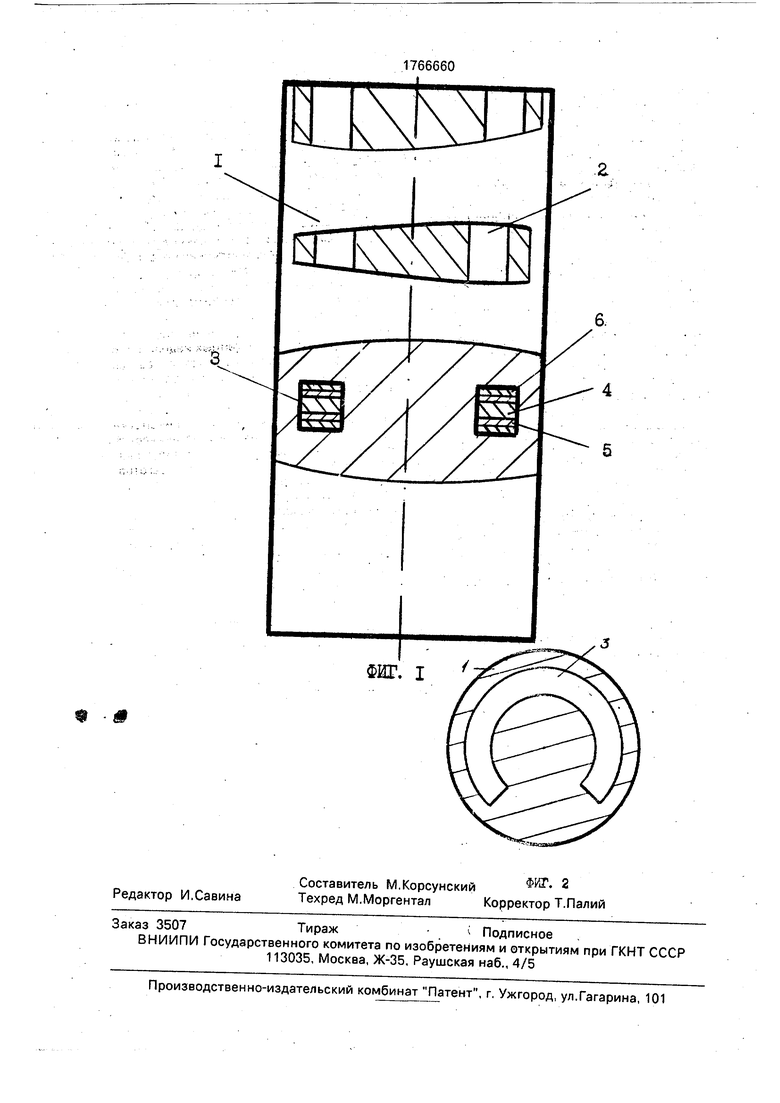
На фиг. 1 схематически изображена изготовленная с использованием литья под давлением ампула с формующим вкладышем во внутренней подковообразной полости, формовочная масса применяется на
VJ
О О О О О
основе чистой окиси бериллия или окиси алюминия.
На . 2 представлено поперечное се- ён йе о™ еч ей ной Ймпулы в области подковообразной полости после выжигания з процессе обжига указанного формующего вкладыша.-с- . .
Формовка керамических ампул с различными типами внутренних полостей сложно„й формы осуществляется с помощью литья под давлением в разборные металлические формы шликёрй или фор- мов очной массы с применением вакууми- рования. В этом случае все металлические формующие элементы литьевой формы после литья извлекаются из отливки перед предварительным обжигом. Бспбмо гатёль- ный неметаллический вкладыш, формующий внутреннюю полость, выжигался из изделия в процессе предварительного обжига перед спека ием -.;....; - .. : .-
,В отличие от известного способа изго- тЪвлёния керамичеркихизделий, новый ciio- со8 с использованием. модифицированных технологий литья основан на формовке в нутрёйней полости трехслойным вспомо- гатейьны м р кладущем, слои, которого имё1 HDY разн ыё температуры, плавления и
ДеСТруКЦИЙ.:.; ,.;:.:;. ,- .:) -г-.-- .NX;(.
Н.ё чертеже изображена керамическая ампулЙ 1 сдандлами 2, которые сЪёдйнШь с внутренней подковообразной полостью 3, сформо.ва н ной м ногослрйным формую щим вкладыщем, который остается в отливке пО c/fe:. разборки литьейврй формы и извлечения, УЗ; .отливки., всех металлических ; формующих элементов. Формующий вкла- дыш содержит упрочняющий слой 4 из органического стекла или графита, компен- сационный слой 5 из пропитанных в области : поверхности ниток, которые в в йдё спирали , -намотаны на отмеченный упрочняющий слой 4,:и формующий поверхность пОл остй сло й 6 из органического кле.я или эпйкси д I ног о компаунда, крторые частично пропитЫ- .. вают упомянутые .нитки. В результате непЪлтИо й пропитки ниток компенсационно ... - го слоя 5. в формующем вкладыше образует- О ся непрерывный заполненный воздухом Ј . в виде спирали, в котором некоторые. -. виткУ| имеют отверстия около поверхности упрочняющего слоя 4. Резьбовые отверстия .;, в упрочняющем слое 4 формующего вклады- -.- ша обеспечивают крепление вкладыша на стальных стержнях формующих каналы 2, котбрые соединяются с отмечённымг С пи-- ральным каналом .в формующем вкладыше. Формовка одного из,типов ампул осу-- ществляется в собрэ.нных литьевых формах, в которые .заливается формующая .масса;
для чистой окиси бериллия прйм ёняётся шликер с уменьшенным до 6% содержанием пластификатора,: нагреваёмый до 75- 80°С в литьевой машине стандартной
конструкции. Литье осуществлялось при давлении 8 атм.
Низкотемпературный обжиг ампул из чистой окиси бериллия с диаметром от 13 до 18 мм и длиной 260 мм осуществлялся п.ри
температурах до 1400°С. В процессе отмеченного предварительного рбж,иг.а. вугоpaV формующий Ьнутрён.нюю пол ос-т-ь
вкладыш оставшийся после демонтажа формы в отливке. Спекание осуществлялось при 1980РС.
.Ампулы-изоляторы с рассмотренными внутренними полостями сложной формы можно изготовить с использованием формовочной массы из чистой окиси алюминия и
литья в разборные литьевые формы с укрепленными в них формовочными вкладышами,: например с упрочняющим слоем,из графита, после деструкции которых в процессе термообработки после литья в ампуле образуётся Соответствующая полость., , , - -.. Концентрация пластификатора большая, чем в стандартной технологии для окиси бериллия для шликеров из чистой окиси алюминия и модифицированной керамики
на основе окиси алюминия с добавкой до 0,5% окйСй магния, массовая доля была равна.8%-:-: - ; ,: J;;-;;,.,; .. . ..-....-..
Материал формующего слоя .6 обеспе-. чй&ает необ ходйм1эё качество поверхности, ;
ограничивающей внутреннюю полость изделия. Преимущества способа связаны с уникальными возможностями формовки полостей с очень сложной формой, в том числе в тонкостенных изделиях с использованием
многослойных вкладышей. Отмеченный формующий слой при необходимости должен быть достаточно прочным., ;; : . -..:
: Преимущества способа, определяются егб уййвёрса льнрстью, позволяющей напри мёр, Ьсуществить формовку аналогичных йз делий с полостями сложной формы из
.. ,т;,-. . i: W .. W ( . -.-.-- Г
карбида вольфрама,, концентрация пластификатора в формоврчной массе и режим спекания стандартные, ;
Конструкция формующего, вкладыша с запбЯн ён ным воздухом внутренним спиральным Ч ёналом обеспечивает рблегчен- ноё пбпада н йё выделяющихся в процессе термообработки десорбционных газов из
всех отмёченьШх слоев формующего вкладыша в спиральный кан.ал, который соединяется с выходящими на. поверхность
изделия функцйб йальными или вспомогательными каналайи для вывода десорбцир нных газов : из изделия. В процессе
термообработки формующий вкладыш выгорает. Положительной эффект связан с увеличенной поверхностью спирального канала и более эффективным удалением де- сорбционных газов, исключающим разрушение тонкостенного изделия в процессе термообработки, которое происходит при обжиге изделий с однослойными вкла- дышами из-за влияния десорбционных газов и изменения объема вкладыше при нагреве,
Отмеченные преимущества осббенно эффективно проявлялись при применении способа изобретения для изготовления ампул-изоляторов из материалов с пони- женной спекаемостью, в том числе из чистой окиси бериллия с минимальной суммарной концентрацией примесей не более 0,08-0,09%, с использованием шликера с уменьшенной до 6% концентрацией пла- стификатора. Применение способ изобретения с деструкцией слрев формующего вкладыша при разных температурах исключает влияние термическбгЪ расширения вкладыша и не требует увеличения длитель- ности обжига изделий, котброе необходимо при использовании однослойных формующих вкладышей.
Применение изобретения открывает возможности для изготовления новых типов малогабаритных и тонкостенных изделий, & том числе керамических, которые невозможно изготовить известными раньше способами, в том числе аппаратуру для техники высоких давлений.
Применение изобретения открывает уникальные возможности для изготовления оборудования и аппаратуры для различных областей техники, прикладной физики и
приборостроения, в том числе космической экспериментальной техники
Предложенное изобретение не ограничивается описанными модификациями способа, в том числе с использованием композиционных материалов. Объем изобретения определяется формулой изобретения.
Формула изобретения , 1. Способ, получения изделий сложной формы, включающий изготовление вкладыша для формирования внутренней полости.ус- тановку его в форму, формирование заготовки методом литья под давлением, последующую термообработку для удаления вкладыша и обжиг, отличающий- с я тем, что, с целью уменьшения вероятности разрушения тонкостенных изделий при термообработке, вкладыш изготавливается Трехслойным из материалов с различной температурой деструкции, внутренний упрочняющий слой выполняется из оргстекла или графита, промежуточный компенсирующий слой получаю намоткой органической нити на упрочняющий слой, а формирующий внутреннюю поверхность полости заготовки слой изготавливают путем частичной пропиткой нити органическим клеем или эпоксидным компаундом, причем при установке вкладыша в форму ее снабжают дополнительными элементами, формующими газоотводные каналы, соединяющиеся с системой каналов, образующихся между волокнами компенсирующего слоя.
2 Способ по п. отличающийся тем, что формовочная масса содержит наполнитель из группы- оксид бериллия, оксид алюминия, оксид магния, карбид вольфрама итермопластичный органический пластификатор - или композиции на основе указанных материалов.
$ -Л

| название | год | авторы | номер документа |
|---|---|---|---|
| ЯЧЕЙКА ДЛЯ ИЗМЕРЕНИЙ ЭЛЕКТРОПРОВОДНОСТИ И ПЛОТНОСТИ ЖИДКИХ МЕТАЛЛОВ | 1991 |
|
RU2032170C1 |
| Манометр сверхвысокого давления | 1990 |
|
SU1820248A1 |
| Ячейка для измерения электропроводности металлов | 1991 |
|
SU1827613A1 |
| Способ изготовления водорастворимого вкладыша | 1988 |
|
SU1560415A1 |
| Способ изготовления керамических изделий | 1981 |
|
SU1084133A1 |
| СПОСОБ ФОРМОВКИ ЛИТЕЙНЫХ ФОРМ | 2007 |
|
RU2456116C2 |
| СПОСОБ И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ЛИТЕЙНЫХ СТЕРЖНЕЙ ДЛЯ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2008 |
|
RU2461439C2 |
| Способ литья керамических изделий преимущественно из шликера на термопластичной связке | 1990 |
|
SU1752560A1 |
| Способ изготовления керамических изделий | 1979 |
|
SU791702A1 |
| СПОСОБ ЛИТЬЯ ПОЛОЙ ДЕТАЛИ ПО ВЫПЛАВЛЯЕМОЙ МОДЕЛИ | 2014 |
|
RU2676539C2 |
Назначение: изобретение относится к технологии изготовления керамических изделий с внутренней полостью, в том числе высокотемпературных изоляторов сложной формы, Сущность изобретения: способ изготовления изделий сложной формы основан на формовке изделий с использованием вспомогательных формующих вкладышей, которые после формовки с использованием литья и давления выжигаются из изделия в процессе термообработки. Использование многослойных формующих вкладышей с различными температурами плавления или возгонки уменьшает вероятность разрушения изделий, например высокотемпературных изоляторов, в процессе термообработки. Заполненный воздухом внутренний канал в формующем вкладыше обеспечивает увеличение эффективности вывода десорбционных газов из изделия в процессе термообработки. Способ обеспечивает точность изготовления изделий с внутренними полостями сложной формы из металлокерамики и керамики, в том числе теплоизоляторов, 1 з.п.ф-лы, 2 ил. (Л с
| Корсунский М.М, Исследование в различных системах электропроводности за- критической ртути | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ изготовления керамических изделий | 1981 |
|
SU1084133A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
