1
Изобретение относится к оборудованию для производства резинотехнических изделий. Оно может быть использовано при сборке крупногабаритных изделий последовательной стыковкой внахлест продольных кромок длинномерных резинотканевых полос, например мягких резервуаров, эластичных плотин, понтонов и др.
Известна линия для сборки крупногабаритных резинотехнических изделий, содержащая последовательно установленные по ходу технологического процесса сборки устройства для раскатки заготовок и освежения их кромок, сборочный стол, укладчик и установленный с возможностью перемещения по транспортйому пути вдоль стола прикатчик tl,
После стыковки и прикатки соединяемых полос в известной линии место стыка необходимо прошивать многострочечным швом на машинке. Операция Т1рошивки для крупногабаритных издепий трудоемкая, требует больших затрат времени, что снижаетпроизводительность процесса сборки в целом.
Цель изобретения -- повышение производительности процесса сборки.
Указанная цель достигается тем, что в линию, содержащую последовательно установленные по ходу технологического процесса сборки устройства для раскатки заготовок и освежения их кромок, сборочный стол, укладчик и установленный с возможностью перемещения по транспортному пути вдоль стола прикатчик, введены вулканиза10ционный пресс с дополнительными, соединяющими пресс со сборочным столом транспортными путями и установленный на последних с возможностью возвратно-поступательного перемещения по
15 сборочному столу и прессу перезарядчик, а в укладчике и прйкатчйке выполнены проемы для прохода над перезарядчиком и сборочным столом.
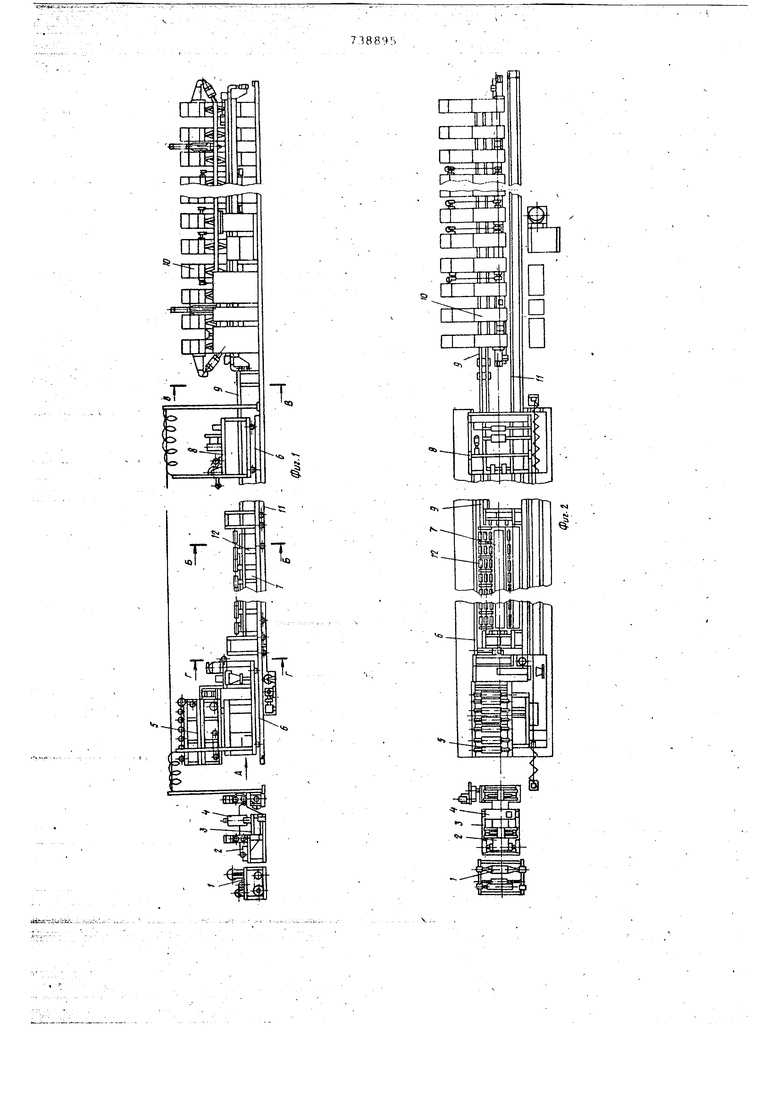
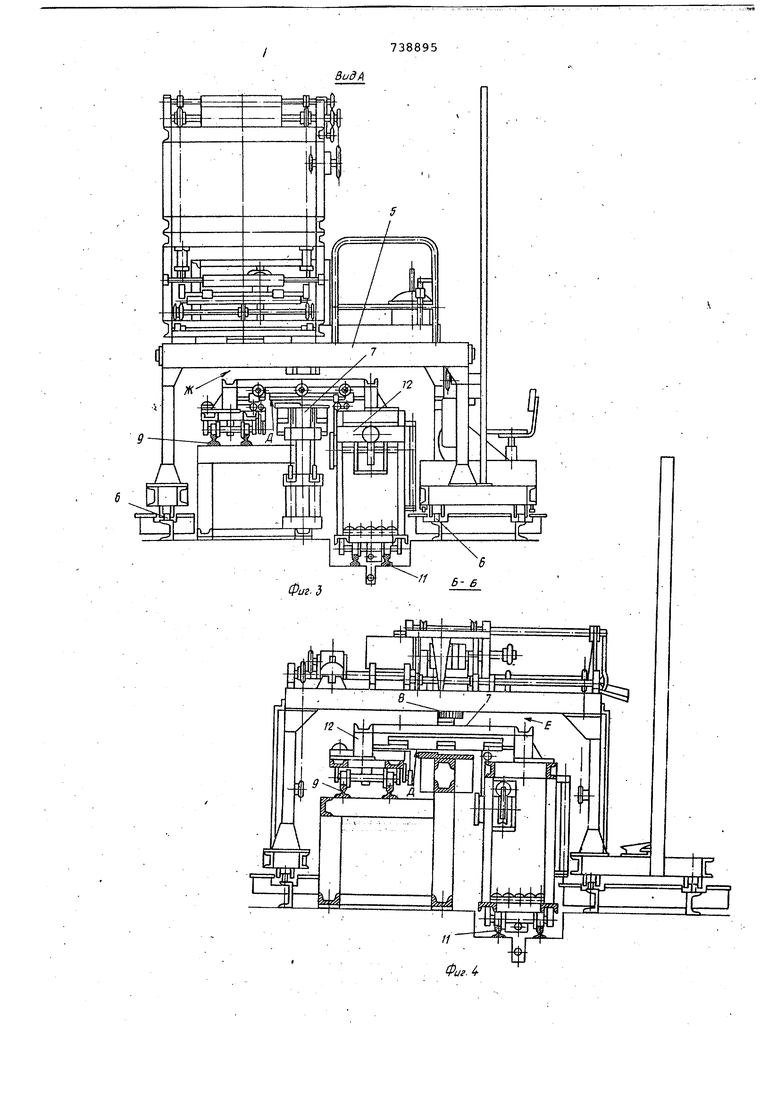
На фиг. 1 изображена предлагаемая
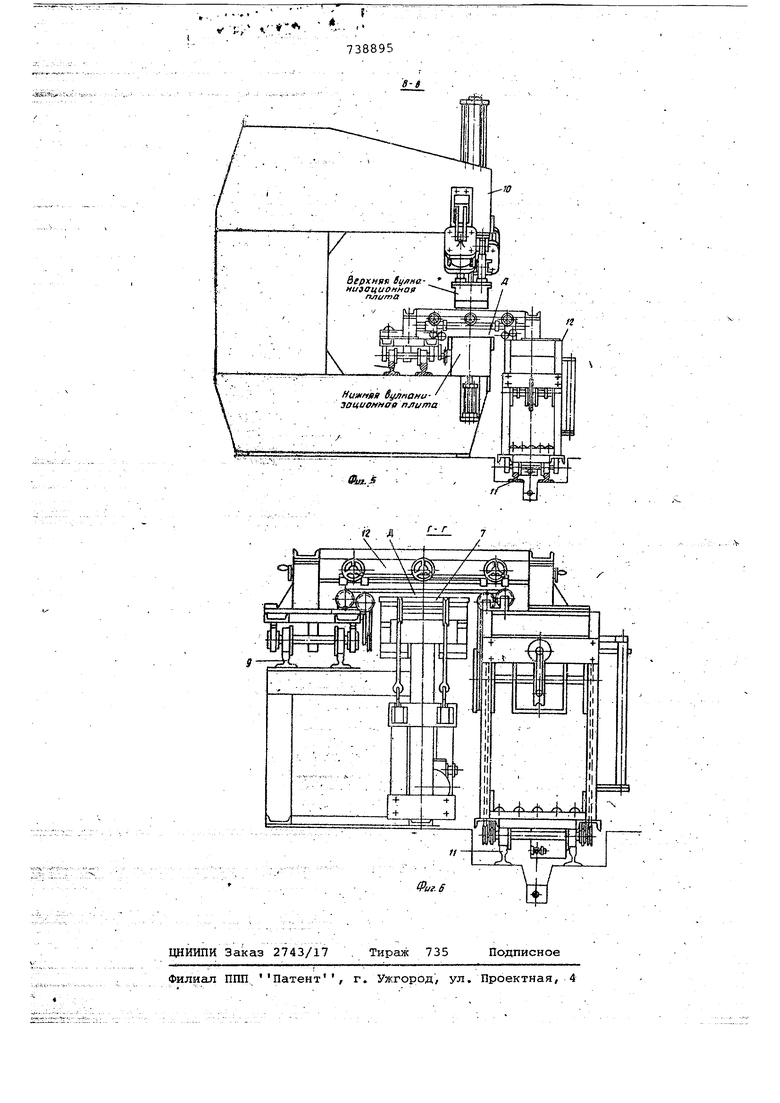
20 линия, общий вид; на фиг. 2 - то же, в плане; на фиг. З-- вид А фиг.1; на фиг. 4 - разрез Б-Б фиг.1; на фиг. 5 - разрез В-В фиг.1; на фиг. 6 - разрез Г-Г фиг.1.
25
Линия содержит раскаточное устройство 1 известной конструкции и приемный транспортер 2, на раме 3 которого закреплено устройство 4 для освежения кромок полос (заготовок).
30 Устройство 4 не гфепятствует перемёщению ленты транспортера 2. Участок сборки содержит укладчик 5, уста новленный на рельсах б,, которые проходят по обе стороны от сборочного стол 7.. . . На рельсах б размещен также с воз можностью возвратно-постунательного перемещения вдоль стола 7 прикатчик 8.На рельсах 9, проходящих по сбороч ному столу 7 и вулканизационному прессу 10, а также на рельсах 11, расположенных вдоль пресса 10 и сбо рочного стола 7, смонтирован переза рядчик 12, поперечный профиль которого имеет проем Д, обеспечиваю щий свободный проход перезарядки над сборочным столом 7 и между вулканизационными плитами пресса 10. Перезарядчик 12 связан тросом с при водом (на чертежах не показано)« В рамах прикатчика 8 и укладчика 5 выполнены соответственно проемы обеспечивающие их свободный проход; над сборочным столом. 7 и перезарядчиком 12, Линия работает следующим образом Изделие, например вулканизованна резинотканевая полоса {на чертежах не - показано), с предварительно окан тованнымз сырой резиновой ленточкой кромками с раскаточного устройства 1 поступает на транспортер 2 и далее проходит через устройство 4 для освежения кромок полосы, после чего полоса заправляется в петлевой конвейер (на чертеже не показан) укладчика 5„ По окончании заправки включается привод (на чертеже не по.казан) и укладчик 5 перемещается по рельсам 6 вдоль участка сборки в сторону вулканизационного пресса 10 Перемещаясь вдоль участка сборки, -укладчик 5 проемом Ж проходит над. сборочным столом 7- и стоящим над ни перезарядчиком 12. С укладчика 5, остановленного в конце участка сбор конец резинотканевой полосы посту па на сборочный стол 7, на котором он Зс крецляется .с помощью-зажимов (на чертежах не показаны), имеющихся на краях перезарядчика 12. Затем уклад чик 5 возвращается в исходное положение укладывая при этом из сво гр контейнера резинотканевую полосу на сборочный стол 7. Конец полосы также зажимаетсГя в зажиме перезаряд чика12 на другом его конце. Зажата такимобразом полоса фиксируется на сборошюм столе 7. На продольную обрезиненную кромку полосы описанным выше способом накладывается сле дующая резинотканевая полоса, включается икатчик 8, который, перемещаясь вдоль участ-ка сборки по рельсам б, прикатывает стык двух по лос, расположенных на сборочном сто ле 7.При этом прикатчик 8 своим проемом Е проходит над сборочным столом 7 и перезарядчиком 12. По окончании лрикатки стыка обе олосы растягиваются с помощью зажиов перезарядчика 12, после чего ключается его привод, и перезарядчик вместе со состыкованными полосами перемещается в вулканизацйонный пресс 10 по рельсам 9 и 11. При этом перезарядчик 12 своим проемом Д проходит поочередно над сборочным столом 7 и над нижней вулканизационной плитой пресса 10. Верхняя плита пресса поднята и обеспечивает свободный проход зажимов перезарядчика 12. После укладки стыка полос на нижней плите пресса 10, верхняя плита,пресса опускается и происходит вулканизация. По окончании вулканизации состыкованные полосы спомощью перезарядчика 12 возвращаются на сборочный стол 7,где после их поперечного.перемещения к ним пристыковывается следующая резинотканевая полоса описанным выше способом. Далее процесс повторяется. Все полотнища из состыкованных таким образом полос хранятся в приемнике (на чертежах не показан) переэарядчика 12 . Для получения крупногабаритного резинотехнического изделия в виде рукава продольную свободную кромку первой полосы соединяют со свободной продольной кромкой последней полосы и прикатывают на сборочном столе 7 с помощью прикатчика 8 через два слоя резинотканевой полосы, разделив их предварительно слоем целлофана, и отправляют на вулкагизацию в пресс 10. Линия для сборки крупногабаритных резинотехнических изделий позволит при сокращенной производственной площади за счет расположения устройств на участках сборки и вулканизации в виде телескопического механизма повысить производительность процесса сборки за счет уменьшения времени на сборку при вулканизации стыка по длине. Формула изобретения Линия для сборки крупногабаритных резинотехнических изделий, содерж щая последовательно установленные по ходу технологического процесса сборки устройства для раскатки заготовок и ос.вежения их кромок, сборочный стол, укладчик и установленный с возможностью перемещения по- транспортному пути вдоль сборочного стола прикатчик, отличающаяся тем, что, с целью повышения производительности процесса сборки, в линию введены вулканизаЦионный пресс с дополнительными, соединяющими пресс со сборочным Столом транспортными .путями и установленный на последних с возможностью возвратно-поступательного перемещения по сборочному
5 7388956
столу и прессу перезарядчик, а в1. Никонов В.Я. Механизация опеукладчике и прикатчике выполнены про-.раций при изготовлении крупногабаритемы для прохода над перезарядчикомных конкреционных ийделий. Произи сборочным столом,водство.шин резинотехнических и
Источники информации,асбесто-технических изделий , М.,
принятые во внимание при экспертизеj 1973, с. 20-22 (прототип).
д
E5
J
,g-Н
P - -LlII+J
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки крупногабаритных резинотехнических изделий | 1978 |
|
SU739835A1 |
| Пресс для вулканизации длинномерных резинотехнических изделий | 1975 |
|
SU654441A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПОРНЫХ РЕЗИНОТКАНЕВЫХ РУКАВОВ | 2008 |
|
RU2376141C1 |
| Вулканизационный пресс для длинномерных резинотехнических изделий | 1990 |
|
SU1781059A1 |
| Вулканизационный пресс для соединения швов резинотехнических изделий | 1987 |
|
SU1482811A1 |
| Вулканизационный пресс для соединения стыков резино-технических изделий | 1990 |
|
SU1720874A2 |
| Установка для вулканизации бесконечных резинотканевых изделий | 1991 |
|
SU1821386A1 |
| ПРЕСС ДЛЯ ТЕРМООБРАБОТКИ ДЛИННОМЕРНЫХ СТЫКОВ ИЗДЕЛИЙ | 1992 |
|
RU2017617C1 |
| Пресс для вулканизации листовых резинотехнических изделий | 1981 |
|
SU1004146A1 |
| УСТАНОВКА ДЛЯ ВУЛКАНИЗАЦИИ БЕСКОНЕЧНЫХ РЕЗИНОТКАНЕВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2024401C1 |
X
«j
3O
