Изобретение относится к машиностроению и может быть использовано при изготовлении многорядных срезных болтовых и заклепочных соединений.
Известна конструкция многорядных срезных соединений. Известные соединения под действием циклических нагрузок разрушаются по крайним рядам отверстий под крепежные элементы. Усталостная долговечность известных соединений во многом определяется уровнем напряжений смятия по стенкам отверстий под крепежные элементы. Для снижения на гружен но- сти крайних рядов отверстий по напряжениям смятия применяют отверстия большего диаметра, нежели диаметр самого крепежного элемента. Однако применение такого соединения деталей при использовании заклепок затруднительно, поскольку стержень заклепки в большем отверстии склонен к заваливанию при осаживании заклепки, кроме того, происходит утяжка соединяемого листа большего отверстия, что коробит соединение, повышает интенсивность фрегтинг-корозии.
Наиболее близким по техническому решению и достигаемому результату является соединение деталей посредством болтов, которое имеет систему отверстий по длине соединения, постепенно изменяющих свой диаметр, что позволяет более равномерно нагрузить крепежные элементы по длине соединения, повысив тем самым усталостную долговечность соединения. Однако применение известного соединения также затруднительно для заклепочных соединений, поскольку заваливание заклепок и утяжка соединяемых деталей вовнутрь больших отверстий происходит и для них.
Цель изобретения - повышение качества соединения и срока его службы.
Для достижения поставленной цели многорядное соединение деталей содержит установленные в совмещейных отверстиях
XJ
СЛ
I
соединяемых листов ряды крепежных элементов, при этом крепежные элементы крайних рядов установлены с натягом в отверстиях, которые расположены первыми относительно места приложения на лист на- грузки, а отверстия в ответном листе выпол- нены большего размера, упомянутые крепежные элементы в отверстиях ответно- го листа размещены с зазором относительно стенки отверстия с одной стороны ив контакте со стенкой отверстия с противоположной. Отверстие большего диаметра выполняют овальным, причем размер меньшей оси овала равен диаметру устанавливаемого в него крепежного элемента, ли- бо цилиндрическим.
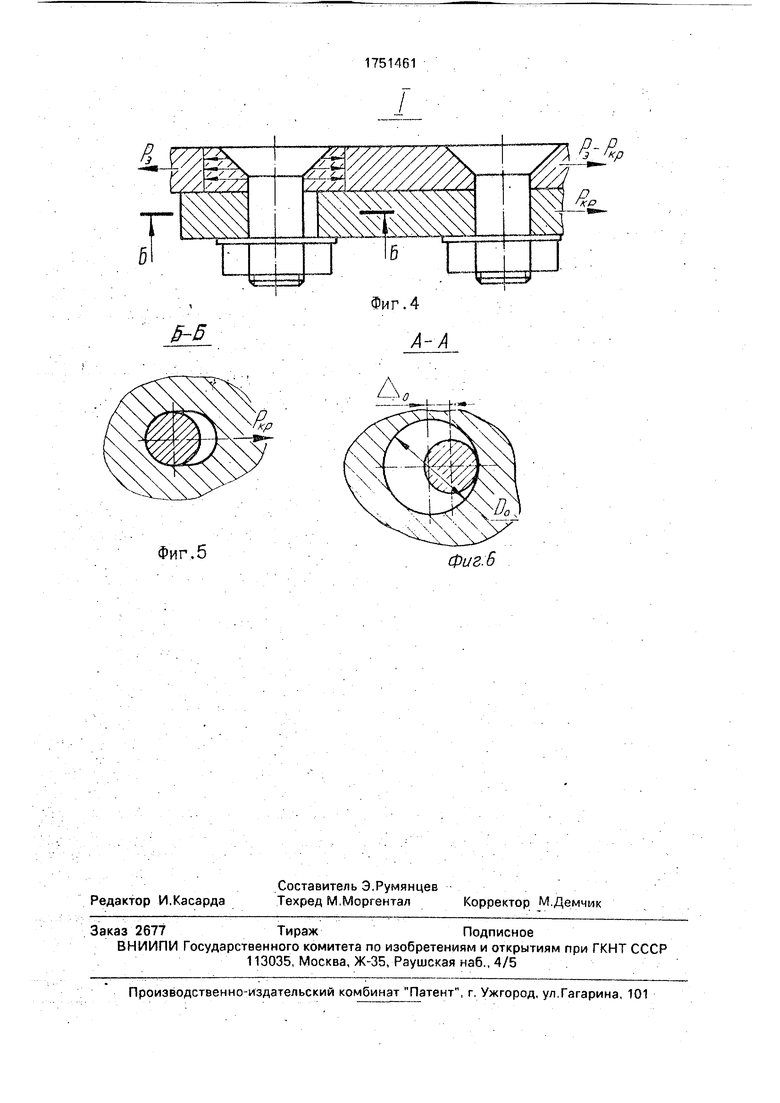
На фиг,1 изображена конструкция многорядного односрезного болтового соединения деталей, вид сбоку и характер его эксплуатационного нагружения; на фиг.2 - фрагмент конструкции соединения деталей в районе установки крайних рядов крепежных элементов (узел I на фиг,1); на фиг,3 - поперечное сечение детали в месте установки крайнего ряда болтов (сечение А - А на фиг,2) до нагружения соединения; на фиг.4
-фрагмент конструкции соединения деталей в районе установки крайних рядов болтов после нагружения соединения; на фиг.5
-поперечное сечение детали по месту уста- новки крайнего ряда болтов после нагружения соединения (сечение Б - Б на фиг.4); на фиг.6 - вариант выполнения отверстия большего размера.
Разработанное соединение листовых деталей 1 и 2 содержит установленные в совмещенных отверстиях соединяемых листов ряды крепежных элементов 3, например, болтов, шайб и гаек. Болты крайних рядов установлены с натягом в отверстии, которое относительно места приложения нагрузки на деталь первое (натяг крайнего болта в теле детали 1), а отверстие в ответном листе выполнено большего размера, причем отверстие 4 большего размера вы- полнено овальным (фиг 3), либо цилиндрическим (фиг.6). Стержень крепежного элемента который входит в отверстие большего размера, имеет контакт со стенкой этого отверстия со стороны места приложения нагрузки на соединяемый лист с большим отверстием, Зазор между стержнем отверстия и стенкой отверстия образуется с противоположной стороны.
Контакт стержня болта со стенкой от- верстия позволяет, с одной стороны, умень- шить величину (диаметр) большего отверстия при сохранении необходимого зазора между стержнем болта и стенкой отверстия для исключения работы на срез бо
та при передаче соединением сдвиговой нагрузки, а с другой стороны производит поддержку стержня крепежного элемента при осевой затяжке его при применении для соединения деталей заклепок (поддержка заклепок от заваливания),
Таким образом, предлагаемое соединение деталей по сравнению с прототипом применительно к заклепочным соединениям позволяет улучшить качество соединения (улучшение расклепывания), а также уменьшить затягивание ответного соединяемого листа вовнутрь большего отверстия, что существенно увеличивает усталостную долговечность соединения, При приложении на соединение сдвиговой нагрузки Рэ происходит выбор зазора между стержнем крепежного элемента и стенкой отверстия 4 (фиг.4 и 5) и соединение работает по традиционной схеме многорядного срезного соединения. При 3fOM величину зазора между стержнем крепежного элемента и стенкой отверстия Дф необходимо выбрать такой, чтобы при приложении на соединение эксплуатационной нагрузки Рэ происходил контакт стержня крепежного элемента со стенкой отверстия, но не нагружение его на срез, а при приложении нагрузок, близких к разрушающим, происходило полное включение в работу на срез крайних крепежных элементов.
Разработанное соединение деталей позволяет повысить качество соединения применительно к заклепочным соединениям. Кроме того, повышение усталостной долговечности соединения в 1,2 - 1,4 раза повышает срок службы соединения на 5 - 8%.
Формула изобретения
1.Многорядное соединение деталей, содержащее установленные в совмещенных отверстиях соединяемых листов ряды крепежных элементов, при этом крепежные элементы крайних рядов установлены с натягом в отверстиях, которые расположены первыми относительно места приложения на лист нагрузки, отверстия в ответном листе выполнены большего размера, а упомянутые крепежные элементы в отверстиях ответного листа размещены с зазором относительно стенки отверстия, расположенной за крепежным элементом относительно места приложения нагрузки на этот лист, отличающееся тем, что, с целью повышения качества соединения и срока его службы, поверхности крепежных элементов в отверстиях большего размера размещены в контакте со стенками этих отверстий со стороны, противоположной зазору.
2.Соединение деталей по п. 1 ,о т л и ч а- ю щ е е с я тем, что отверстия большего
517514616
размера выполнены овальными с меньшей3. Соединение деталей по п,1,о т л и ч аосью овала, равной диаметру крепежного ю щ е е с я тем, что отверстие большего элемента.размера выполнено цилиндрическим
| название | год | авторы | номер документа |
|---|---|---|---|
| Соединение листовых деталей внахлестку | 1990 |
|
SU1751471A1 |
| Многорядное соединение деталей | 1990 |
|
SU1753077A1 |
| Многорядное соединение деталей | 1989 |
|
SU1682654A1 |
| Многорядное срезное соединение деталей | 1989 |
|
SU1661488A1 |
| Многорядное соединение деталей | 1990 |
|
SU1739082A1 |
| Способ получения заклепочного соединения деталей | 1990 |
|
SU1735627A1 |
| Способ получения заклепочного соединения | 1989 |
|
SU1732022A1 |
| Многорядное соединение деталей | 1990 |
|
SU1754924A1 |
| Соединение деталей | 1989 |
|
SU1700290A2 |
| Способ получения соединения деталей | 1990 |
|
SU1735626A1 |

Использование: в машиностроении, в многорядных срезных болтовых и заклепочных соединениях деталей. Сущность изобретения: крепежные элементы крайних рядов установлены с натягом в отверстиях, которые расположены первыми относительно места приложения на лист нагрузки. Отверстия в ответном листе выполнены большего размера. В отверстиях ответного листа крепежные элементы установлены с зазором относительно стенок отверстий, расположенных за крепежными элементами относительно места приложения нагрузки на этот лист и в контакте со с,тенками этих отверстий со стороны, противоположной зазору. 2 з.п.ф-лы, 6 ил.
Фиг Л
Фиг. 2
Фиг.З
Р3
Фиг.5
л з-д,
кр
Фиг В
| Соединение деталей | 1986 |
|
SU1409788A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
