А-А
-
Фиг. 2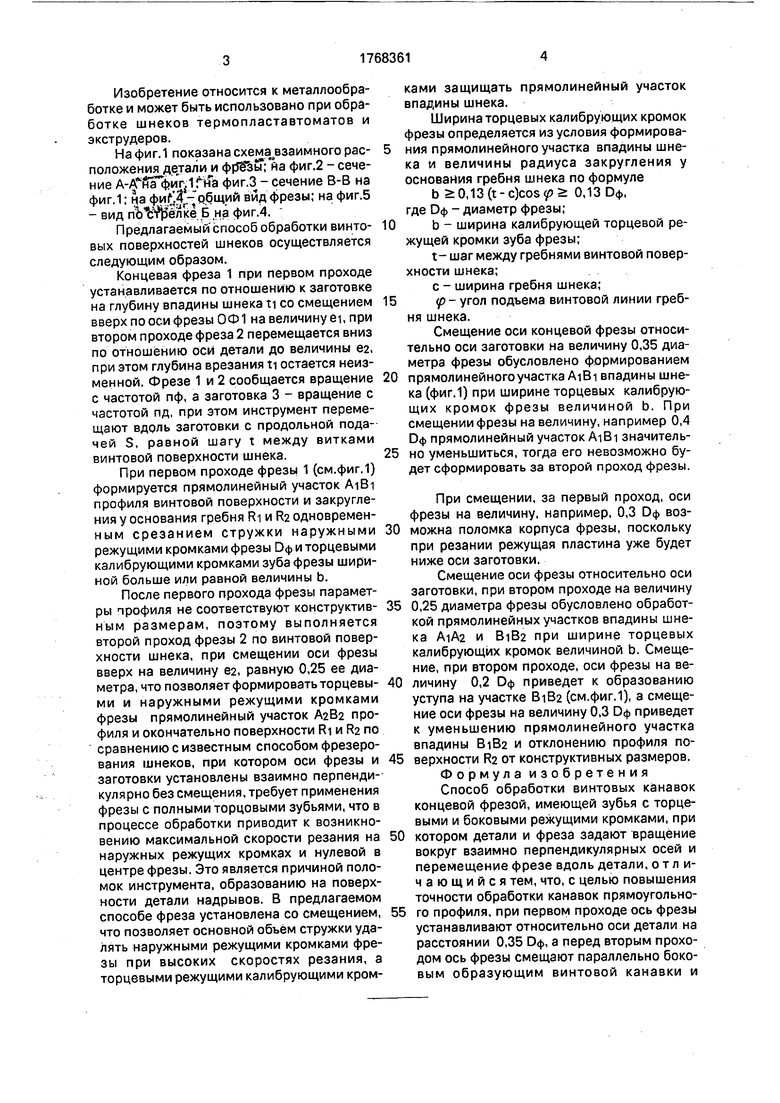
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки поверхностей вращения торцевой фрезой | 1989 |
|
SU1704957A1 |
| КЕРАМИЧЕСКАЯ ТОРЦЕВАЯ ФРЕЗА С ПРОФИЛЕМ ДУГИ ОКРУЖНОСТИ ДЛЯ ОБРАБОТКИ СПЛАВА ИНКОНЕЛЬ | 2018 |
|
RU2753934C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ СО СМЕННЫМИ РЕЖУЩИМИ КРОМКАМИ И РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ИСПОЛЬЗОВАНИЯ В НЕМ | 2010 |
|
RU2529137C2 |
| КОНЦЕВАЯ ФРЕЗА С НЕСИММЕТРИЧНЫМ РАСПОЛОЖЕНИЕМ УГЛОВ ОТКЛОНЕНИЯ ДЛЯ ОБРАБОТКИ ТИТАНА | 2014 |
|
RU2650019C2 |
| Способ фрезерования валов | 1982 |
|
SU1042907A1 |
| ТОРЦОВО-ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2004 |
|
RU2279332C2 |
| Способ обработки тел вращения | 1984 |
|
SU1201173A1 |
| СПОСОБ ОБРАБОТКИ РАДИАЛЬНОЙ ТОРЦЕВОЙ КАНАВКИ НА ДЕТАЛИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2017 |
|
RU2648174C1 |
| КОНЦЕВАЯ ФРЕЗА С СИММЕТРИЧНЫМ РАСПОЛОЖЕНИЕМ ЦЕНТРАЛЬНЫХ УГЛОВ ДЛЯ ОБРАБОТКИ ТИТАНА | 2014 |
|
RU2653044C2 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ФРЕЗЫ | 1994 |
|
RU2104830C1 |
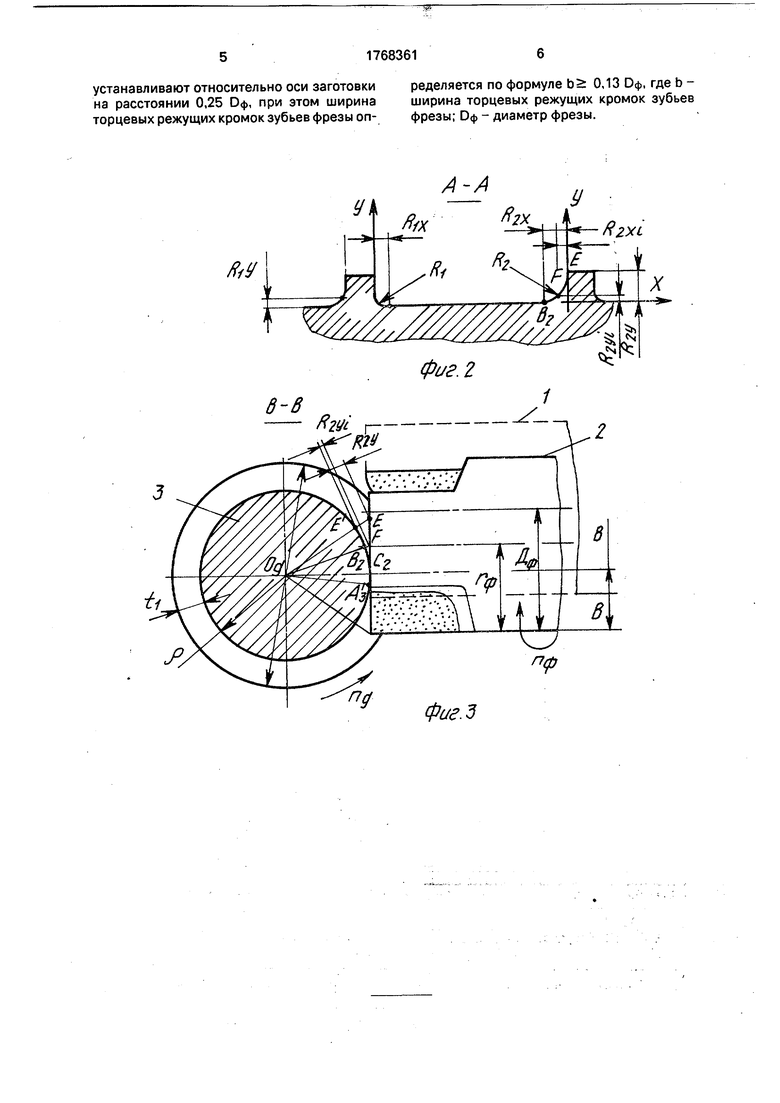
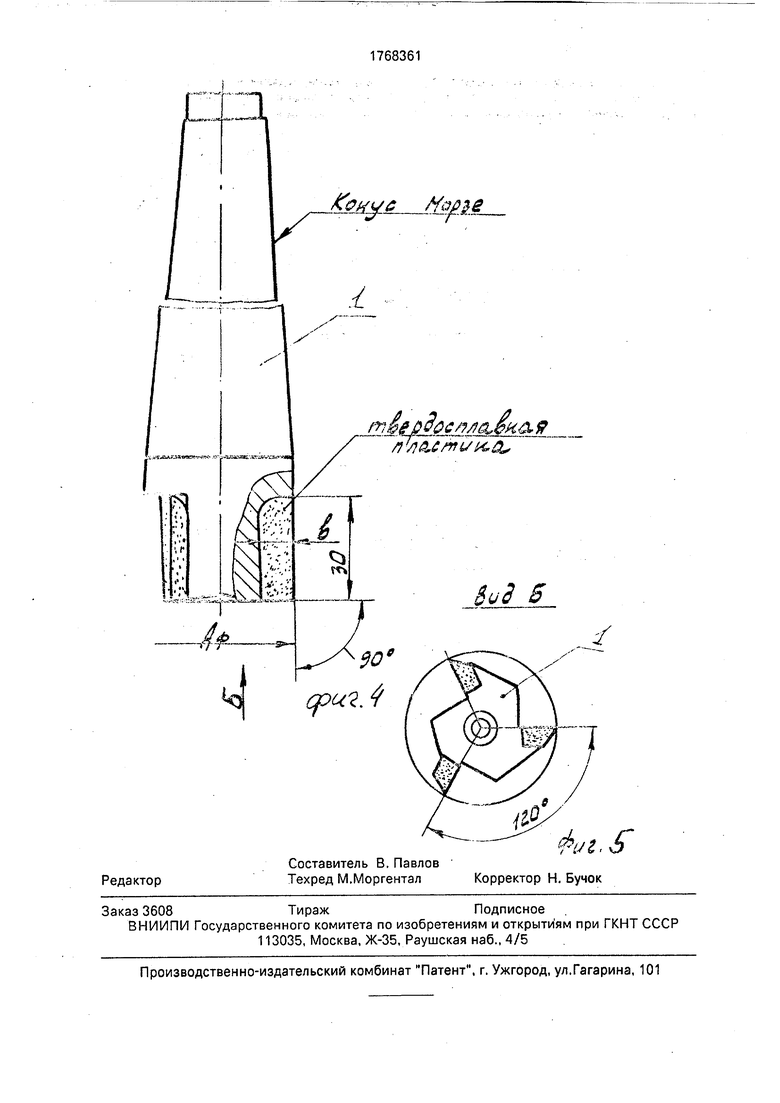
Использование: нарезание винтовых канавок концевой фрезой имеющей зубья с торцевыми и боковыми режущими кромками. Способ обработки заключается в том, что резьбовые канавки обрабатывают за два прохода. При первом проходе ось фрезы 1 устанавливают выше оси детали 3 на величину 0,35 Оф, а при втором проходе фрезы 2 на величину 0,25 Оф. При этом ширину торцевых режущих кромок определяют из зависимости от b о,13 Оф. где Оф - диаметр фрезы. 5 ил.
Л
1
......./
/..-л.:-у./
8
srx
Дф
6
п
ф
Фие.З
Редактор
Составитель В. Павлов Техред М.Моргентал
g4y /rag
«w
Фт.Ј
Корректор Н. Бучок
| Журнал Машиностроитель, №5,1968, с.25. |
