Изобретение относится к машиностроению, а именно к измерительной технике и может быть использовано при контроле отклонений формы и волнистости детали.
Известен способ измерения отклонения формы детали, в котором деталь базируют на образцовую поверхность на ось, вводят индикатор в контакт с контролируемой поверхностью и при перемещении индикатора относительно контролируемой поверхности определяют величину отклонения формы. Недостатками указанного способа является низкая производительность и точность измерения, и невозможность записи контролируемой поверхности.
Наиболее близким по технической сущности является способ профилографи- рования поверхности при котором измерительный щуп устанавливают в требуемое поперечное сечение детали и перемещают его относительно контролируемой поверхности, возникающие при этом механические колебания щупа под действием отклонений формы детали преобразуют в соответствую щие электрические сигналы и записываю: на приборе После этого профилограммы табулируют с равномерным шагом и проводят их математическую обработку.
Недостатком указанного спосзба является его низкая производительность, т.к невозможно одновременно профилог- рафировать несколько сечений измеряемой детали.
Целью предложенного способа является повышение информативности и прзпзвоо оо о
4 х|
дительности за счет одновременного контроля отклонений формы и волнистости.
Поставленная цель достигается тем, что в известном способе, включающем взаимное перемещение щупа и контролируемой детали, табулирование профилограмм с их математической обработкой, согласно изобретению, щупу сообщают гармонические колебания с амплитудой равной половине ширины контролируемого участка детали и частотой, V, выбираемой из соотношения ., Vn N
где Vn - скорость перемещения детали относительно щупа, м/с;
N - количество точек профиля необходимых для аппроксимации;
L - длина исследуемого участка, м.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного тем, что позволяет при однократном проф- илографировании детали исследовать ее топографию за счет перемещения щупа по косинусоиде, тем самым увеличить производительность и объем полученной информации.
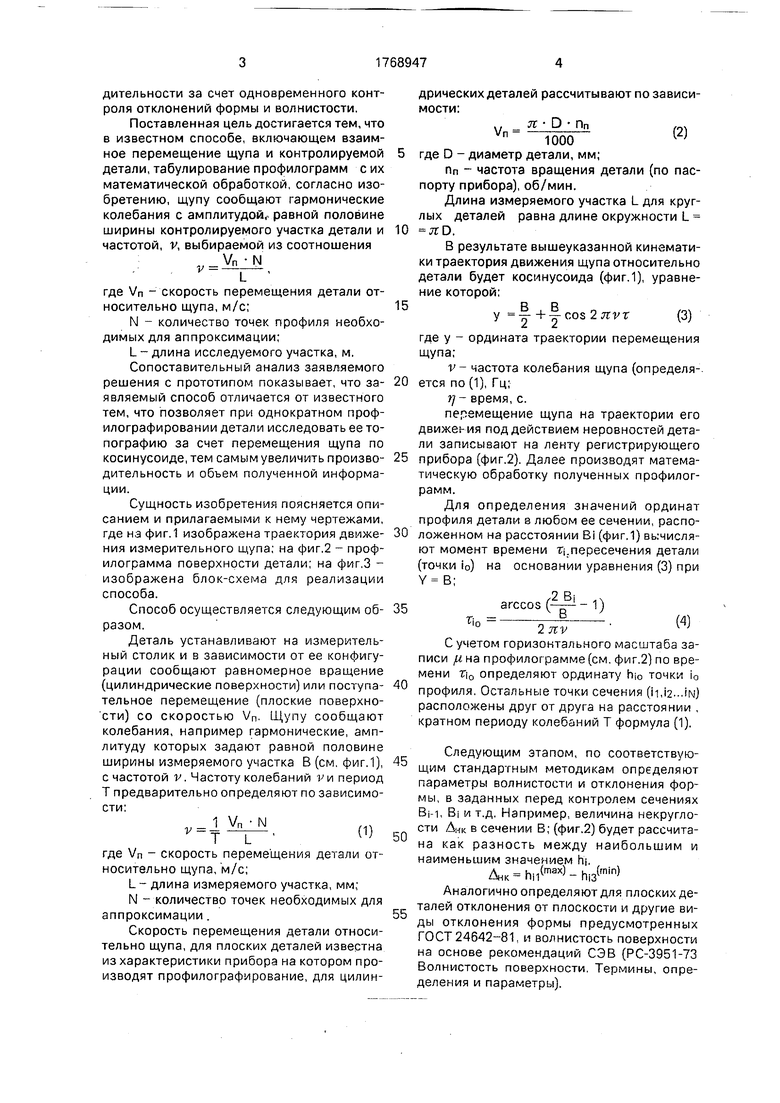
Сущность изобретения поясняется описанием и прилагаемыми к нему чертежами, где на фиг. 1 изображена траектория движения измерительного щупа; на фиг.2 - проф- илограмма поверхности детали; на фиг.З - изображена блок-схема для реализации способа.
Способ осуществляется следующим образом.
Деталь устанавливают на измерительный столик и в зависимости от ее конфигурации сообщают равномерное вращение (цилиндрические поверхности) или поступательное перемещение (плоские поверхно- сти) со скоростью Vn. Щупу сообщают колебания, например гармонические, амплитуду которых задают равной половине ширины измеряемого участка В (см, фиг.1), с частотой v. Частоту колебаний vv период Т предварительно определяют по зависимости;
,,- 1 Vn -N L
где Vn - скорость перемещения детали относительно щупа, м/с;
L - длина измеряемого участка, мм;
N - количество точек необходимых для аппроксимации.
Скорость перемещения детали относительно щупа, для плоских деталей известна из характеристики прибора на котором производят профилографирование, для цилиндрических деталей рассчитывают по зависимости:
тг D пп
Vn
(2)
1000 где D - диаметр детали, мм;
пп - частота вращения детали (по паспорту прибора), об/мин.
Длина измеряемого участка L для круглых деталей равна длине окружности L 0 л:0.
В результате вышеуказанной кинематики траектория движения щупа относительно детали будет косинусоида (фиг.1), уравнение которой;
5у |+|cos27TVT(3)
где у - ордината траектории перемещения щупа;
v- частота колебания щупа (определя- 0 ется по(1). Гц;
ц- время, с.
перемещение щупа на траектории его движения под действием неровностей детали записывают на ленту регистрирующего 5 прибора (фиг.2). Далее производят математическую обработку полученных профилограмм.
Для определения значений ординат профиля детали в любом ее сечении, распо- 0 ложенком на расстоянии Bi (фиг.1) вычисляют момент времени .пересечения детали (точки 0) на основании уравнения (3) при Y В;
5arccos(-1)
.(4)
2 71V
С учетом горизонтального масштаба записи /л на профилограмме (см. фиг.2) по времени определяют ординату hio точки i0 профиля. Остальные точки сечения (H,i 2...iNj расположены друг от друга на расстоянии , кратном периоду колебаний Т формула (1).
45
50
Следующим этапом, по соответствующим стандартным методикам определяют параметры волнистости и отклонения формы, в заданных перед контролем сечениях Ви, BI и т.д. Например, величина некругло- сти Д-(к в сечении В; (фиг.2) будет рассчитана как разность между наибольшим и наименьшим значением hi.
AHK (mln) Аналогично определяют для плоских де- ,-j- талей отклонения от плоскости и другие виды отклонения формы предусмотренных ГОСТ 24642-81. и волнистость поверхности на основе рекомендаций СЭВ (РС-3951-73 Волнистость поверхности. Термины, определения и параметры).
Пример. Данный способ может быть реализован например в кругломере. В состав устройства (см. фиг.З) входят: измерительный щуп 1; генератор колебаний 2; усилитель сигнала 3; преобразователь сигнала 4; интерфейс 5; вычислительная машина 6.
Диаметр измеряемой детали D 25 мм Длина деталиI 30 мм
частота вращения стола кругломера (по паспорту прибора) 1,5 об/мин,
1. Определяют скорость перемещения детали относительно щупа.
jrDwh 3,14 25 1,5
10 Зм/с
п 1000 1000
0,118 м/мин 1,97
2.Длина измеряемого участка L: L тг D 3,14 25 78,54 мм 7,854
3.Рассчитывают частоту v и период колебаний, при условии, что N 2 п + 1 (где п - номер гармоники).
v
Vn N 1,97 101
L
1
-г-
1
2,53
7854 10 0,395 с.
4. Деталь 7 (фиг.З) устанавливают на столе 8 и задают ей вращательное движение. Щупу 1 с помощью генератора 2 сообщают гармонические колебания. Амплитуда которых равна половине ширины исследуе 2,53
0
5
0
5
мого участка В/2 I/2 15 мм. Частота колебаний 2,53 . После усиления (блок 3 фиг.З) и преобразования (блок 4) сигнал через интерфейс (блок 5) передается в ЭВМ (блок 6). Полученные массивы подвергают математической обработке. Величину оцифрованного сигнала V (В) умножают на масштаб К (мкм/В), таким образом определяют истинное значение перемещения щупа в МКМ. Далее по ранее изложенной методике в заданных сечениях определяют параметры волнистости и отклонения формы. Формула изобретения Способ контроля топографии поверхностей деталей, заключающийся в том, что осуществляют взаимное перемещение щупа и контролируемой детали и производят табулирование профилограмм с их математической обработкой, отличающийся тем, что, с целью повышения информативности и производительности за счет одновременного контроля отклонений формы и волнистости, щупу сообщают гармонические колебания с амплитудой равной половине ширины контролируемого участка детали, и частотой v, выбираемой из соотношения Vn N
v -
L
где Vn - скорость перемещения детали, м/с;
L - длина исследуемого участка детали;
N - количество точек профиля, необходимых для аппроксимации.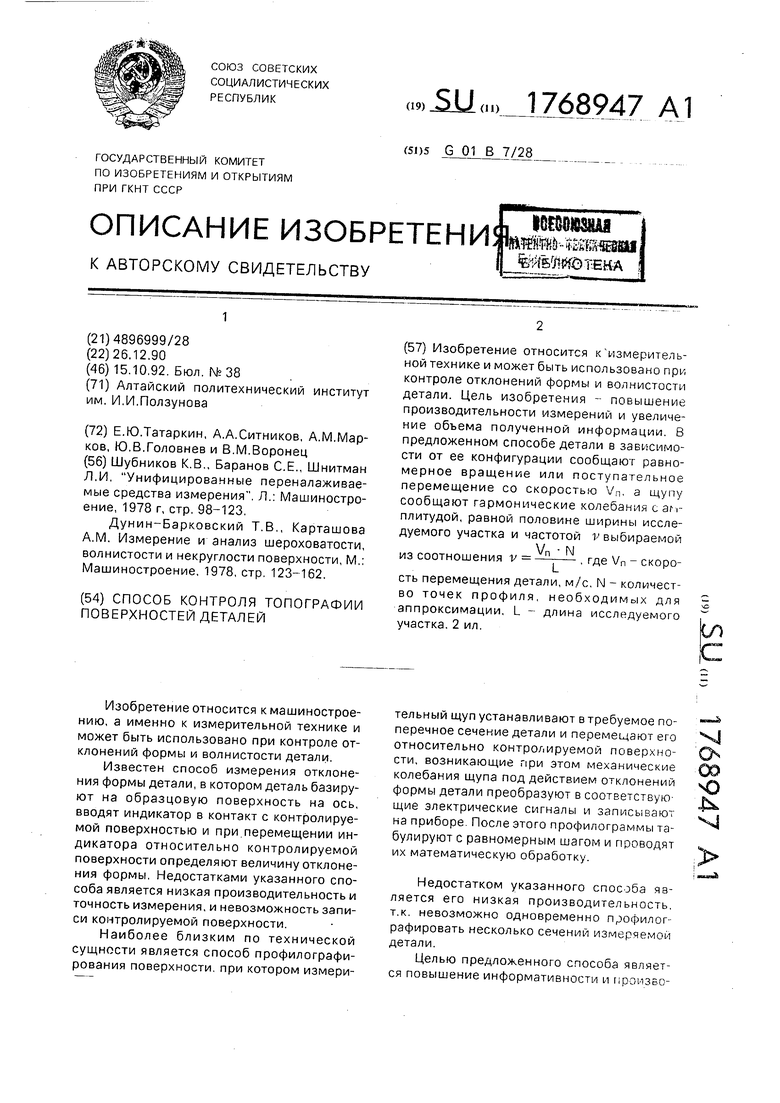

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для исследования образования отклонений формы деталей при шлифовании | 1980 |
|
SU921821A1 |
| Накладной кругломер | 1987 |
|
SU1471061A1 |
| СПОСОБ КОМПЛЕКСНОЙ ПОВЕРКИ КРУГЛОМЕРА И ОБРАЗЦОВАЯ МЕРА | 2001 |
|
RU2206063C2 |
| Способ неразрушающего контроля качества поверхностного слоя деталей | 1984 |
|
SU1272206A1 |
| НАКЛАДНОЙ КРУГЛОМЕР | 2001 |
|
RU2196959C2 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ВОЛНИСТОСТИ ПОВЕРХНОСТИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ВОЛНИСТОСТИ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2020 |
|
RU2770133C1 |
| СПОСОБ ИДЕНТИФИКАЦИИ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ | 2003 |
|
RU2255318C1 |
| НАКЛАДНОЙ КРУГЛОМЕР | 2003 |
|
RU2234674C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ НОМИНАЛЬНО КРУГЛОЙ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2158895C1 |
| НАКЛАДНОЙ КРУГЛОМЕР | 1998 |
|
RU2134404C1 |
Изобретение относится к измерительной технике и может быть использовано при контроле отклонений формы и волнистости детали. Цель изобретения - повышение производительности измерений и увеличение объема полученной информации. В предложенном способе детали в зависимости от ее конфигурации сообщают равномерное вращение или поступательное перемещение со скоростью Vn, а щупу сообщают гармонические колебания с амплитудой, равной половине ширины исследуемого участка и частотой v выбираемой Vn N из соотношения , где Vn - скорость перемещения детали, м/с, N - количество точек профиля, необходимых для аппроксимации, L - длина исследуемого участка.2 ил.
Фиг. 1
Пор (Tea + f)jU (Ti0 + 2T)JU
five. 2
в
(По + Vfiju
fit/г.З
| Шубников К.В., Баранов С.Е., Шнитман Л.И | |||
| Унифицированные переналаживаемые средства измерения | |||
| Л.: Машиностроение, 1978 г, стр | |||
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| Дунин-Барковский Т.В., Карташова A.M | |||
| Измерение и анализ шероховатости, волнистости и некруглости поверхности, М.: Машиностроение, 1978, стр | |||
| Устройство для разметки подлежащих сортированию и резанию лесных материалов | 1922 |
|
SU123A1 |
