Известны установки для закалки железнодорожных рельсов в масле или другой закаливающей среде.
Предложен агрегат для объемной закалки железнодорожных рельсов или других прокатных профилей в масле или других закалоч1 ых средах, который отличается от известных закалочных установок тем, что в закалочной ванне установлен вращающийся барабан с пасаженнымн на нем многолучевыми звездочками, несущими на себе поворотные каретки для приема и выдачи обрабатываемых изделий, при этом каретка выполнена в виде продольной рамы с цапфами на концах, позволяющими ей в подшипниках, закрепленных на выступах звездочек, находиться при вращении закалочного барабана в вертикальном положении.
Предложенный агрегат, позволяющий достигнуть высокой прочности, равномерной твердости и механических свойств рельса по всей его длине и сечению, предназначен для объемной закалки одновременно нескольких железнодорожных рельсов или других прокатных профилей длиной до 25 м при нх поточном производстве или обработке.
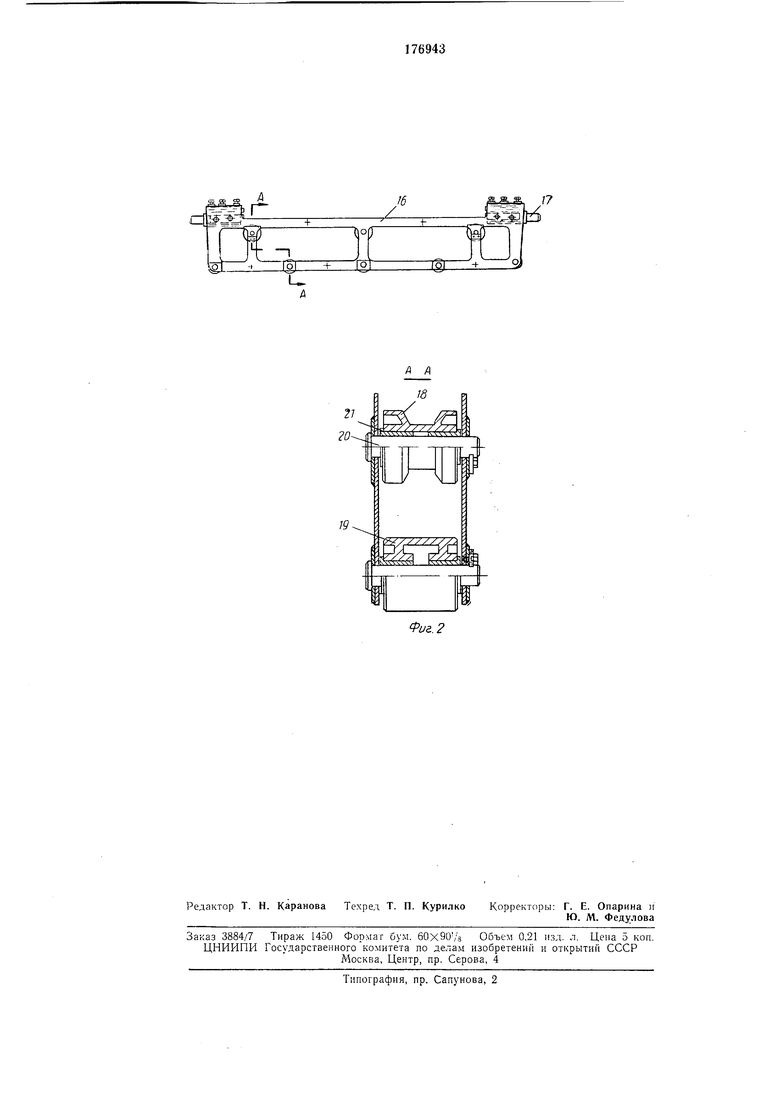
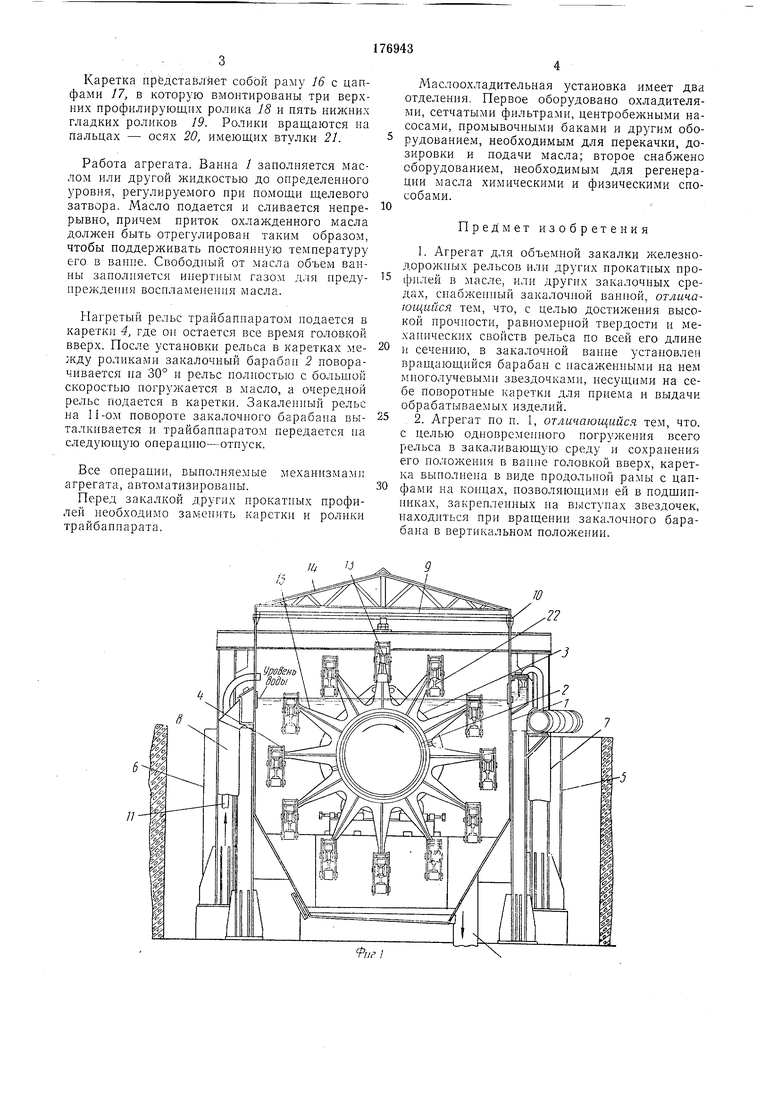
На фиг. 1 представлен общнй внд агрегата; на фиг. 2 - поворотная каретка.
рабан 2, расноложенный иа роликовых опорах в ванне /; звездочки 3 насаженные на закалочный барабан н имеющие радиальные прнлнвы; каретки 4, укрепленные на приливах
звездочек 5.
Масляная ванна 1 оборудована маслоподводящим 5 н сливным 6 резервуарами, имеющими соответственно подводящие 7 и сливные 8 трубы, механизмами для уборки осажденной на дно окалины и выпавщих твердых остатков масла, крышкой 9 с затвором 10. подводом // инертного газа, аварийным сливом 2 и маслоохладительной установкой. Вращающийся закалочный барабан 2, установленный внутрн масляной ванны, представ;(яет собой герметнчески сваренный пустотелый ва.г длиной 28 м с закрытыми торцами. Вал покоится на двух ролнковых опорах и для нредупреждения ирогиба поддерживается
двумя роликовыми подвесками 13, прикрепленными к металлической конструкции 14.
Закалочный барабан вращается от двух синхронно работающих приводов, расиоложенных на его концах, через насаженные на барабан зубчатые венцы.
Звездочки 3 разъемные, скрепляемые при помощи болтов, имеют по двенадцатн приливов 15, каждый из которых заканчивается ИОДИ1ИПНИКОМ - онорой для цапф каретки 4.
Каретка представляет собой раму 16 с цапфами 17, в которую вмонтированы три верхних профилирующих ролика 18 и пять нижних гладких роликов 19. Ролики вращаются на пальцах - осях 20, имеющих втулки 21.
Работа агрегата. Ванна / заполняется маслом или другой жидкостью до определенного уровня, регулируемого при помощи щелевого затвора. Масло подается и сливается непрерывно, причем приток охлажденного масла должен быть отрегулирован таким образом, чтобы поддерживать постоянную температуру его в ванне. Свободный от масла объем ванны заполняется инертным газом для предупреждення воспламенения масла.
Нагретый рельс трайбаппаратом подается в каретки 4, где он остается все время головкой вверх. После установки рельса в каретках между роликами закалочный барабан 2 поворачивается на 30° и рельс полностью с большой скоростью погружается в масло, а очередной рельс подается в каретки. Закаленный рельс на 11-ом повороте закалочного барабана выталкпвается и трайбаппаратом передается на следуюид,ую операцию-отпуск.
Все операции, выполняемые механизмами агрегата, автоматизированы.
Перед закалкой других прокатных профилей необходимо заменить каретки и ролики трайбанпарата.
Маслоохладительная установка имеет два отделения. Первое оборудовано охладителями, сетчатыми фильтрами, центробежными насосами, промывочными баками и другим оборудованием, необходимым для перекачки, дозировки и подачи масла; второе снабжено оборудованием, необходимым для регенерации масла химическими и физическими способами.
Предмет изобретения
1. Агрегат для объемной закалки железнодорожных рельсов или других прокатных про(эилей в масле, или других закалочных средах, снабжеппый закалочпой ванпой, отличающийся тем, что, с целью достижения высокой прочности, равномерной твердости и механических свойств рельса по всей его длине
и сечению, в закалочной ванне установлен вращающийся барабан с насаженными на нем многолучевыми звездочками, несущими на себе поворотные каретки для приема и выдачи обрабатываемых изделий.
2. Агрегат по п. 1, отличающийся тем, что, с целью одновременного погружения всего рельса в закаливающую среду и сохранения его положения в ваипе головкой вверх, каретка выполнена в виде продольной рамы с цапфами на концах, цозволяющими ей в подшиппиках, закрепленных на выступах звездочек, находиться при вращении закалочного барабана в вертикальном положении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для закалки изделий | 1983 |
|
SU1148882A1 |
| Устройство для закалки железнодорожных рельсов | 1990 |
|
SU1749262A1 |
| Агрегат для закалки изделий в расплаве солей | 1977 |
|
SU691498A1 |
| АГРЕГАТ ДЛЯ ОБЪЕМНОЙ ЗАКАЛКИ РЕЛЬСОВ | 1966 |
|
SU224544A1 |
| АГРЕГАТ ДЛЯ ЗАКАЛКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1972 |
|
SU330203A1 |
| УСТАНОВКА ДЛЯ ЗАКАЛКИ ИЗДЕЛИЙ | 1969 |
|
SU234435A1 |
| Устройство для закалки изделий с круглым сечением | 1930 |
|
SU24431A1 |
| Способ термообработки рельсов | 1986 |
|
SU1392125A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 2005 |
|
RU2294387C1 |
| Установка для закалки металлических изделий | 2017 |
|
RU2678720C1 |