Изобретение относится к области термической обработки металлических изделий и может быть использовано для осуществления таких видов термообработки как объемная закалка всего изделия на мартенсит без отпуска, прерывистая закалка, позволяющая избежать трещин и коробления изделий и закалка с самоотпуском.
Известен (патент на изобретение RU 2459877 опубл. 27.08.2012 г.) способ закалки пружинных клемм рельсовых скреплений, включающий нагрев пружинной клеммы до температуры аустенизации и быстрое охлаждение в струйном потоке закалочной жидкости, при этом быстрое охлаждение осуществляют в интервале температур перлитного и мартенситного превращений, причем в зависимости от конфигурации и размеров изделия скорость струйного потока закалочной жидкости устанавливают в диапазоне 5…15 м/с, удельный расход регулируют в диапазоне 20…60 см3/(см2⋅с),с обеспечением скорости охлаждения детали в интервале 100…600°С/с, при этом температуру закалочной жидкости поддерживают в пределах 30-60°С.
Установка для закалки пружинных клемм рельсовых скреплений, содержащая насос высокого давления, накопительный бак, стабилизатор температуры, фильтр и охлаждающую камеру, в которой установлены спрейер, склиз и транспортер, отличающаяся тем, что на выходе спрейера установлена заслонка, соединенная с приводом, обеспечивающим открывание и закрывание заслонки по времени и ее вибрацию в закрытом положении, при этом внутреннее пространство спрейера повторяет габаритную конфигурацию пружинной клеммы с минимальным зазором.
Таким образом, недостатком известного агрегата являются его ограниченные технологические возможности. Он предназначен для закалки изделий, при погружении всего изделия целиком в закалочную жидкость. В таком агрегате невозможно провести прерывистую или зональную закалку изделия.
Известно (патент на изобретение RU 2093590 опубл. 20.10.1997 г.) устройство для закалки железнодорожных колес, содержащее опору с установленной на ней кантующей площадкой, приводной ролик и боковые неприводные ролики, спрейеры, при этом кантующая площадка кинематически связана с опорой и имеет возможность вертикального перемещения и размещения в спрейере и на приводном ролике, который установлен на опоре, а боковые неприводные ролики кинематически связаны между собой с возможностью синхронного перемещения относительно продольной оси площадки, при этом кантующая площадка и опора связаны между собой через рычажную систему.
Недостатком установки является неравномерность охлаждения поверхности изделия, а также невозможна частичная закалка изделия.
Наиболее близким к предлагаемому устройству по назначению и совокупности составляющих конструктивных элементов и узлов является способ закалки плоских деталей и устройство для его осуществления (патент на изобретение RU 2105822, опубл. 27.02.1998 г.), включающий нагрев, зажим деталей и охлаждение их в баке с закалочной средой, отличающийся тем, что нагретые детали размещают на высоте на 5…10 мм выше уровня закалочной среды в баке, зажимают между матрицей и пуансоном пресса, подстуживают до температуры Acl и мгновенно, за 0,2…1,0 с, поднимают уровень закалочной среды в баке не менее чем на 10…15 мм выше уровня детали.
Устройство для закалки плоских деталей, содержащее пресс с матрицей и пуансоном, закалочный бак с закалочной средой, отличающееся тем, что оно снабжено баком-накопителем, соединенным с закалочным баком посредством переливного клапана с приводной шарнирно-поворотной заслонкой, и регулятором уровня закалочной среды, выполненным в виде установленного в верхней части переливного клапана патрубка с фланцем и подпружиненного отсекающего клапана, взаимодействующего с фланцем патрубка и стационарно закрепленного на пуансоне, закалочный бак установлен на матрице и имеет расположенные внутри него направляющие для укладки и прижима детали, верхний уровень которых на 5…10 мм выше уровня закалочной среды, а пуансон имеет направляющие прижима деталей, согласованные с направляющими для укладки и прижима деталей.
Недостатком известного агрегата являются его ограниченные технологические возможности. Он предназначен для закалки плоских изделий, и в нем можно осуществлять закалку при погружении всего изделия целиком в закалочную жидкость. В таком агрегате невозможно, например, провести прерывистую закалку или закалку с самоотпуском, нельзя выполнить зональную закалку изделия, т.е. какого-то определенного элемента изделия, например, рабочей части долота плуга, или зуба экскаватора и т.д.
Задачей изобретения является получение качественных изделий массового производства переменного сечения за счет получения в них структуры бейнита или отпущенного мартенсита с одного объемного нагрева изделия.
Техническим результатом изобретения является возможность использования при этом холодной закалочной среды и осуществление в одной установке таких видов термообработки, как объемная закалка всего изделия на мартенсит без отпуска, прерывается закалка, позволяющая избежать трещин и коробления изделий, и закалка с самоотпуском.
Технический результат при осуществлении изобретения достигается тем, что установка для закалки металлических изделий, содержащая закалочный бак с закалочной средой, внутри которого расположены направляющие для прижима деталей, регулятор уровня закалочной среды, заслонка, согласно изобретению напорный бак посредством клапана соединен с пневмосистемой нагнетания закалочной жидкости через клапан подачи сжатого воздуха и дополнительно содержит атмосферный клапан для сброса воздуха, подача жидкости из напорного бака в закалочный бак происходит посредством патрубка, закалочная ванна совмещена с кантователем для поворота поддона с изделиями на 180° из верхней позиции загрузки-выгрузки в позицию закалки, выполненным в виде рамы, внутри которой над приемными направляющими в позиции загрузки-выгрузки установлена подвижная в вертикальном направлении прижимная решетка, связанная с приводом, при этом в позиции закалки поддон расположен выше уровня закалочной жидкости, а напорный бак снабжен устройством, дифференцирующим расход закалочной жидкости, при этом закалочный бак связан со сливным баком, и далее насосом, радиатором, промежуточным баком, клапаном наполнения и напорным баком системой трубопроводов, переливные отверстия в закалочной ванне снабжены шиберами вертикального хода, напорный бак снабжен программируемым по времени атмосферным клапаном сброса.
Снабжение установки кантователем, совмещенным с закалочной ванной с возможностью поворота садки изделий вместе с поддоном на 180° позволяет подвергать закалочному охлаждению только определенное место, ориентированных на поддоне изделий, например, выступающее под прижимной решеткой, а сам поддон фиксировать над уровнем закалочной жидкости, благодаря чему часть изделий не охлажденная закалочной жидкостью и соприкасающийся с ними поддон являются достаточным источником тепла для самоотпуска закаленной части изделий.
Установленное в напорном баке устройство, дифференцирующее расход закалочной жидкости, позволяет обеспечивать высокий расход закалочной жидкости для быстрого подъема уровня в закалочной ванне, либо низкий расход закалочной жидкости для перетока нагретой жидкости.
Оснащение переливных отверстий в закалочной ванне шиберами вертикального хода позволяет регулировать уровень закалочной жидкости в ванне в зависимости от размеров обрабатываемых изделий.
Снабжение напорного бака установки программируемым по времени атмосферным клапаном сброса позволяет осуществлять мгновенный, либо регулируемый по времени сброс уровня закалочной жидкости в ванне.
Предлагаемая установка для закалки металлических изделий представлена на рисунках, где изображено:
- на фиг. 1 - общий вид установки в положении загрузки-выгрузки поддона с изделиями.
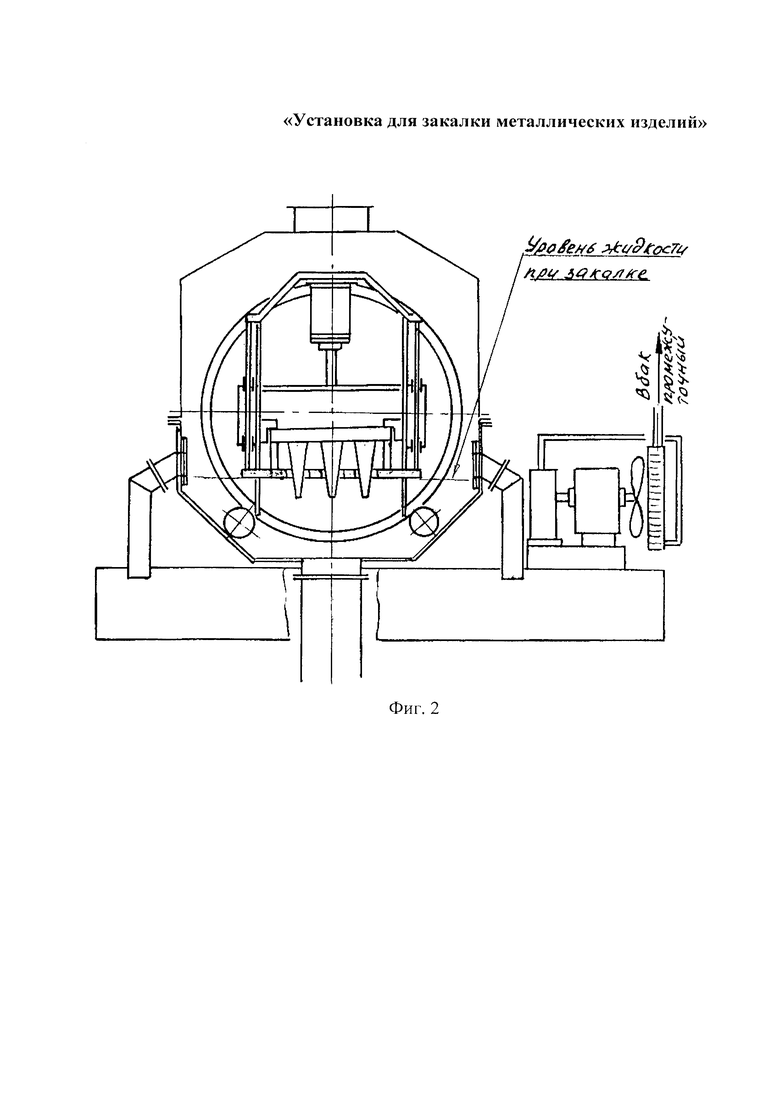
- на фиг. 2 - общий вид установки при положении кантователя и поддона с изделиями в процессе закалки изделий.
Установка для закалки металлических изделий содержит закалочный бак 1, внутри которой размещен кантователь 2, выполненный в виде рамы 3, скользящей по роликам 4. Внутри рамы 3 установлены приемные направляющие 5 позиции загрузки-выгрузки, на которые помещают поддон 6 с обрабатываемыми изделиями 7.
Над направляющими 5 установлена прижимная решетка 8 с упорами 9, которая через направляющие скалки 10 связана с приводом 11.
Закалочный бак 1 переливными отверстиями с шиберами 12 вертикального хода связана со сливным баком 13.
Установка включает также напорный бак 14, соединенный с закалочным баком 1 по принципу сообщающихся сосудов патрубком 15, снабженным устройством 16 для дифференцированного расхода жидкости. Это устройство выполнено в виде двух размешенных на патрубке 15 отверстий, перекрытых клапанами. Одно из этих отверстий в поперечном сечении патрубка обеспечивает высокий расход закалочной жидкости для быстрого подъема или сброса уровня в закалочной ванне, другого отверстие - в боковой стенке патрубка обеспечивает малый расход жидкости для перетока нагретой жидкости.
Напорный бак 14 через клапан 17 подачи сжатого воздуха соединен с пневмосистемой нагнетания закалочной жидкости, а также снабжен программируемым по времени атмосферным клапаном 13 для мгновенного или регулируемого по времени сброса уровня закалочной жидкости в ванне. Кроме того, напорный бак 14 соединен с расположенным над ним промежуточным баком 19 трубопроводом 20 с клапаном наполнения 21.
Установка для закалки металлических изделий работает следующим образом.
Осуществляют заполнение закалочной жидкостью баков и закалочной ванны до первоначального перед закалкой уровня.
Поддон 6 с нагретыми под закалку изделиями 7 устанавливают на приемные направляющие 5. Под действием привода 11 прижимная решетка 8 перемещается вниз и поджимает изделия 7 к поддону 6, а ее упоры 9 прижимают поддон 6 к направляющим 5 кантователя 2, таким образом, что над решеткой выступают части изделий, предназначенные для закалки. Затем осуществляют поворот кантователя на 180°, при этом прижимная решетка 8 и закаливаемые изделия оказываются внизу. В напорный бак 14 через клапан 17 подают сжатый воздух, атмосферный клапан 18 сброса воздуха при этом закрыт. Закалочная жидкость под воздействием давления сжатого воздуха по патрубку 15 перетекает в закалочный бак 1. При достижении необходимого уровня жидкости в баке 1, когда закаливаемые изделия или часть их до прижимной решетки 3 оказываются в закалочной жидкости, патрубок 15 перекрывают клапаном устройства 16 и дальнейшая подача жидкости из напорного бака 14 осуществляется через регулируемое отверстие, расположенное на патрубке 15. Излишнее количество закалочной жидкости и нагретые слои жидкости перетекают через переливные отверстия, расположенные в боковых стенках закалочной ванны, в сливной бак 13.
Уровень расположения переливных отверстий по вертикали регулируется шиберами вертикального хода 12, чем и определяется уровень жидкости в закалочном баке 1. По истечении заданного времени клапан 17 подачи сжатого воздуха закрывают, а клапан 18 сброса открывают. Жидкость из закалочной ванны обратным током перетекает в напорный бак 14. Клапан устройства 16 при этом открыт. По окончании закалки кантователь поворачивают на 180° в исходное положение загрузки-выгрузки, поднимая прижимную решетку приводом 11, освобождают поддон 6 с изделиями и выгружают его из кантователя.
Закалочную жидкость из сливного бака 13 насосом прогоняют через охлаждающий радиатор и подают в промежуточный бак 19. В перерывах между циклами закалки для поддержания необходимого уровня жидкости в напорном баке 14 открытием клапана наполнения 21 закалочная жидкость из промежуточного бака 19 поступает в напорный бак 14.
Таким образом, предлагаемое конструктивное выполнение установки позволяет осуществлять широкий спектр технологических процессов закалки металлических изделий различных типоразмеров, а именно, производить закалку как всего изделия целиком, так и отдельных его зон, осуществляя при этом закалку с самоотпуском, а также прерывистую (циклическую) закалку, чередуя охлаждение упрочняемой зоны изделия и ее саморазогрев теплом, аккумулированным неохлаждаемой частью детали и поддона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для формовки и закалки изделий из полосового материала | 1977 |
|
SU682573A1 |
| Установка для закалки стальных деталей | 2020 |
|
RU2755357C1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ДИСКОВЫХ ПИЛ | 1997 |
|
RU2123535C1 |
| Станок для закалки внутренних поверхностей полых цилиндрических изделий | 1981 |
|
SU1025735A1 |
| Устройство для закалки изделий | 1980 |
|
SU1006504A1 |
| Установка для термообработки длинномерных изделий | 1980 |
|
SU939572A2 |
| СПОСОБ ЗАКАЛКИ ПЛОСКИХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2105822C1 |
| Установка для термообработки изделий | 1990 |
|
SU1770385A1 |
| Устройство для закалки листового проката | 1976 |
|
SU611941A1 |
| Закалочный бак | 1988 |
|
SU1629330A1 |

Изобретение относится к области термообработки металлических изделий и может быть использовано для закалки как всего изделия целиком, так и отдельных его зон. Установка для закалки металлических изделий содержит сливной бак и промежуточный бак, насос для прогона через охлаждающий радиатор закалочной жидкости и подачи ее в промежуточный бак. Напорный бак посредством клапана соединен с пневмосистемой нагнетания закалочной жидкости в закалочном баке через клапан подачи сжатого воздуха и атмосферный клапан для сброса воздуха, а посредством патрубка для подачи жидкости из напорного бака в закалочный бак - с закалочным баком, который совмещен с кантователем для поворота поддона с закаливаемыми изделиями на 180° из верхней позиции загрузки-выгрузки в позицию закалки посредством приемных направляющих, выполненных в виде рамы, связанной с приводом. На раме в позиции загрузки-выгрузки установлена подвижная в вертикальном направлении прижимная решетка для поджима закаливаемых изделий к поддону, который выполнен с возможностью расположения в позиции закалки выше уровня закалочной жидкости. Напорный бак снабжен устройством для дифференцирования расхода закалочной жидкости в закалочном баке и клапаном его наполнения. В боковых стенках закалочного бака расположены переливные отверстия, оснащенные шиберами вертикального хода для сброса лишнего количества закалочной жидкости в сливной бак, связанными с устройством для дифференцирования расхода закалочной жидкости в закалочном баке. Закалочный бак соединен со сливным баком, насосом, радиатором, промежуточным баком и напорным баком системой трубопроводов. Технический результат заключается в отсутствии трещин и коробления изделий и в возможности осуществления закалки с самоотпуском. 1 з.п. ф-лы, 2 ил.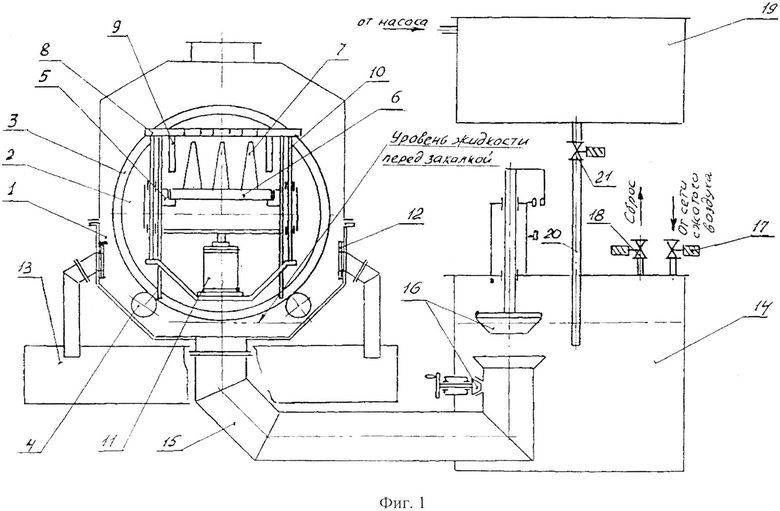
1. Установка для закалки металлических изделий, содержащая закалочный бак с закалочной жидкостью и соединенный с ним напорный бак, снабженный регулятором уровня закалочной среды в закалочном баке, отличающаяся тем, что она содержит сливной бак и промежуточный бак, насос для прогона через охлаждающий радиатор закалочной жидкости и подачи ее в промежуточный бак, при этом напорный бак посредством клапана соединен с пневмосистемой нагнетания закалочной жидкости в закалочном баке через клапан подачи сжатого воздуха и атмосферный клапан для сброса воздуха, а посредством патрубка для подачи жидкости из напорного бака в закалочный бак - с закалочным баком, который совмещен с кантователем для поворота поддона с закаливаемыми изделиями на 180° из верхней позиции загрузки-выгрузки в позицию закалки посредством приемных направляющих, выполненных в виде рамы, связанной с приводом, при этом на раме в позиции загрузки-выгрузки установлена подвижная в вертикальном направлении прижимная решетка для поджима закаливаемых изделий к поддону, который выполнен с возможностью расположения в позиции закалки выше уровня закалочной жидкости, а напорный бак снабжен устройством для дифференцирования расхода закалочной жидкости в закалочном баке и клапаном его наполнения, при этом в боковых стенках закалочного бака расположены переливные отверстия, оснащенные шиберами вертикального хода для сброса лишнего количества закалочной жидкости в сливной бак, связанными с устройством для дифференцирования расхода закалочной жидкости в закалочном баке, а закалочный бак соединен со сливным баком, насосом, радиатором, промежуточным баком и напорным баком системой трубопроводов.
2. Установка по п. 1, отличающаяся тем, что атмосферный клапан сброса напорного бака выполнен программируемым по времени
| СПОСОБ ЗАКАЛКИ ПЛОСКИХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2105822C1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ | 0 |
|
SU192840A1 |
| Установка для закалки колец | 1983 |
|
SU1168617A1 |
| US 8034285 B2, 10.11.2011. | |||

