Изобретение относится к подготовке карьерных песков и может быть использовано при изготовлении отливок методом литья по выплавляемым моделям.
Известны способы пневматической регенерации формовочной смеси (см. книгу И.Б.Зайегрова Регенерация отработанных смесей в литейном производстве, - М.: 1961, стр. 98-133), основанные на использовании высокоскоростного потока для отделения (путем удара и истирания пленок связующих материалов с поверхности зерен песка и воздушного потока для удаления этих пленок и других пылевидных веществ из смеси.
Недостатком указанного способа является сложность использования для подготовки свежих карьерных песков, применяемых для изготовления керамических оболочек литья по выплавляемым моделям, т.к. приводимые скорости воздушного потока обеспечивают не только разрыв пленок связующего материала, но и значительное измельчение песка.
Между тем карьерные пески из-за наличия в некоторых зернах кварца внутренних включений в виде газа или жидкости не обеспечивают высокого качества оболочковых форм в процессе изготовления отливок, что приводит к браку литья из-за эасора формы и растрескивания поверхности контактного слоя оболочки.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является способ измельчения твердых тел, осуществляемый на противоточных струйных мельницах, заключающийся в том, что имельчаемый материал транспортируется в помольную камеру, снабженную одним эжектором; вместо второго эжектора установлена заглушка (1).
Измельчение материала происходит ударом струи сжатого воздуха о металлическую поверхность при давлении сжатого воздуха 0,7 МПа и длине разгонной трубы 170 мм.
Недостатком известного способа с описанными параметрами процесса является полное измельчение кварцевого песка в пыXJ
3
О
ю
|Ьь
левидную фракцию, что не отвечает требованиям литейного производства к зернистости материала.
Целью предлагаемого изобретения является устранение указанных недостатков, т.е. повышение стабильности физико-механических свойств песков и смесью на их основе. Эта цель достигается тем, что в способе,, подготовки карьерных песков, включающем разгон кварцевого песка в горизонтальном потоке в разгонной трубе воздухом, соударение песка об отбойный экран и отсос пылевидной фракции, разгон песка воздухом согласно изобретению осуществляют при давлении последнего 0,2- 0,3 МПа, при этом отбойный экран отстоит от сопла трубы на расстоянии 100...150 мм,
При ударе песка о металлическую поверхность раскалываются практически во всех случаях только дефектные зерна песка, причем разрушение происходит по внутренним дефектам или флокулам, в которые заключены газ или жидкость. Тем самым происходит удаление газовых и жидкостных включений из зерен песка.
Разгон песка воздухом под давлением 0.2....0,3 МПа и при расстоянии от отбойного экрана 100...150 мм позволяет исключить дефектные зерна, стабилизировать физико- механические свойства песка, что в конечном счете сказывается на процессе изготовления керамических фо.рм при литье по выплавляемым моделям, способствуя значительному улучшению качества литья.
Оптимальные параметры заявляемого способа установлены при проведении экспериментальных исследований.
При проведении патентных исследований авторами не обнаружены способы подготовки карьерных песков, аналогичных заявляемому, что доказывает соответствие признаков предлагаемого изобретения не только критерию новизна в сравнении с прототипом, но и существенные отличия.
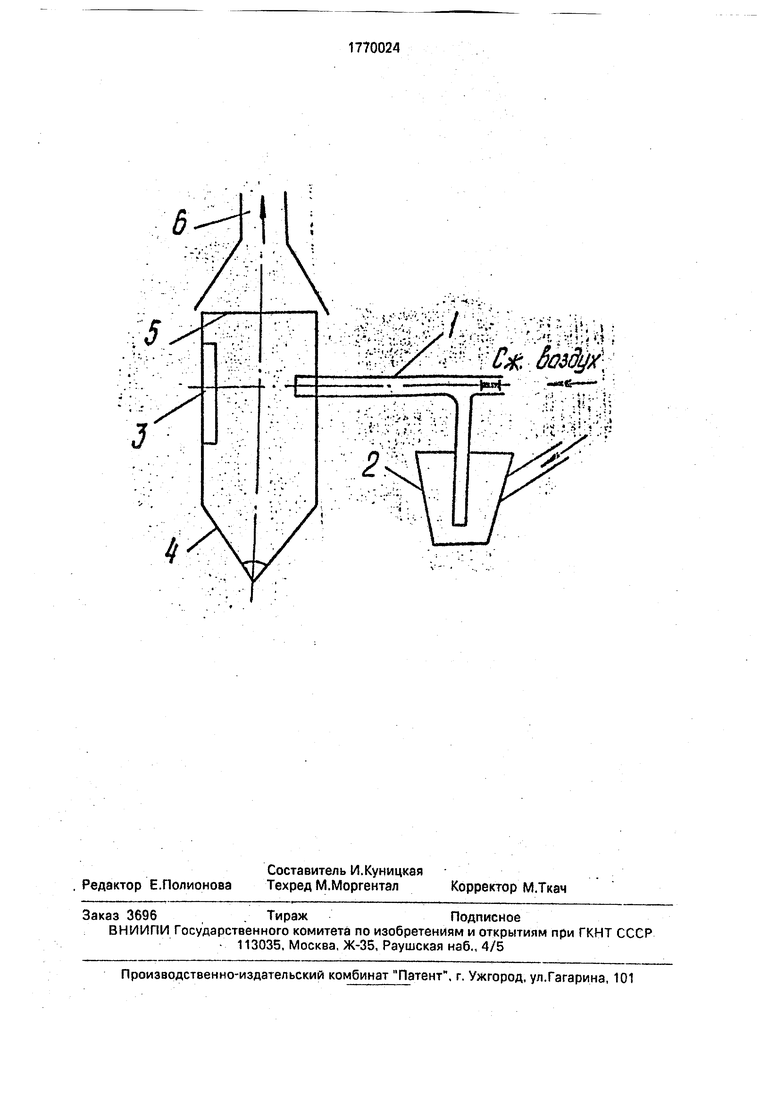
Пример. Для активизации песка использовали лабораторную установку пескоструйного типа, представленную на чертеже. Обычный песок засасывается эжекционной трубкой 1 из бункера 2 и со скоростью 14 м/с, ударяется о плиту (экран) 3, ссыпается в бункер 4. Пыль и мелкие фракции, проходя через крышку 5, удаляются вытяжной вентиляцией 6.
Для определения оптимальных параметров обработки песка, т.е. скорости разгона песка и расстояния от сопла разгонной трубы до экрана, пески разгонялись с разгонными скоростями и разными расстояниями, а затем проверялись на изменение
гранулометрического состава песка и наличие в песке дефектных зерен.
Измерение скорости воздуха в разгонной трубе при диаметре 24 мм и длине тру- бы, равной 1 м производилось при помощи пневмометрических трубок и U-образного манометра(см. книгу И.Б.Зайгерова Регенерация отработанных смес ёй в литейном производстве, 1961 г., стр. 124)при давлениях сжатого воздуха равных 5,10,15,20,25,30,35 МПа.
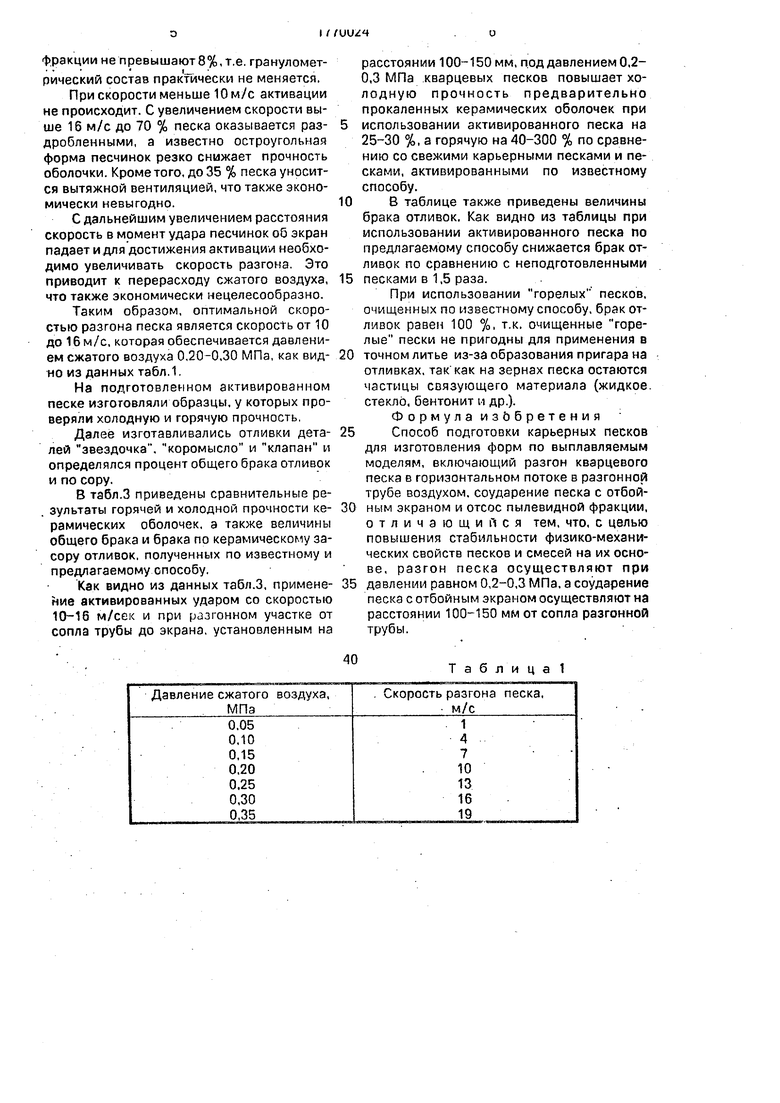
В табл. 1 приведена зависимость скорости от подаваемого давления.
Учитывая снижение скорости в разгон- ном устройстве после введения в него материала вводится коэффициент увеличения скорости - 1,72, полученный опытным путем.
Изменение гранулометрического соста- ва песка измерялось при помощи ситового анализа по стандартной методике.
Наличие в песке дефектных, т.е. имеющих внутренние газожидкостные включения, зерен определялось петрогра- фическими исследованиями песка в шлиф- брикетах при помощи электронного микроскопа марки РЭММА-200.
Для исследований были выбраны пески следующих карьеров и марок: 1. Гусаровский К 0315А
2.Таманский К016А
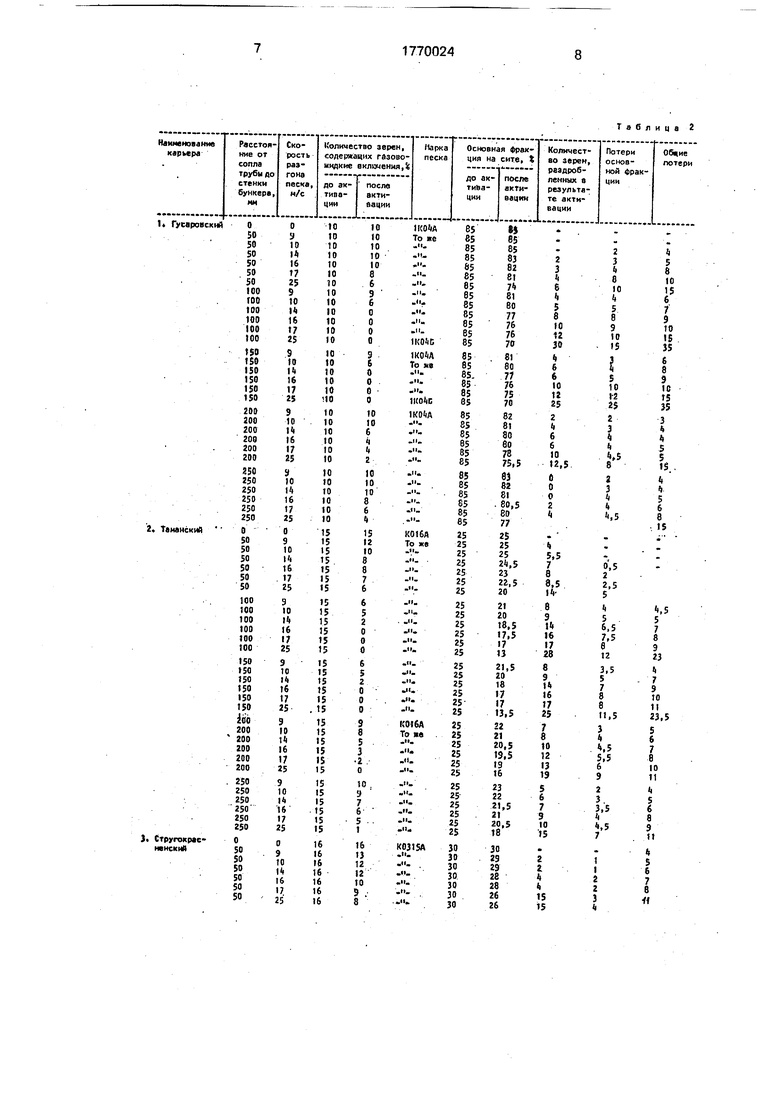
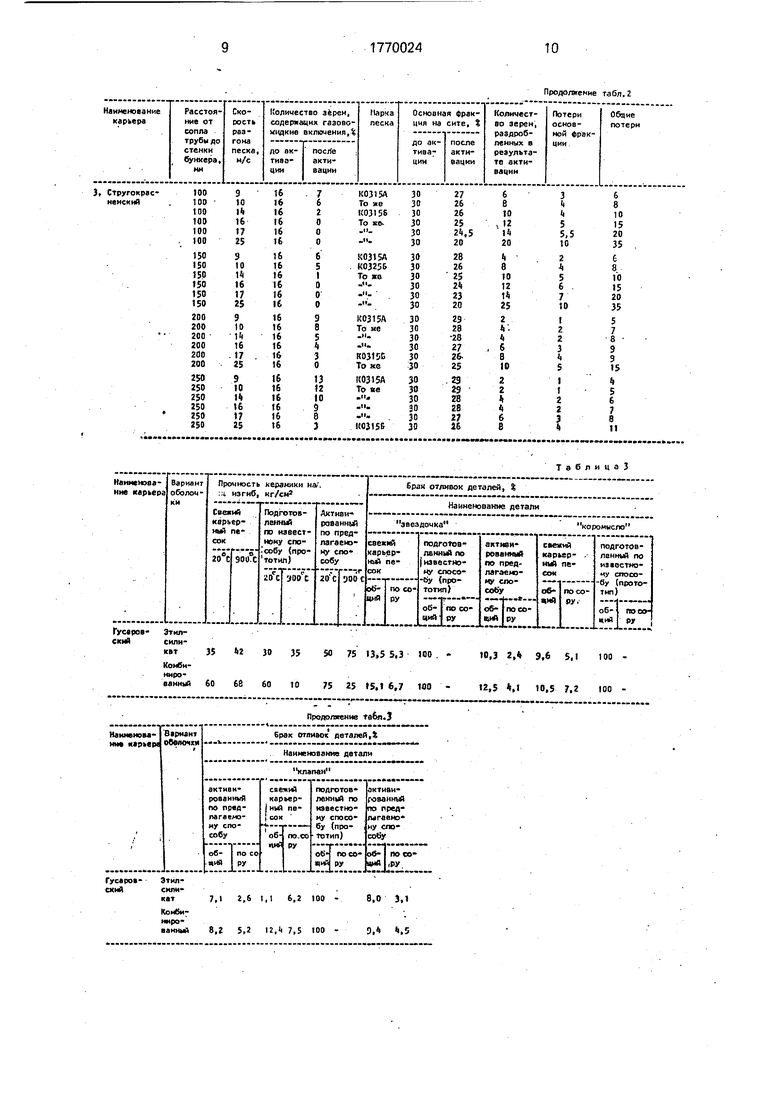
3.Стругокрасненский КО315А Результаты исследований представлены в табл.2.
Как видно из табл.2, пески различных карьеров в разной степени заражены газо- во-жидкими включениями.
В приведенных карьерах количество дефектных зерен колеблется от 8 до 16 %.
Между тем, именно эти зерна снижают прочность керамических оболочек и являются причиной брака литья. Устранение этих зерен и является задачей активации.
В испытаниях расстояние от сопла разтонной трубы до металлической стенки бункера было 50,100,150,200,250 мм, а скороегь для каждого расстояния-9.10,14,16,17,25м/с.
Данные таблицы 2 показывают, что при расстоянии до экрана до 100 мм независимо от скорости разгона, активация практически
не происходит. Количество зерен, имеющих газово-жидкие включения меняется незначительно. Это вызвано тем. что большинство зерен песка соударяются друг с другом и теряют при этом энергию.
5
Наиболее оптимальные результаты получаются при расстоянии 100-150 мм и скорости 10-16 м/с. Содержание дефектных
зерен сводится к нулю, потери основной
фракции не превышают8%, т.е. гранулометрический состав практически не меняется.
При скорости меньше 10м/с активации не происходит. С увеличением скорости выше 16 м/с до 70 % песка оказывается раздробленными, а известно остроугольная форма песчинок резко снижает прочность оболочки. Кроме того, до 35 % песка уносится вытяжной вентиляцией, что также экономически невыгодно.
С дальнейшим увеличением расстояния скорость в момент удара песчинок об экран падает и для достижения активации необходимо увеличивать скорость разгона. Это приводит к перерасходу сжатого воздуха, что также экономически нецелесообразно.
Таким образом, оптимальной скоростью разгона песка является CKopoctb or 10 до 16м/с, которая обеспечивается давлением сжатого воздуха 0,20-0,30 МПа, как видно из данных табл.1.
На подготовленном активированном песке изготовляли образцы, у которых проверяли холодную и горячую прочность,
Далее изготавливались отливки деталей звездочка, коромысло и клапан и определялся процент общего брака отливок и по сору.
В табл.3 приведены сравнительные результаты горячей и холодной прочности керамических оболочек, а также величины общего брака и брака по керамическому за- сору отливок, полученных по известному и предлагаемому способу.
Как видно из данных табл.3, применение активированных ударом со скоростью 10-16 м/сек и при разгонном участке от сопла трубы до экрана, установленным на
40
расстоянии 100-150 мм, под давлением 0.2- 0,3 МПа кварцевых песков повышает холодную прочность предварительно прокаленных керамических оболочек при использовании активированного песка на 25-30 %, а горячую на 40-300 % по сравнению со свежими карьерными песками и песками, активированными по известному способу.
В таблице также приведены величины брака отливок. Как видно из таблицы при использовании активированного песка по предлагаемому способу снижается брак отливок по сравнению с неподготовленными песками в 1,5 раза.
При использовании горелых песков, очищенных по известному способу, брак отливок равен 100 %, т.к. очищенные горелые пески не пригодны для применения в точном литье из-за образования пригара на отливках, так как на зернах песка остаются частицы связующего материала (жидкое стекло, бентонит и др.).
Формула изобретения
Способ подготовки карьерных песков для изготовления форм по выплавляемым моделям, включающий разгон кварцевого песка в горизонтальном потоке в разгонной трубе воздухом, соударение песка с отбойным экраном и отсос пылевидной фракции, отличающийся тем, что, с целью повышения стабильности физико-механических свойств песков и смесей на их основе, разгон песка осуществляют при давлении равном 0,2-0,3 МПа, а соударение песка с отбойным экраном осуществляют на расстоянии 100-150 мм от сопла разгонкой трубы.
Таблица t
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Суспензия для изготовления огнеупорных керамических форм по выплавляемым моделям | 1977 |
|
SU692667A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСОБО ПРОЧНОГО ЦЕМЕНТНОГО БЕТОНА И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2106327C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2302311C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ) | 2013 |
|
RU2539894C2 |
| Способ химико-термической обработки кварцевого песка | 1987 |
|
SU1650322A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ ПО ХОЛОДНОЙ ОСНАСТКЕ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2229357C1 |
| Способ изготовления керамических форм для литья по выплавляемым моделям | 2018 |
|
RU2697678C1 |
| Способ изготовления отливок из графитизированной стали | 1978 |
|
SU718486A1 |
| Способ выплавки модельного состава из керамических форм и устройство для его осуществления | 1987 |
|
SU1423257A1 |
| Прибыль для отливок | 1978 |
|
SU768551A1 |
Изобретение относится к подготовке карьерных песков и может быть использовано при изготовлении отливок методом литья по выплавляемым моделям. Сущность: согласно предлагаемому способу разгон кварцевого карьерного песка осуществляют сжатым воздухом под давлением 0,2...0,3 МПа, а разгонный участок от сопла трубы до отбойного экрана - 100...150 мм. 3 табл.
ГУ Саровский
Твианский
Стругокраснвнекий
О
50
50
50
50
50
50
100
too too
100 100
too ISO
tso
ISO 150 150 ISO
200 200 200 208 200 200
250 250 250 250 250 250
0
50
50
50
50
50
50
100 100 100 100
too
100
150 ISO 150 150 ISO 150
ioo
200 200 200 200 200
250 250 250 250 250 250
0
50
SO
50
50
50
50
0 9 10 14
16 17 25 9
10
14
16 17
25
9 to lit 16
17 25
9
10
111 16
17
25
9
10 14
16
17 25
0
9
10
14
16
17
25
9
ID
14
16
17
25
9
10
11)
16
17 25
Э
10
14
16
17
25
9
10
14
16
17
25
0
9
10
14
16
17
25
10
to
10 10 10 10 10 10 10 ID 10 10 10
10
to to
10 10 40
to
10 10 10
to
10
to
10 10 10 10 10
15 15 15 15 15 15 IS
15
15 15 15 15 15
15 15 15 15 IS , 15
15 15 IS 15 IS 15
15 15 15 15 15 IS
16 16 16 16 16 16 16
0
to
0
0
10
0
o
0
o
0
5
2
0
0 9
6
2
2
0
.
1IC04A To «e
.It.
.H. . . .ti
- I.
1Л
. I.
1К04Б
1K04A
To me
.ч.
u
..
1l(o4c
IK04A .,.
.. .. . ..
.п. в11. .. .. .11. .
K016A
To же .i.
.It. .H.
.11.1.
.11- .11. .11.
.11.
..
.1.
.11. .. .11. .. . I.
Ш6А
To me ..
. .11. .к
. .it. .1. .11. .и. .11.
КОЗ ISA
..
.«.
.11.
«n.
..
.
es as
85 85 65 85 85 85 85 85 85 85 85
85 85 85. 85 85 85
85 85 85 85 85 85
85 85 85 85 85 85
25 25 25 25 25 25 25
25 25 25 25 25 25
25 25 25
25 25 25
25 25 25 25 25 2b
25 25 25 25 25 25
JO 30
30
30 30 30 30
8$
85 85 83 82 81 74 81 80 77 76 76 70
81 80 77 76 75 70
82 81 80 80 78 75,5
83
82
81
80,5
80
77
25
25
25
23
22,5
20
21
20
17,5
17
13
21,5
20
18
17
17
13,5
22
21
20,5
19,5
19
16
23
22
21,5
21
20,5
18
30 29 29 28 28 26 26
2
4 6 4
8 10 12 30
4
6
6
10
12
25
2
4
6
6
10
«2,5
в 0 0 2 4
4 5,5
в
8,5
14
в
9
14
16
17
28
в
9
14
16
17
25
в
10
12
13
19
6
7
9
Ю
15
2
г
4 4
15 15
2
4
8
10
4
5
8
9
10
15
5
10 1-2 25
2
4 4
3
4 4 ,5
0,5 2
2,5 5
4
5
6,5
7,5
в
12
3,5 5
8 8 11,5
3
4 ,5
б5 5
9
2
3
3,5
4
4,5
I I 2
г 3
4
4
5
8
10
15
6
7
9
ю
IS
35
6
8
Э
1C
15
35
3
4 4 5
15
4 4 5 6 в IS
,5
5
7
8
9
23
4
7
9
10
II
23,5
6
8
to
11
4
I 8 9 11
4 в
8 И
3, Стругокрас- ненский
Прочность керамики на/ .
.1 МЗГИб, КГ/СМ2
й ре
Подготов- лентй по нэвест- нону способу (прототип)
20 С SOO С
Активированнойпо предлагаемому способу
1Г
20 С ЭООС
Гусвров- ЭтилскнйсиликатJS 2 JO J5 50 75 13,5 5.3 100. -10,3 2, 9,6 5,1 100 Комбинированный 60 68 60 10 75 25 5,1 6,7 100 -12,5 , 10,5 7.2 100 Продолжение табл.3
7,1 2,6 1,1 6,2 100 8,0 3,1
8,Z 5,2 12,( 7,5 100 -9, ,5
Продолжение табл.2
Таблица
брак отливок деталей, $
Наименование детали
звездочка
коромысло
ежий рьер- й пек
Я
ПО СО1
РУ
подготоаЛБННЬЙ ПО
иэвестно- му спосо- -оу (прототип)
об- I по ео- ций1ру
активированныйпо предлагаемому способу
.-i-.Г..
об- гпосо- ций |ру
свекни карьер- юЛ песок
об- ций
ПО СОРУ.
подготовленный по илестно- му спосо- 6у (прототип)
-1
об-1 по со- ций | ру
8,0 3,1
.V. . ,..-/; Ч . / : : .: . . -.
.. .:..V: v:i i:-i:
/.-:: ; 5/:: -V /j--../- .. /.;. :.: -л ,,
.,
4
-| -«.:;. .
; 5/:: -V
: /j--../- .. /.;. :.: -л ,,
.,
| Акунов В.И | |||
| Струйные мельницы, - М.: Машиностроение, 1977, с | |||
| Способ приготовления кирпичей для футеровки печей, служащих для получения сернистого натрия из серно-натриевой соли | 1921 |
|
SU154A1 |
