Изобретение относится к металлургии, в частности к выплавке и разливке полуспокойной стали.
Полуспок ойная сталь по раскисленно- сти занимает промежуточное значение между кипящей и спокойной сталью. От кипящей она отличается лучшими физико- техническими свойствами, большей устойчивостью против старения и может заменять более дорогой спокойный металл. Однако при существующей технологии ее выплавки и разливки качество слитков полуспокойной стали изменяется от плохого кипящего до спокойного в зависимости от трудно управляемой степенью ее раскис- ленности.
Установлено также, что чем больше степень раскисленности, тем выше уровень и однородность физико-механических свойств по длине раската слитков и тем ближе она по свойствам к спокойной стали. Однако при прокатке слитков из перекисленной полуспокойной стали имеет место повышенная головная обрезь (в среднем 7,5%). которая в отдельных случаях превышает обрезь спокойных слитков, это связано с образовнием сосредоточенной и не всегда изолированной усадочной раковины, стенки которой окисляются во время нагрева слитков в нагревательных колодцах и не свариваются при прокатке даже при самых высоких давлениях.
При недораскисленной же полуспокойной стали Мост над усадочной раковиной получается более плотный и расслой отсутствует. Зато получается рвань слитков из-за близкого залегания к их поверхности сотовых пузырей. В практике для попадания в оптимальные пределы окисленности полуспокойной стали вынуждены использовать такой способ: до разливки полуспокойный металл недораскисляют, а при разливке его дораскисляют в изложнице по времени искрения слитков после разливки, которое рекомендуется в пределах 10-40 минут от момента наполнения слитка. Однако при этой технологии, используемой на Днепровском металлургическом комбинате и на многих других заводах, сталь дополнительно загрязняется неметаллическими включениf
vj О О - О
чми и имеет место массовая рвань слитков {каждый четвертый 8,1 т слиюк рвется в прокатке) и массовый расслой слитков.
Поскольку в просмотренной технической литературе по выплавке и разливке полуспокойной стали за последние 40 лет никаких существенных усовершенствований не обнаружили, то за прототип предлагаемого изобретения принята технология, используемая на Днепровском металлургическом комбинате.
Целью изобретения является повышение физико-механических свойств полуспокойной стали и предохранение слитков от рвани и расслоя.
Эта цель достигается использованием следующих дополнительных к прототипу операций.
Установлено, что чем выше степень окисленности полуспокойной стали, тем выше ее уровень и однородность физико-механических свойств. Установлено также, что рвань полуспокойных слитков, образующаяся из близкого залегания к их поверхности сотовых пузырей, полностью устраняется при приближении ее окисленности к спокойной стали Определим,насколько содержание кислорода в полуспокойной стали необходимо убавить для устранения рвани слитков.
Известно, что содержание кислорода в спокойной стали (при содержании углерода в пределах 0,13-0,20%) составляет 0,005%. Допустим, что содержание кислорода в полуспокойной стали равно 0,015%. Тогда для устранения рвани полуспокойных слитков необходимо уменьшить в ней содержание кислорода на 0,015- 0.,010%.
Полуспокойную сталь по прототипу обычно раскисляют ферромарганец с содержанием кремния не более 1%. Однако используется и ферромарганец с содержанием кремния до 2%. Так вот, для дораскисления полуспокойной стали до спокойной достаточно два килограмма на тонну стали: ферромарганец с одним процентом кремния заменить на ферромарганец с 2 % кремния (более дешевым).
Для предохранения полуспокойных слитков от расслоя; т .е. для устранения в головной их части сосредоточенной усадочной раковины, через 20-40 мин от момента наполнения слитка, в образовавшемся над усадочной раковиной мосте, кислородной трубкой прожигают отверстие и в оставшуюся в слитке жидкую фазу стали той же кислородной трубкой вдувают газообразный «ислород, образующий в жидкой фазе сотовые пузыри, заполняющие сосредоточенную усадочную раковину жидким металлом.
Определим, какой объем кислорода необходимо ввести в оставшуюся жидкую фазу. Допустим, что к моменту ввода кислорода в слитке осталось 4 тонны с содержанием кислорода 0,005%. В кипящей стали перед выпуском из агрегата (по действующей инструкции Днепровского металлургического комбината) содержание кислорода в кипящем металле - ст. 3 кп - должно быть 0,010-0,012%. Учитывая еще ликвационные явления, принимаем содержание кислорода в оставшейся в слитке
жидкой фазе равным 0,010%. Допустим, что содержание кислорода в ней для возобновления кипа достаточно увеличить на: 0,010- 0,,005%. Тогда необходимо ввести кислорода в оставшуюся жидкую фазу:
40001K)U005 W кг или -Ж 0.0154 м3.
где 1,3 - вес 1 м3 кислорода. Допустим, что диаметр выходного сечения кислородной трубки равен 1,5 см. Тогда площадь его равна
30
1,5
-1.75 см2.
Допустим далее, что время ввода кислорода в жидкую фазу равно 5 сек, тогда скорость ввода кислорода равна:
35
0,0154 1000000 1,75 5
1780 см/сек или 17.8м/ сек,
где 1000000 - перевод м3 в см3.
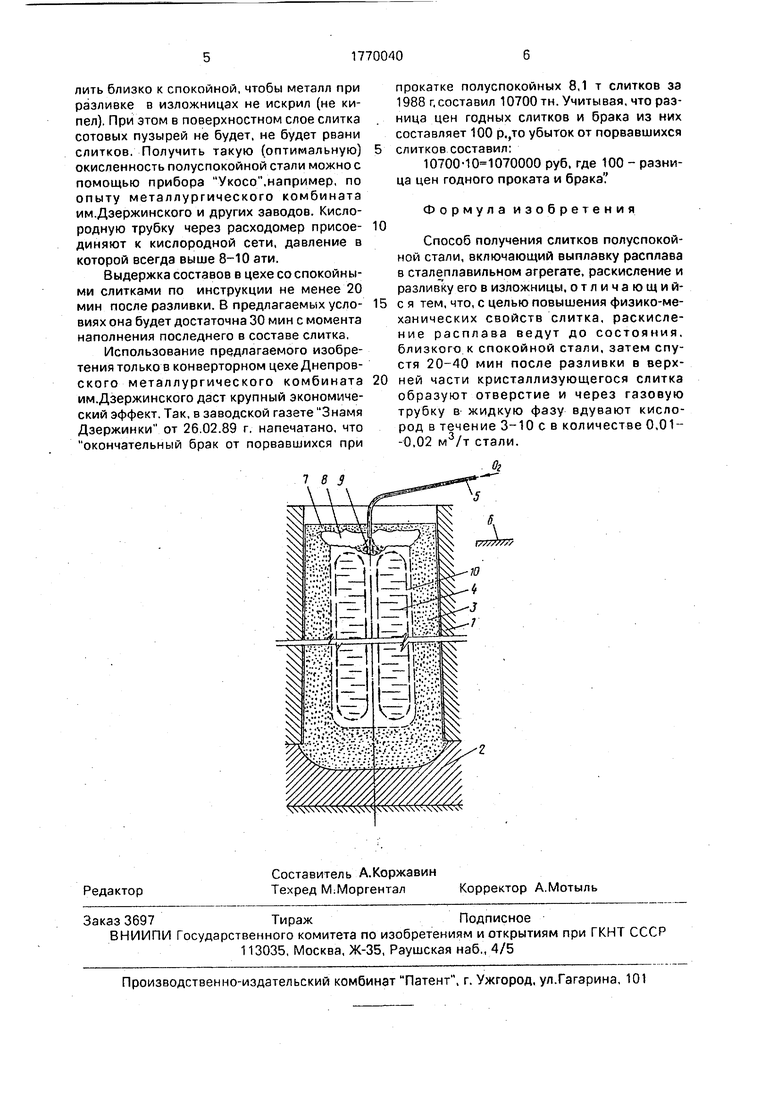
На чертеже представлен предлагаемый способ. В изложнице 1, установленной на поддон 2, где позиция 3 показывает уже затвердевшую часть слитка, а позиция 4 - жидкую еще часть слитка. Через отмеченное
время кислородной трубкой 5 с рабочей площадки 6 газообразным кислородом в мосте 7 прожигают отверстие и в образовавшуюся раковину 8 вдувают кислород. При этом на участке 9 будет окисление железа, которое конвекционными потоками 10, всегда имеющие место при кристаллизации слитков, разнесется по поверхности соприкосновения жидкой фазы 4 с твердой фазой 3 с непременным образованием сотовых пузырей, заполняющих усадочные пустоты металлом.
Для использования предлагаемого изобретения не требуется ни увеличения штата, ни каких-либо затрат. Необходимо только до разливки полуспокойный металл раскислить близко к спокойной, чтобы металл при разливке в изложницах не искрил (не кипел). При этом в поверхностном слое слитка сотовых пузырей не будет, не будет рвани слитков. Получить такую (оптимальную) окисленность полуспокойной стали можно с помощью прибора Укосо,например, по опыту металлургического комбината им.Дзержинского и других заводов. Кислородную трубку через расходомер присоединяют к кислородной сети, давление в которой всегда выше 8-10 эти.
Выдержка составов в цехе со спокойными слитками по инструкции не менее 20 мин после разливки. В предлагаемых условиях она будет достаточна 30 мин с момента наполнения последнего в составе слитка,
Использование предлагаемого изобретения только в конверторном цехе Днепровского металлургического комбината им.Дзержинского даст крупный экономический эффект. Так, в заводской газете Знамя Дзержинки от 26.02.89 г. напечатано, что окончательный брак от порвавшихся при
прокатке полуспокойных 8,1 т слитков за 1988 г.составил 10700 тн. Учитывая, что разница цен годных слитков и брака из них составляет 100 р.,то убыток от порвавшихся слитков составил:
10700-10 1070000 руб, где 100 - разница цен годного проката и брака
Формула изобретения
Способ получения слитков полуспокойной стали, включающий выплавку расплава в сталеплавильном агрегате, раскисление и разливку его в изложницы, отличающийс я тем, что, с целью повышения физико-механических свойств слитка, раскисление расплава ведут до состояния, близкого к спокойной стали, затем спустя 20-40 мин после разливки в верхней части кристаллизующегося слитка образуют отверстие и через газовую трубку в жидкую фазу вдувают кислород в течение 3-10 с в количестве 0,01- -0,02 м3/т стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА ИЗ СПОКОЙНОЙ СТАЛИ С РАССРЕДОТОЧЕННОЙ УСАДОЧНОЙ РАКОВИНОЙ | 1994 |
|
RU2089332C1 |
| Способ получения стали для эмалирования | 1981 |
|
SU998534A1 |
| Способ раскисления низкоуглеродистой стали | 1990 |
|
SU1756365A1 |
| СПОСОБ ПРОИЗВОДСТВА НЕСТАРЕЮЩЕЙ СТАЛИ | 1991 |
|
RU2026364C1 |
| Сталь | 1990 |
|
SU1749296A1 |
| Способ разливки кипящей стали с химическим закупориванием слитков | 1981 |
|
SU967671A1 |
| Способ производства нестареющей малоуглеродистой стали | 1976 |
|
SU621740A1 |
| Способ получения слитков спокойной стали и устройство для его осуществления | 1990 |
|
SU1792795A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 1999 |
|
RU2172349C2 |
| Способ раскисления полуспокойной стали | 1981 |
|
SU1073296A1 |
1
..и 1,|. ;.
:;#. -
Г §-
1FJ
:
| Канальная печь-сушильня | 1920 |
|
SU230A1 |
