Изобретение относится к порошковой металлургии, з частности к способам изготовления алмазного, инструмента,
Известен способ изготовления алмазного инструмента на металлической связке, в котором смесь алмазного порошка и связки прессуют под давлением 2-0,5 т/см и спекают, а объем связки определяют из соотношения: 0.25К + VCB 75-80. где К - концентрация алмазов в условных процентах; V - объем связки, об.% 2.
Целью изобретения является повышение износостойкости инструмента и сниже- ние шероховатости шлифуемой поверхности.
Предложенный способ изготовления алмазного инструмента, преимущественно для тонкого шлифования оптических деталей, включает приготовление шихты смешиванием алмазного порошка и металлической связки, ее прессование и последующее спекание, после спекания заготовки подвергают горячему прессованию до относительной плотности 0,90-0,98.
Изобретение Иллюстрируется следующими примерами.
Изготовление по предлсженному способу инструменты испытывались при обса- ботке на станках АШС-70 на операции тонкого шлифования плоской поверхности линзы УПА из стекла К8 с использованием смазочно-охлаждающсй жидкости СМ7/2. Частота вращения шпинделя инструмента составляла 6200 об/кик, и частота вращения шпинделя изделия 600 об/мин., подача - 0,9 мм/мин, величина снимаемого припуска - 0,06-0,08 мм/мин.
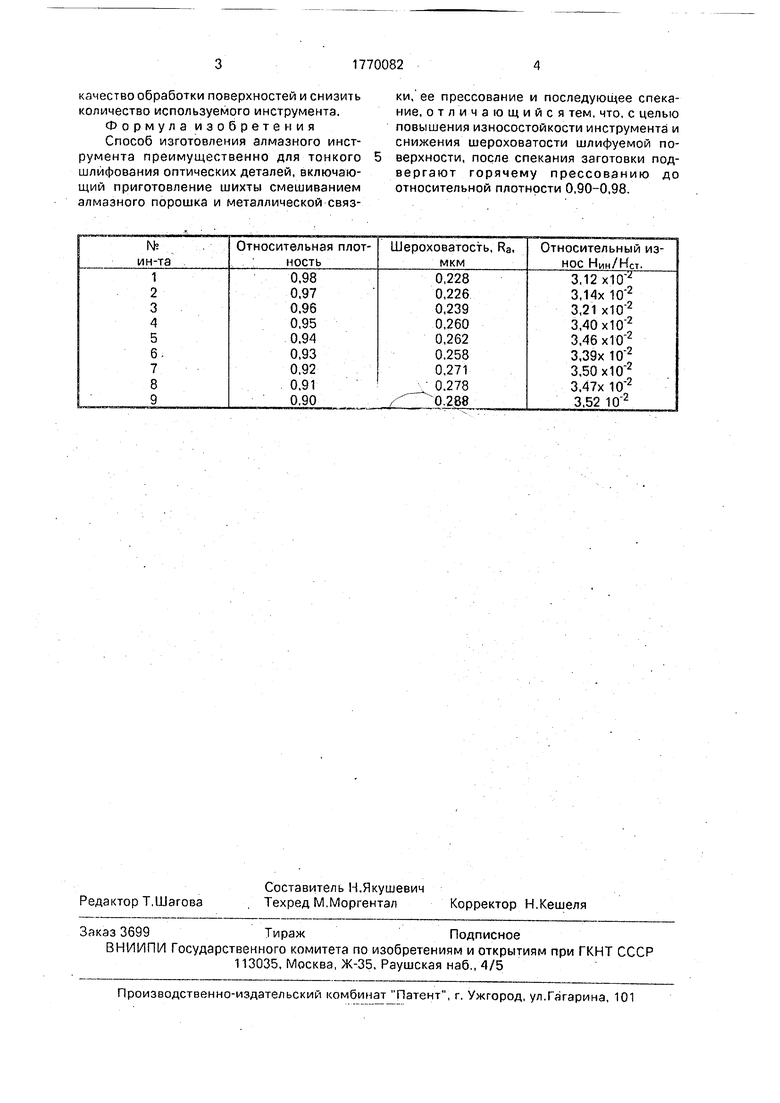
Относительный износ инструмента определялся как отношение высоты сработанной части инструмента к суммарной высоте снятого с обрабатываемых деталей споя стекла (Н ин/Нст). Величина шероховатости обработанных поверхностей контролировалась на профиломет- ре.
Результаты сравнительных испытаний алмазных инструментов сведены в таблицу
Использование данного способа изготовления алмазного инструмента на металлической связке позволяет повысить
И
b
штл
XI х| О О 00 ГО
качество обработки поверхностей и снизить количество используемого инструмента. Формула изобретения Способ изготовления алмазного инструмента преимущественно для тонкого шлифования оптических деталей, включающий приготовление шихты смешиванием алмазного порошка и металлической связки, ее прессование и последующее спекание, отличающийся тем, что, с целью повышения износостойкости инструмента и снижения шероховатости шлифуемой поверхности, после спекания заготовки подвергают горячему прессованию до относительной плотности 0,90-0,98.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления алмазного инструмента | 1988 |
|
SU1533834A1 |
| Шихта на основе нитрида кремния и способ изготовления изделий из нее | 2015 |
|
RU2610744C1 |
| Способ изготовления абразивного инструмента | 1984 |
|
SU1227443A1 |
| Способ изготовления алмазного инструмента | 1989 |
|
SU1662820A1 |
| Способ изготовления алмазного инструмента | 1990 |
|
SU1738629A1 |
| Масса для изготовления алмазного инструмента | 1985 |
|
SU1227441A1 |
| Масса для изготовления абразивного инструмента | 1990 |
|
SU1722803A1 |
| Способ изготовления алмазных элементов | 1981 |
|
SU986770A1 |
| Масса для изготовления алмазного инструмента | 1980 |
|
SU931444A1 |
| Способ изготовления алмазного инструмента | 1981 |
|
SU990423A1 |
Использование: тонкое шлифование стеклянных оптических деталей. Сущность изобретения: алмазный порошок смешивают с металлической связкой, полученную шихту подвергают прессованию и спеканию, после чего полученные заготовки подвергают горячему прессованию до относительной плотности 0,90-0,93
| Способ изготовления алмазного инструмента | 1988 |
|
SU1533834A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ изготовления алмазно-абразивного инструмента | 1973 |
|
SU542639A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
