Изобретение относистя к изготовлению железобетонных напорных трубчатых изделий методом виброгидропрессования.
Известны формы для изготовления виб- рогидропрессованных -трубчатых изделий из бетонной смеси, содержащие сердечник с эластичным чехлом и раструбообразовате- лем в нижней части, охватывающую его концентрично составную из контактирующих продольными фланцами полуформ раздвижную обечайку с запорным кольцом в верхней части и опертую на него крестовину.
Недостатком известных форм для из го-. товления железобетонных напорных труб методом виброгидропрессования является малая надежность и короткий срок службы эластичного чехла.
Наиболее близким к заявленному по технической сущности является форма для изготовления виброгидропрессованных трубчатых изделий из бетонной смеси, содержащая сердечник с эластичным чехлом, охватывающую его концентричйо составную из контактирующих друг с другом полуформ раздвижную оебчайку с запорным кольцом в верхней части, на которое оперта крестовина.
Так как заполнение формы производится до ее верхнего уровня, на котром происходит запирание формы, то в верхней части под запорным кольцом может образовываться пустота. Давление на стенки чехла от бетонной массы в верхней части равно нулю, поэтому при гидропрессовке деформация чехла начинается в верхней части чехла
2
V4 ГО 00
у угла, где и возникает значительное напряжение.
При повторении циклов чехол в верхней части разрушается.
Цель изобретения - повышение надежности и увеличение срока службы чехла.
Поставленная цель достигается тем, что форма для изготовления виброгидропрес- сованных трубчатых изделий из бетонных смесей содержит сердечник с эластичным чехлом и раструбообразователем в нижней части, охватывающую его концентрично составную из контактирующих друг с другом , полуформ раздвижную обечайку с запорным кольцом в верхней части и опертую на него крестовину. При этом крестовина снабжена шарнирно соединенными с ней опорными элементами в виде коромысел, запорное кольцо выполнено составным из вертикально-подвижных внутрененй с на- правля ющими пазами и наружной с размещенными в последних упорами секций, верхние части сердечника и эластичного чехла-с контактирующими наклонными поверхностями.
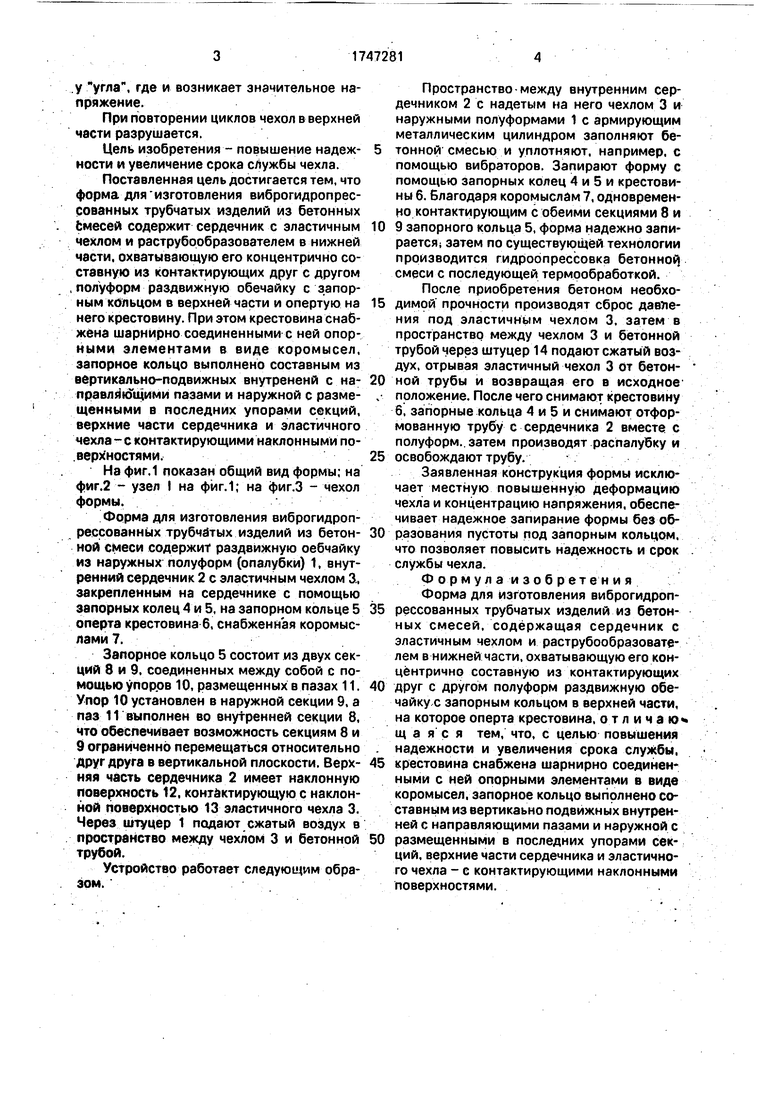
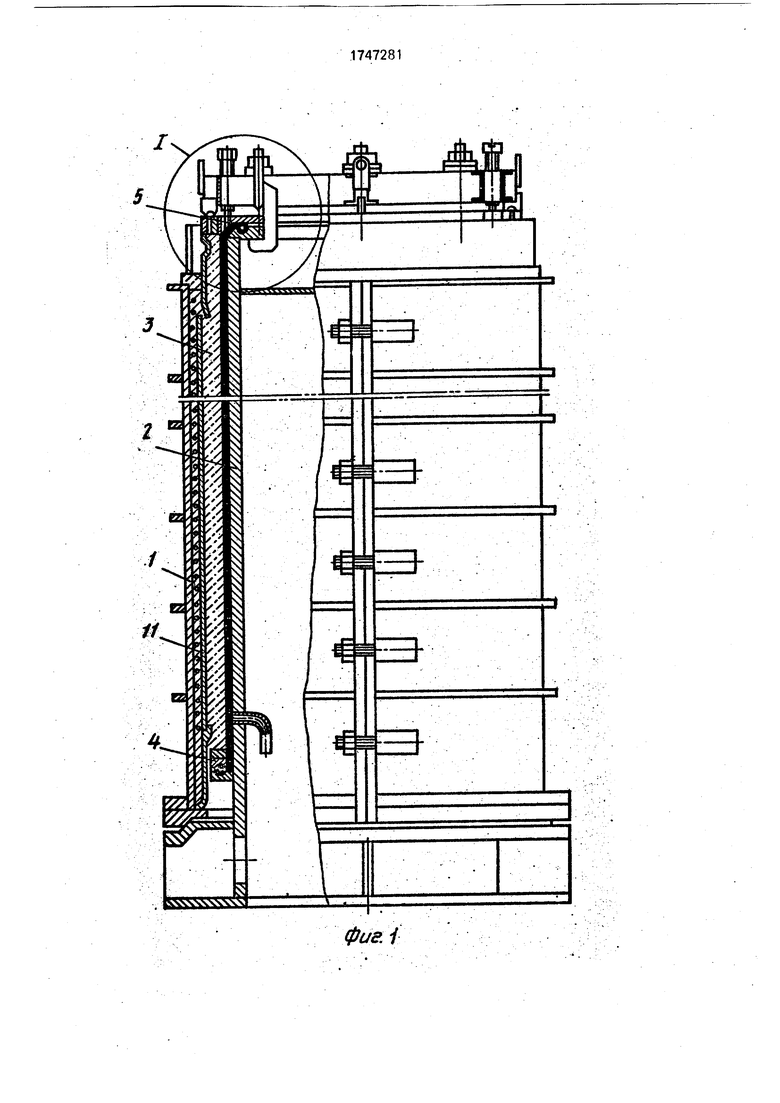
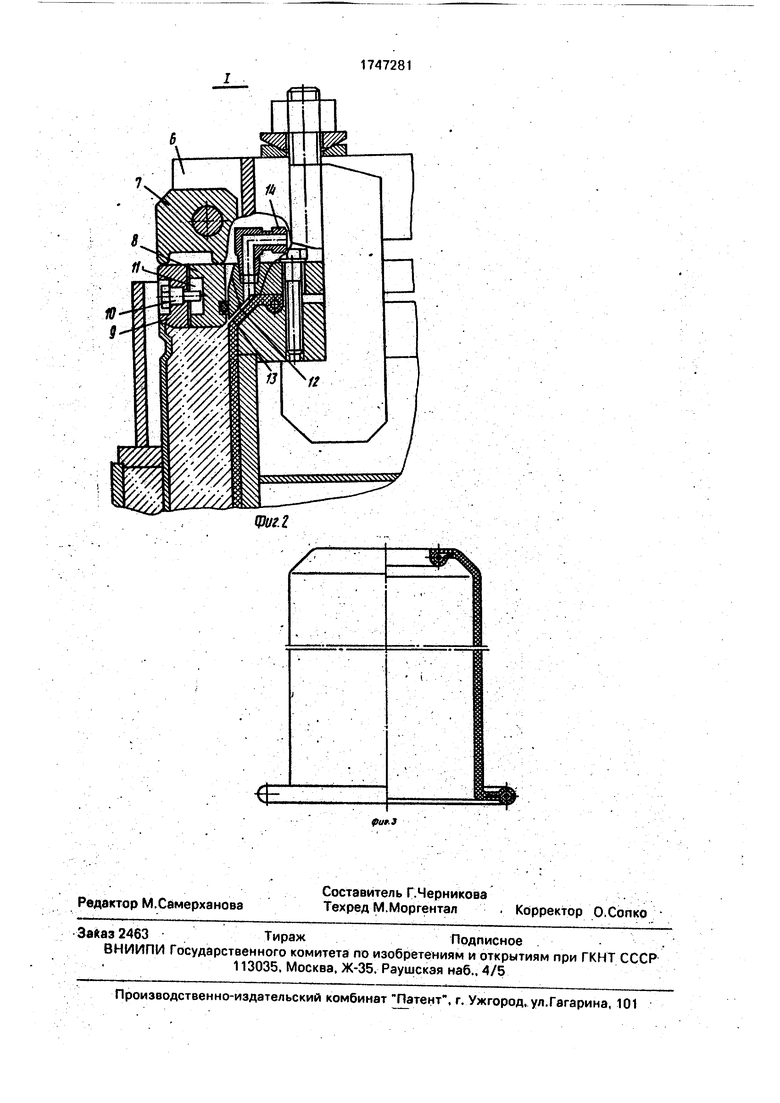
На фиг.1 показан общий вид формы; на фиг.2 - узел I на фиг.1; на фиг.З - чехол формы.
Форма для изготовления виброгидроп- рессованных трубчётых изделий из бетонной смеси содержит раздвижную оебчайку из наружных полуформ (опалубки) 1, внутренний сердечник 2 с эластичным чехлом 3, закрепленным на сердечнике с помощью запорных колец 4 и 5, на запорном кольце 5 оперта крестовина 6, снабженная коромыслами 7.
Запорное кольцо 5 состоит из двух секций 8 и 9. соединенных между собой с помощью упоров 10, размещенных в пазах 11. Упор 10 установлен в наружной секции 9, а паз 11 выполнен во внутренней секции 8, что обеспечивает возможность секциям 8 и 9 ограниченно перемещаться относительно друг друга в вертикальной плоскости. Верхняя часть сердечника 2 имеет наклонную поверхность 12, контактирующую с наклонной поверхностью 13 эластичного чехла 3. Через штуцер 1 подают сжатый воздух в пространство между чехлом 3 и бетонной трубой.
Устройство работает следующим образом.
Пространство-между внутренним сердечником 2 с надетым на него чехлом 3 и наружными полуформами 1 с армирующим металлическим цилиндром заполняют бетонной смесью и уплотняют, например, с помощью вибраторов. Запирают форму с помощью запорных колец 4 и 5 и крестовины 6. благодаря коромыслам 7, одновременно контактирующим с обеими секциями 8 и
9 запорного кольца 5, форма надежно запирается, затем по существующей технологии производится гидроопрессовка бетонной, смеси с последующей термообработкой. После приобретения бетоном необходимой прочности производят сброс давления под эластичным чехлом 3, затем в пространство между чехлом 3 и бетонной трубой через штуцер 14 подают сжатый воздух, отрывая эластичный чехол 3 от бетон-
ной трубы и возвращая его в исходное положение. После чего снимают крестовину 6, запорные кольца 4 и 5 и снимают отформованную трубу с сердечника 2 вместе с полуформ, затем производят распалубку и
освобождают трубу.
Заявленная конструкция формы исключает местную повышенную деформацию чехла и концентрацию напряжения, обеспечивает надежное запирание формы без образования пустоты под запорным кольцом, что позволяет повысить надежность и срок службы чехла.
Формула изобретения Форма для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей, содержащая сердечник с эластичным чехлом и раструбообразователем в нижней части, охватывающую его концентрично составную из контактирующих
друг с другом полуформ раздвижную обечайку с запорным кольцом в верхней части, на которое оперта крестовина, отличаю щ а я с я тем, что, с целью повышения надежности и увеличения срока службы,
крестовина снабжена шарнирно соединенными с ней опорными элементами в виде коромысел, запорное кольцо выполнено составным из вертикаьно подвижных внутренней с направляющими пазами и наружной с
размещенными в последних упорами секций, верхние части сердечника и эластичного чехла - с контактирующими наклонными поверхностями.
00
см r- П-- 
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей | 1986 |
|
SU1451026A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий | 1981 |
|
SU1014723A1 |
| Форма для изготовления из бетонных смесей напорных виброгидропрессованных трубчатых изделий | 1980 |
|
SU963866A1 |
| Форма для изготовления виброгидропрессованных труб | 1990 |
|
SU1770126A1 |
| Устройство для изготовления виброгидропрессованных труб | 1980 |
|
SU903124A1 |
| Форма для изготовления гидропрессованных напорных труб из бетонных смесей | 1986 |
|
SU1329985A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей | 1982 |
|
SU1305044A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ НАПОРНЫХ ВИБРОГИДРОПРЕССОВАННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБ С МЕТАЛЛИЧЕСКИМ ЦИЛИНДРОМ | 1991 |
|
RU2005599C1 |
| Устройство для тепловой обработки виброгидропрессованных трубчатых изделий из бетонных смесей в форме | 1982 |
|
SU1039723A1 |
| Форма для изготовления вибро-гидропрессованных труб | 1982 |
|
SU1052391A1 |
Сущность изобретения: форма содержит сердечник с эластичным чехлом, охватывающую его концентрично составную из контактирующих друг с другом полуформ раздвижную обечайку с запорным кольцом в верхней части, на которое оперта крестовина. Последняя снабжена опорными элементами в виде коромысел 7. Запорное кольцо выполнено составным из вертикаьно подвижных внутренней 8 с направляющими пазами 11 и наружной 9 с размещенными в последних упорами 10 секций. Верхние части сердечника и эластичного чехла снабже- ны наклонными контактирующими поверхностями 12 и 13. 3 ил.
