1
Изобретение относится к промышленности строительных материалов, в частности к производству асбестоцементных изделий.
Известны установки для приготовления асбестоцементной суспензии,, содержащие коллектор асбестовой суспензии.
Недостатком таких установок является то, что при большом числе аппаратов оператор не в состоянии быстро решать задачи оптимального распределения доз асбестовой суспензии по турбосмесителям, что приводит к простою оборудования и снижению производительности предприятия в целом.
Известна также установка, содержащая гидропушители, соединенные через коллектор с турбосмесителями исполнительные механизмы выпускных клапанов гидропушителей и впускных icnanaHOB турбосмесителей, программные блоки, основные элементы Памят
И И гидропушителей, датчики нижнего уровня гидропушителей, основные элементы Память и И турбосмесителей, датчики нижнего и верхнего уровня турбосмесителей, причем выход программного блока подключен к одному из входов основного элемента И гидропушителя, выход которого через основной элемент Память гидропушителя подключен к исполнительному механизму выпускного клапана соответствующего гидропушителя, датчик нижнего уровня гидропушителя соединен с другим входом основного элемента Память гидропушителя, датчик нижнего уровня турбосмесителя соединен с одним из входов основного элемента И турбосмесителя, выход которого через основной элемент Память турбосмесителя соединен с исполнит(ел ным механизмом впускного клапана турбосмесителя, датчик верхнего уровня турбосмесителя подключен к другому входу основного элемента ПаDate : 25/07/2001

| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления напорных виброгидропрессованных раструбных железобетонных труб | 1976 |
|
SU559602A1 |
| Форма для изготовления напорных виброгидропрессованных раструбных железобетонных труб | 1973 |
|
SU465339A1 |
| Способ изготовления виброгидропрессованных труб со спирально-перекрестным арматурным каркасом | 1988 |
|
SU1653984A1 |
| ТРУБА ЖЕЛЕЗОБЕТОННАЯ НИЗКОНАПОРНАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2770507C2 |
| Форма для изготовления напорных виброгидропрессованных труб с металлическим цилиндром | 1991 |
|
SU1838112A3 |
| Форма для изготовления из бетонных смесей напорных виброгидропрессованных трубчатых изделий | 1980 |
|
SU963866A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий | 1981 |
|
SU1014723A1 |
| Способ формования виброгидропрессованных трубчатых изделий | 1989 |
|
SU1715638A1 |
| Форма для изготовления виброгидропрессованных труб | 1990 |
|
SU1770126A1 |
| Способ изготовления виброгидропрессованных раструбных труб из бетонных смесей и устройство для его осуществления | 1983 |
|
SU1278230A1 |
Number of pages : 4
Previous document : SU 559601
Next document : SU 559608A
Союз Советских
ОПИСАНИЕ
Социалистических
Республик ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДШТЕЛЬеТВУ
(61) Дополнительное к авт. свид-ву№ 465339
{22)3аявлено02.02.76 (21)2319596/33
С присоединением заявки № сударственный хомятет
(23) Приоритет СССР
по делам изо5ретенкй
Опубликовано 15.О1.79.Бюллетень № 2 и открытий Дата опубликования описания 18.01.79
(72) Авторы
И. Л. Медовый и Е. К. Шубин изобретения (71)Заявитель
(54) ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ НАПОРНЫХ ВИБРОГИДРОПРЕССОВАННЫХ РАСТРУБНЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБ
1
Изобретение отнсхзится к яроиэводс ву изделий из бетонных смесей, а имен но труб, методом виброгидропрессования.
В основном авт. св. № 465339 описана форма для изготовлеш1я напорных виброгидроггрессованных раструбных желзобетонных труб, содержащая наружную опалубку, внутренний сердечш1к с элас тичным чехлом, причем последние выполнены с расширением в раструбной частя в виде усеченного конуса и цилиндра, на котором укреплен съемный фаскообразователь из эластичного материала.
Но поскольку переход в раструбной части сердечника выполнен в виде усеченного конуса, для сохранения необходимого размера торцового зазора в стыке труб при их соединении в трубопровод, конфигурация внутре1шей части раструба и торец втулочной части трубы а также юс стыковое соединение на соответствуют стандартным размерам, принятым по ГОСТ 12586-74.
С 559602
-2 . ; .,
(51) 28 в 21/54
(53) УДК 621.643. ,25(О88.8)
Цель изобретения - обеспечение возможности получения изделий со стандарт ной раструбной частью.
Это достигается тем, что эластичный чехол снабжен в раструбной части утолщением в виде уступа с кольцевой поверхностью, перпендикулярной цет ральной оси формы.
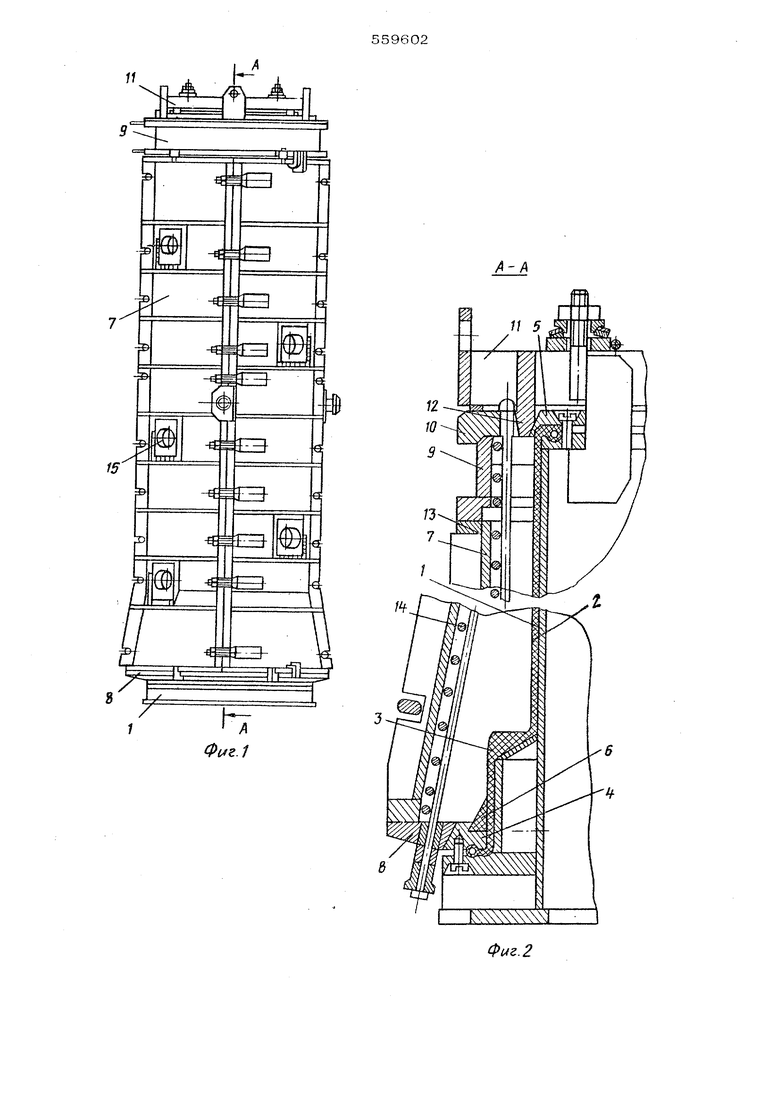
На фиг. 1 показана форма в сбора, общий вид; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 стык труб.
Форма для изготовления напорных виброгидропрессова1гаых раструбн тх напорных железобетонных труб i состоит из металлического внутреннего сгердечника 1, на который надет эластичный чехол 2, который в месте его прилегания к поверхности сердечгшка в виде усеченного конуса снабжен утолщением в виде уступа 3 с кольцевой поверх ностью, перпе1щикулярной центральной оси формы. Эластичный чехол 2 прикреплен с торцов к сердечнику 1 специальными кoльцa tи 4 и 5. Для образования Государственный проектно-конструкторский институт Индустройпроект
эаходной фаски в раструбной части железобетонной трубы в фигурный паз кольца 4 закладывается эластичное кольцо 6 Для предотвращения попаданиа мельчайших частия бетонной смеси меж ду эластичным копщом 6 и чехлом 2, стык между ннмй аакленвается клейкой пентой. Кольцо 4 одйовремешю является посадочным гнездом для наружной упруго расширяющейся опалубки 7, Для предотвращения вытекания цементного молока стык кольца 4 с нижним анкерным кольцом 8 промазывается битумной мастикой.
Втулочнь1Й колец формы состоит из нерасшнряемого калибрующего кольпа 9, верхнего ахжерного кольца 10 и креотовины 11 с прижим1й м кольцом 12, имеющим в месте его прилегания к бетону во втулочной части трубы горизонтальную кольцевую поверхнобть.
Форма работает следующим образом. Пространство между внутренним сердечтгаком 1 с надетым на него зпас Т1ргаым чехлом 2 и наружной упруго расширяющейся , 7, оснащенной продольными стержнями 13 и спираль 1ым арматурным каркасом 14, за полняют бетонной смесью и уплотняют, например, с помощью пневмовибраторов 15, навешиваемых на наружную опалубку 1, После заполнения формы бетонной смесью до задакного уровня по высоте, на втулочный конец формы устанавлиaajoT и закрепляют крестовину 11с уплотнительным кольцом 12 так, что его горизонтальная кольцевая поверхность контакт фует с горизонта шной
колвдевой поверхностью бетона, образующейся во втулочной части формы.
Затем, как обычно при изготовлении железобетон 1ых труб гидропрессованием, под эластичный чехол 2 с заданным режимом по времени и давлению подают воду, которая, расширяя его, производит прессова гае бетонной смеси и напряжение арматуры сшфального каркаса 14.
После достих ения бетоном заданной прочности производят сброс давления под эластичным чехлом 2, затем раскрепляют и снимают крестовину 11с уплотнительным кольцом 12 и вакуумируют подчехольное лространство, от рывая эластичный чехол 2 от бетона и возвращая его в исходное положение, после чего снимают упруго расщиряющуюся наружную опалубку 7 с отформованной железобетонной трубой с сердечника. Далее наружную упруго расширяющузося опалубку 6 разбирают по ее продольным стыкам, обрезают концы про- -допьньтх стержней 13 и извлекают готовую трубу.
Формула изобретения
Форма для изготовления напорных виброгидропрессованных раструбах железобетонных труб по авт. св. № 465339, отличающаяся тем, что, с целью обеспечения возможности получения изделий со стандартной раструбной частью; эластичный чехол снабжен в раструбной части утолmemisM в виде уступа с кольцевой поверхностью, перпендикулярной центральной оси формы.
