Изобретение относится к области машиностроения, а именно к шлифованию и может быть использовано при производстве шлифующих шариков, предназначенных для полировочных устройств.
Известны способы изготовления шлифующих тел для центробежного шлифования из абразивного бол, карбида бора, окиси хрома и др. на керамической и вулка- нитовой связке 1
Наиболее близким по технической сущности решением является способ изготовления огнеупора 2, при котором вначале изготавливают сферические агрегаты, загружая сначала крупные частицы (0,104 мм) огнеупорного материала (например, 20% от
всей смеси) в гранулятор. затем вводят связующее вещество, например, отработанную целлюлозу, а после смешения прибавляют (например, 10%), мелкий порошок (напр, размером 10 мкм) того же материала, что и крупные частицы. В результате поверхность крупных зерен покрывается частицами мелкого порошка. После этого к гранулированным крупным зернам снова прибавляют связующее вещество и в гранулятор распыляют мелкий порошок (например в количестве 10%). На полученные крупные агрегаты пульверизацией наносят шлам HS воды и остального количества мелкого порошка. Однако, полученные огнеупоры невозможно применять при полировании изделий из- за различной величины составляющих
VI VI
О
со
зерен, приводящей к образованию царапин на изделиях.
Целью изобретения является улучшение полирующих свойств.
Эта цель достигается тем, что при изготовлении шариков-гранул из алюмооксид- ной керамики включающий постадийную загрузку огнеупорного материала в грануля- тор, п ричем вначале загружают крупные частицы, затем вводят связующее вещество в количестве 8-10%, после чего постепенно засыпают порошок того же материала, что и крупные частицы, в качестве связующего раствора используют 1,5-2% раствор синтетического каучука или парафина в бензине, а порошок с размерами частиц до 0,003 мм в количестве 15-17% от веса первоначально загруженных частиц и обкатывают до полного перехода всего порошка в гранулы, а на каждой последующей стадии добав- ляют те же связующие и порошок в количестве соответственно 8-10% и 15- 17% от веса шариков-гранул, полученных на предыдущей стадии и обкатывают.
Способ осуществляется в несколько стадий.
На первой стадии во вращающийся барабан засыпают частицы (сферические) окиси алюминия в у-фазе размером 0,1-0,2 мм, С помощью капельницы или распылителя вводят 1,5-2% раствор синтетического каучука или парафина в бензине в количестве 8-10% от веса загруженных зерен. Тонкой струей засыпают порошок окиси алюминия в cr-фазе с размером зерен до 0,003 мм в количестве 15-17% от веса загруженных зерен. Обкатывают пока весь порошок не перейдет в гранулы, обычно 3-5 мин. Затем на последующих стадиях повторяют процесс введения связующего и порошка, причем, на каждой стадии связующее и порошок вводят в количестве 8-10% и 15-17% соответственно от веса шариков-гранул, полученных на предыдущей стадии. Количество стадий зависит от необходимых размеров шариков-гранул. Как правило размер их достигает 3-5 мм в диаметре.
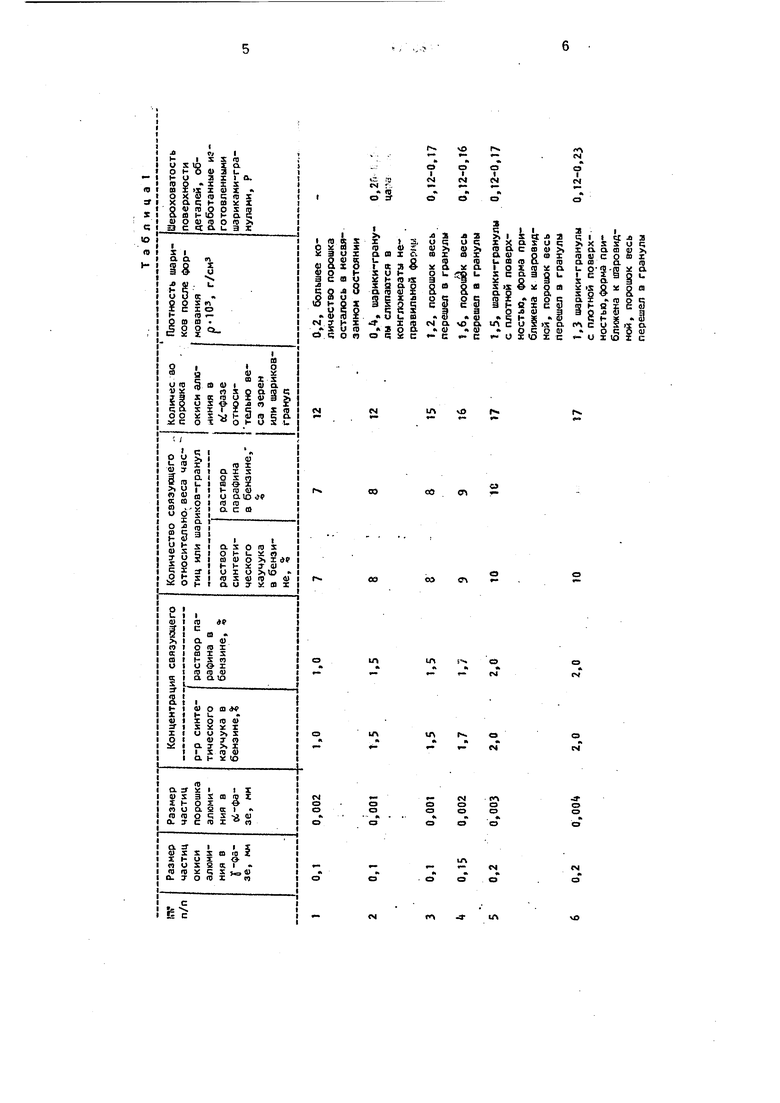
Размеры частиц окиси алюминия в у фазе, количество связующего и порошка, концентрация связующего подобраны, исходя из экспериментальных данных (табл.
1).
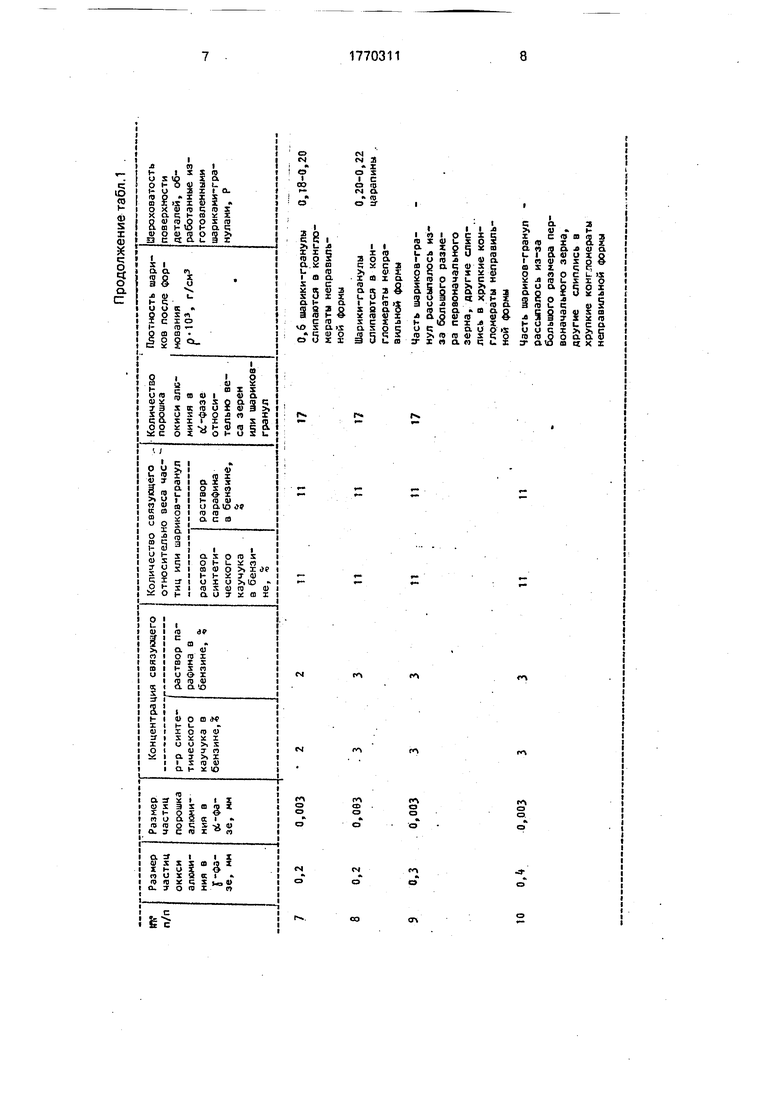
Из таблицы 1 очевидно, что размеры частиц окиси алюминия в у- фазе, количество связующего и порошка, концентрация связующего являются оптимальными в примерах 4-6. Величину частиц подсыпаемого
порошка окиси алюминия в /-фазе до 0.003 мм выбрали исходя из необходимых полирующих свойств полученных после спекания
шариков-гранул. Более крупный порошок,
оказываясь на поверхности шариков-гранул
оставляет на полируемой детали царапины.
Пример.
Во вращающийся со скоростью 40-50 об/мин барабан емкостью 40 дм заложили 50 г шарообразных частиц окиси алюминия в у-фазе (технический глинозем ГОСТ 6912- 64), не прекращая вращать барабан, вводят
капельницей 4 г раствора 1,7% синтетического каучука в бензине, а затем постепенно засыпают 7,05 г порошка окиси алюминия в а-фазе, получаемым в соответствии с ТУ- ВК94-2, продолжали вращать барабан 3-5
мин, пока весь порошок не перейдет в гранулы. Вес гранул, полученных на 1-ой стадии равен сумме всех компонентов. Затем вводят4,9 г раствора и 9,2 г порошка и опять производят обкатку, на 3-ей стадии вводят
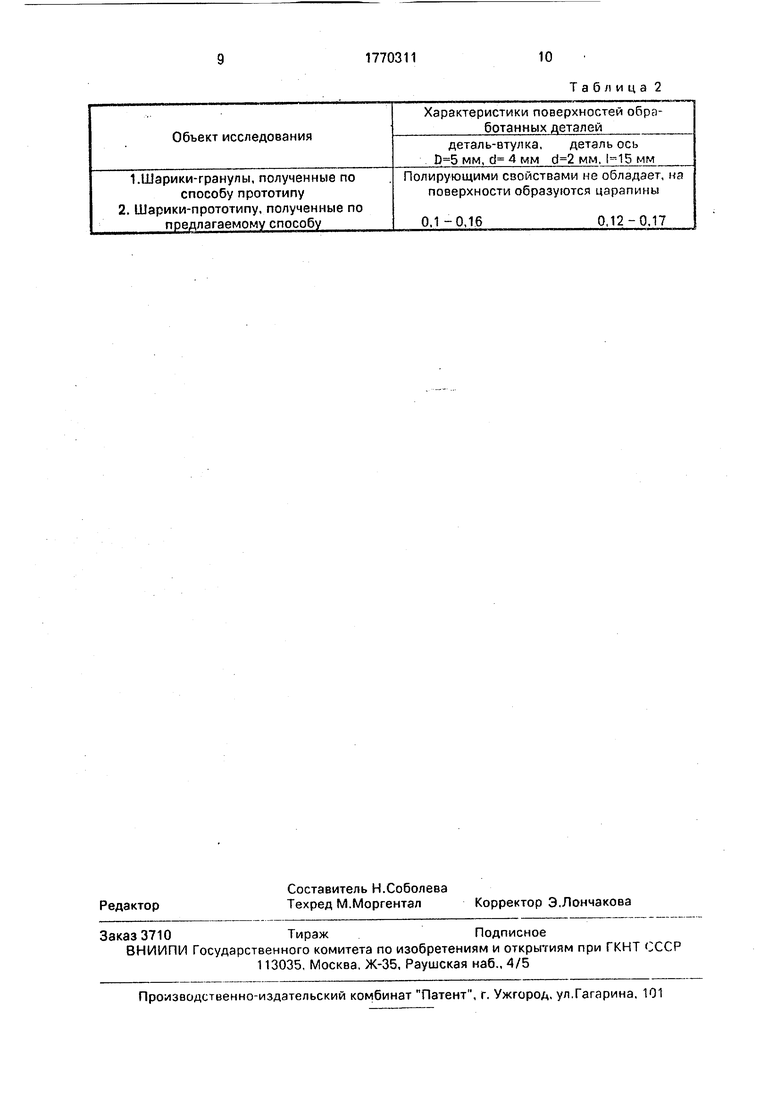
6 г раствора и 11,3 г порошка, на 4-ой стадии - 7,4 г раствора и 13,9 г порошка, на 5-ой стадии 9,1 г раствора и 17,1 порошка. После того, как диаметр шариков-гранул достигает 3,5 мм прекращают процесс формообразования шариков и подвергают их спеканию в электропечи типа СНО в соответствии с общепринятой технологией, например (3). Полученные шарики-гранулы обладают лучшими полирующими свойствами по сравнению с шариками-гранулами прототипа (см. табл. 2).
Формула изобретения Способ изготовления гранул из алюмо- оксидной керамики, преимущественно для
центробежного полирования, путем последовательной загрузки в гранулятор, крупных частиц y-AlaOa, связующего вещества в количестве 8-10 мас.% и тонкодисперсного порошка и смещения-откатывания,
отличающийся тем, что, с целью улучшения полирующих свойств, в качестве связующего используют 1,5-2%-ный раствор синтетического каучука или парафина в бензине, тонкодисперсный порошок
с размерами частиц до 0,003 мм в количестве 15-17 % от массы первоначально загруженных частиц y-MzOs, после чего добавляют то же связующее и тонкодисперсный порошок в количестве соответственно
8-10% и 15-17% от массы полученных гранул и повторно обкатывают.
0,2
о.ооз
0,2
0,003
о,3
0,003
ю
о,4
0,003
п
11
11
п
и
11
17
17
17
11
п
0,6 шарики-гранулы 0,18-0,20 слипаются в конгломераты неправильной формы
Шарики-гранулы0,20-0,22
слипаются в кон-царапины .
гпомераты неправильной формы
Часть шариков-гранул рассыпалось из- за большого размера первоначального зерна, другие слиплись в хрупкие конгломераты неправильной формы
Часть шариков-гранул - рассыпалось из-за большого размера первоначального зерна, другие слиплись в хрупкие конгломераты неправильной формы
-J
--4
о
со
00
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приготовления универсального бифункционального катализатора для превращения синтез-газа и углеводородов в бензиновые фракции | 2018 |
|
RU2676086C1 |
| Способ изготовления огнеупорных слоистых гранул | 1981 |
|
SU1058930A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОППАНТА (ВАРИАНТЫ) И СПОСОБ ГИДРАВЛИЧЕСКОГО РАЗРЫВА ПЛАСТА С ИСПОЛЬЗОВАНИЕМ ПОЛУЧЕННОГО ПРОППАНТА (ВАРИАНТЫ) | 2008 |
|
RU2507178C2 |
| Алюмооксидная композиция и способ получения керамического материала для производства подложек | 2016 |
|
RU2632078C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВОГО ПОРОШКА | 2001 |
|
RU2206430C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУВСТВИТЕЛЬНОГО ЭЛЕМЕНТА ТВЕРДОЭЛЕКТРОЛИТНОГО ДАТЧИКА КОНЦЕНТРАЦИИ КИСЛОРОДА | 2000 |
|
RU2167415C1 |
| НАНОКРИСТАЛЛИЧЕСКИЕ СПЕЧЕННЫЕ ТЕЛА НА ОСНОВЕ АЛЬФА-ОКСИДА АЛЮМИНИЯ, СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, А ТАКЖЕ ПРИМЕНЕНИЕ | 2006 |
|
RU2383638C2 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННЫХ ТВЕРДЫХ СПЛАВОВ | 2013 |
|
RU2548846C2 |
| Способ получения магнитно-абразивных материалов | 1977 |
|
SU716798A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С ВЫСОКИМ СОДЕРЖАНИЕМ ПОРОШКОВ АЛМАЗА И/ИЛИ КУБИЧЕСКОГО НИТРИДА БОРА | 2010 |
|
RU2476618C2 |
Назначение: изобретение относится к области машиностроения, а именно к шлифованию, и может быть использовано при производстве шлифующих шариков, предназначенных для полировочных устройств. Сущность изобретения: во вращающийся барабан засыпают зерна окиси алюминия в а-фазе размером 0.1-0,2 мм, затем вводят связующее в виде раствора 1,5-2%-ного синтетического каучука или парафина в бензине в количестве 8-10% от веса загруженных зерен, после чего постепенно засыпают порошок окиси алюминия в а-фазе с размерами зерен до 0,003 мм в количестве 15- 17% от веса первоначально загруженных зерен и обкатывают до полного перехода всего порошка в гранулы, затем процесс засыпки порошка окиси алюминия в а-фазе со связующим и обкатки повторяют несколько раз до получения шариков - гранул необходимого размера, после этого шарики - гранулы повергают спеканию. Шерохова- тость поверхности, обработанной этими гранулами составляет 0,12-0,17 Р. 2 табл.
| Инструмент для отделочно-зачистной и упрочняющей обработки деталей | 1980 |
|
SU918056A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
