Для отливки тонкостенных деталей на установках, состоящих из двух камер (для литейной формы и заливочного тигля), обычно создают разрежение в камере с формой, заполняемой жидким металлом, и затем в камеру подают сжатый воздух или инертный газ для кристаллизации металла под давлением.
Предложенный способ отличается от известного тем, что при заполнении металлом формы создают давление в камере с формой боль ше атмосферного, а в камере с тиглем больше давления в камере с формой. Это позволяет повысить качество отливки.
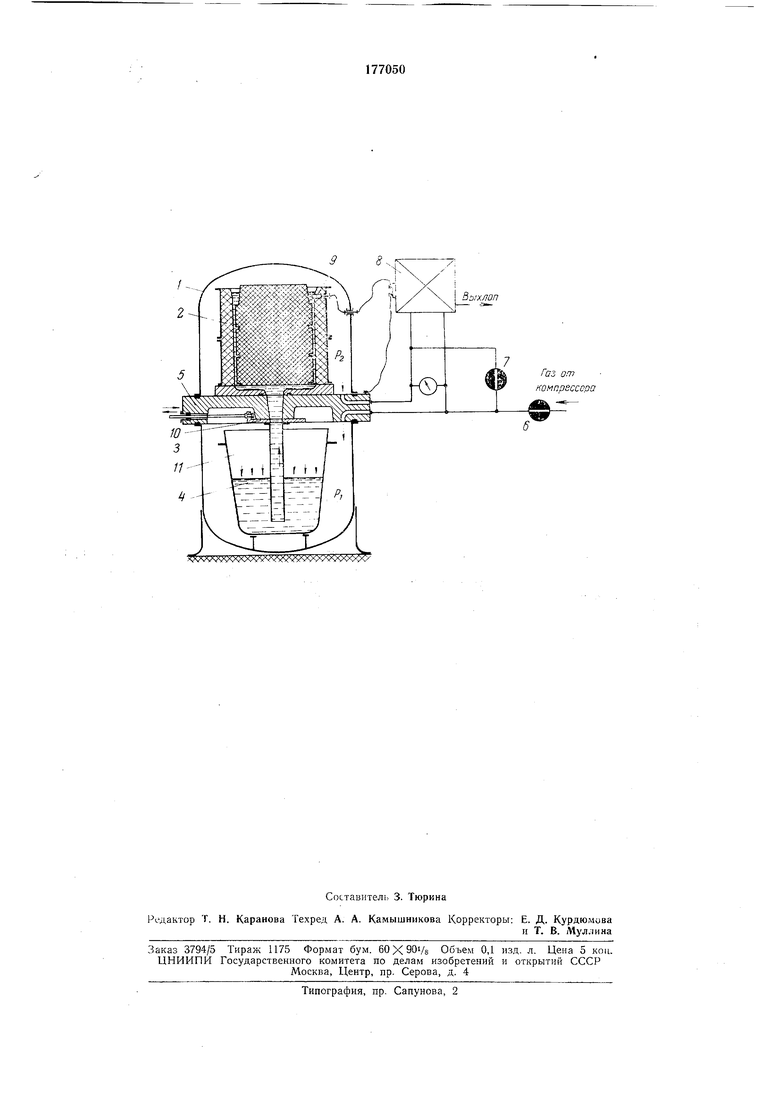
На чертеже показана установка д.чя получения отливок по описываемому способу, со стоящая из камеры / для литейной формы 2 и камеры 3 для заливочного тигля 4. Камеры разделены стапиной 5 с уплотнениями, обеспечивающими создание в камерах ; гклений Т , и Р-2. Металл заливают в форму следуюнщм образом.
Вначале обе камеры заполняют сжатым воздухом или инертным газом и поддерживают н них одинаковое давление (выше атмосферного) при помощи проходных крапов 6 и 7. Когда давление в камерах достигнет заданного, доступ сжатого газа в камеру / прекращают, закрывают кран 6. После этого вк.:1Ючают автоматическое регулирующее устройство 8 для поддержания заданной разности давлений (Я,-Р2)- причем это достигается
только уменьшением давления PZ благодаря соединению камеры / через регулирующее устройство 8 с атмосферой. Момент окончания заполнения формы 2 металлом контролируется датчиком 9, сигнал которого передается устройству 8 для выравнивания давления в обеих камерах, а также для перемещения отсекате.1я 10, закрывающего подачу металла в форму по металловоду
//. Установка может работать без датчика 9 и отсекателя 10, но в этом случае для предотвращения выплеска металла форма должна быть закрыта сверху крышкой. Дальнейщая кристаллизация металла в форме происходит под Действием того же высокого давления, которое было создано в камере 1 до начала процесса заполнения формы металлом.
Предмет изобретения
Способ отливки тонкостенных деталей на установке, состоящей из двух камер (для литейной формы и заливочного тигля), по которому заполнение формы металлом происходит в силу разности давлений в камерах, отличающийся тем, что, с целью повышения качества отливаемых деталей, при заполнении формы металлом создают давление в камере с формой болыпе атмосферного, а в камере с тиглем - больше давления в камере с формой.
/ffJ от хоипоессора
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОКЛАВ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1972 |
|
SU344922A1 |
| Установка литья с противодавлением | 1973 |
|
SU448066A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 2013 |
|
RU2562188C2 |
| Способ литья под давлением | 1983 |
|
SU1389933A1 |
| СПОСОБ ЛИТЬЯ С НАПРАВЛЕННЫМ ЗАТВЕРДЕВАНИЕМ ОТЛИВОК | 1992 |
|
RU2026151C1 |
| УСТАНОВКА ДЛЯ ВАКУУМНОЙ ПЛАВКИ ТУГОПЛАВКИХ МЕТАЛЛОВ И СПЛАВОВ И ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ИЗНИХ ИЗДЕЛИЙ | 1968 |
|
SU422528A1 |
| Установка для литья расплавов под низким давлением преимущественно с противодавлением | 1974 |
|
SU482243A1 |
| Установка литья с противодавлением | 1975 |
|
SU616061A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2005 |
|
RU2319577C2 |
| Установка для литья под низким давлением | 1973 |
|
SU443722A1 |