Изобретение относится к производству холодногнутых гофрированных листовых профилей проката.
Известен способ формовки гофрированных профилей маногопереходной гибкой, при котором в каждом переходе сечению придают профиль, нейтральная ось которого совпадает со срединным слоем еще неотформованных участков (а. с. СССР № 494211).
Известен также способ изготовления гофрированных профилей, при котором величину радиусов закруглений изменяют от середины заготовки к ее периферии (а. с. СССР ISfe 495 124).
В качестве прототипа заявляемого объекта взят способ изготовления профилей по а. с. СССР № 1148667. кл. В 21 D 5/06. Способ включает последозательную по переходам подгибку элементов профиля, контактирующих с валками, и характеризуется тем, что на последнем переходе осуществляют только калибровку сформованного профиля.
Недостатком известных способов является возможность появления волнистости нэ плоских краевых участках профилей, что ухудшает их качество.
Цель изобретения - повышение качества гофрированных профилей за счетулучше- ния их геометрии.
Указанная цель достигается тем, что при гибке гофрированных профилей из заготовок с увеличенной толщиной в центральной части осуществляют калибровку Сформованного профиля с освобождением центральной его части от контакта с валками и шириной зон контакта полосы с валками в пределах 0,29 ... 0,80 от ширины заготовки. Такая технология обеспечивает повышение выхода листов высокой плоскостности по сравнению с объектом - прототипом в среднем на 15%.
сл
t
VJ ч
00
.N
OS
Сущность изобретения заключается в снятии остаточных напряжений при пропуске уже сформованной полосы через калибры с теми же углами и радиусами гибки без зажатия валками утолщенной центральной части полосы исходного чечевицеобразного поперечного сечения, что уменьшает волнистость плоских краевых участков профилей и предотвращает их винтообразное скручивание.
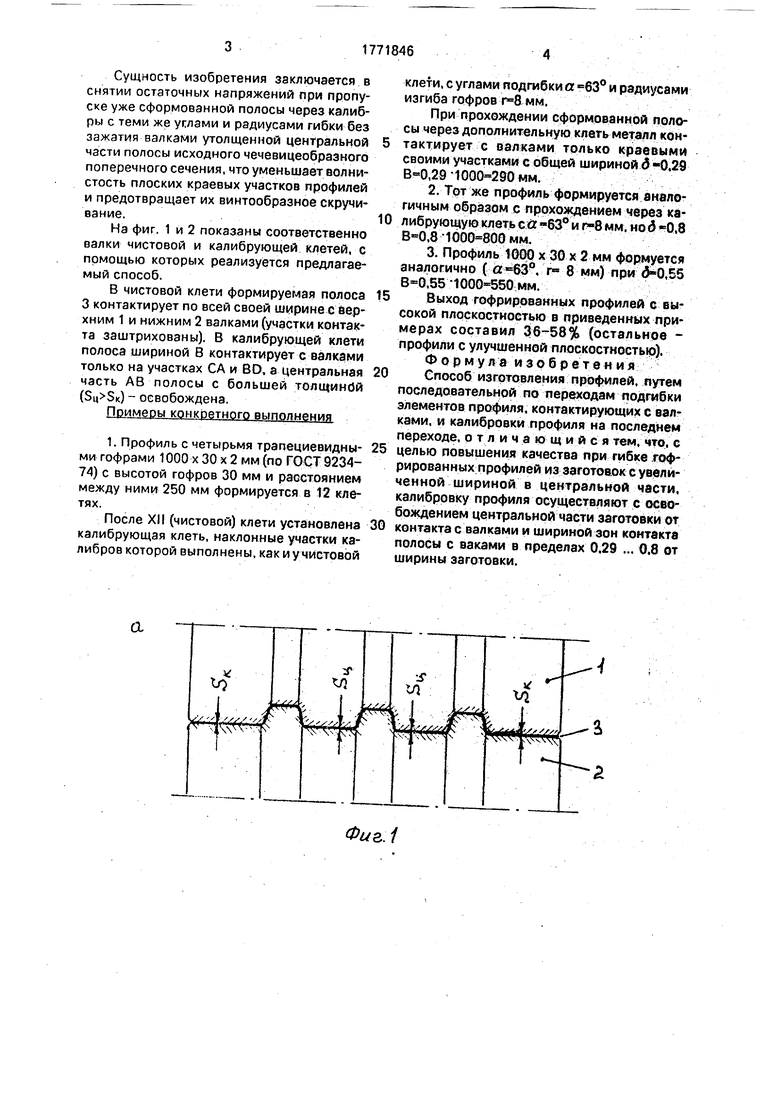
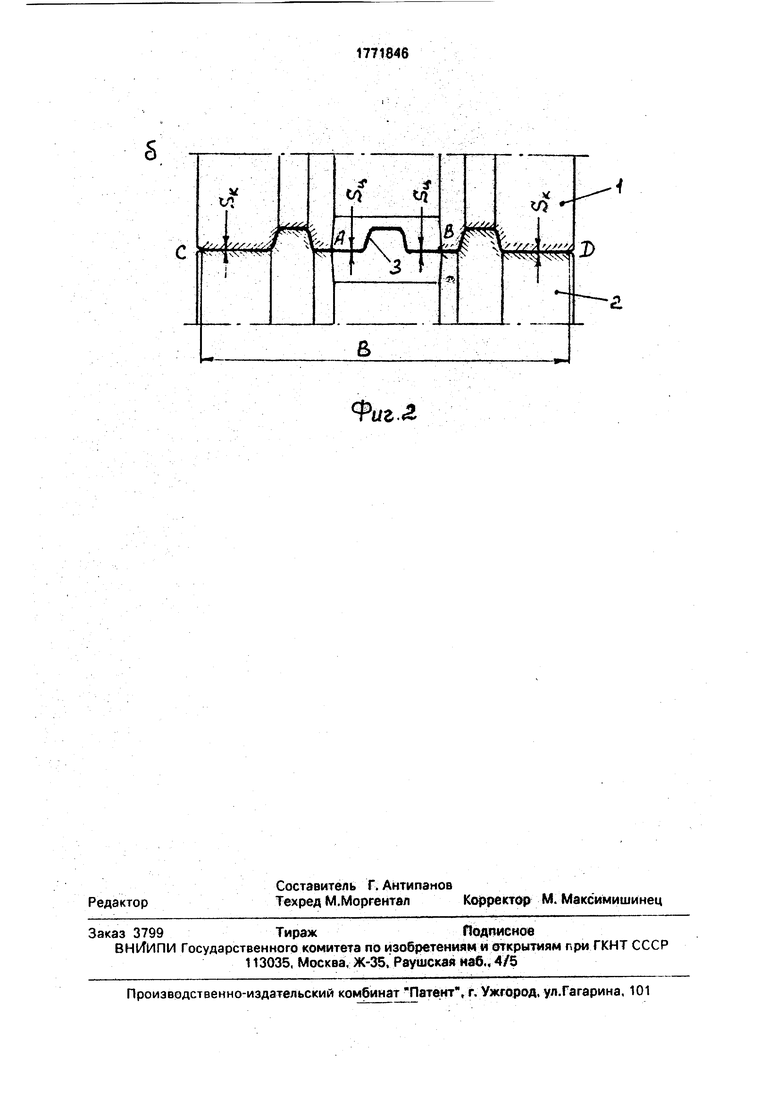
На фиг. 1 и 2 показаны соответственно валки чистовой и калибрующей клетей, с помощью которых реализуется предлагаемый способ.
В чистовой клети формируемая полоса 3 контактирует по всей своей ширине с верхним 1 и нижним 2 валками (участки контакта заштрихованы). В калибрующей клети полоса шириной В контактирует с валками только на участках СА и BD, а центральная часть АВ полосы с большей толщинбй () - освобождена.
Примеры конкретного выполнения
1. Профиль с четырьмя трапециевидны- ми гофрами 1000 х 30 х 2 мм (по ГОСТ 9234- 74) с высотой гофров 30 мм и расстоянием между ними 250 мм формируется в 12 клетях.
После XII (чистовой) клети установлена калибрующая клеть, наклонные участки калибров которой выполнены, как и у чистовой
клети, с углами подгибки а 63° и радиусами изгиба гофров мм.
При прохождении сформованной полосы через дополнительную клеть металл кон- тактирует с валками только краевыми своими участками с общей шириной 5-0.29 ,29 1000 290 мм.
2.Тот же профиль формируется аналогичным образом с прохождением через калибрующую клеть с а -63° и г-8 мм. но 6 ,8 ,8 1000 800 мм.
3.Профиль 1000 х 30 х 2 мм формуется аналогично ( а 63°, г 8 мм) при ,Б5 В-0,55 1000 550 мм.
Выход гофрированных профилей с высокой плоскостностью в приведенных примерах составил 36-58% (остальное - профили с улучшенной плоскостностью). Формула изобретения Способ изготовления профилей, путем последовательной по переходам подгибки элементов профиля, контактирующих с валками, и калибровки профиля на последнем переходе, отличающийся тем, что, с целью повышения качества при гибке гофрированных профилей из заготовок с увеличенной шириной в центральной части, калибровку профиля осуществляют с освобождением центральной части заготовки or контакта с валками и шириной зон контакта полосы с ваками в пределах 0.29 ... 0,8 от ширины заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ С ТРАПЕЦИЕВИДНЫМИ ГОФРАМИ | 1993 |
|
RU2050999C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВЫХ ГНУТЫХ ПРОФИЛЕЙ | 1993 |
|
RU2040997C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ГОФРИРОВАННЫХ ЛИСТОВ | 2006 |
|
RU2330742C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОФРИРОВАННЫХ ПОЛОС | 2005 |
|
RU2288800C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ СТАЛЬНЫХ ПОЛОС | 1998 |
|
RU2149072C1 |
| Способ изготовления гофрированных холодногнутынх профилей | 1977 |
|
SU689757A1 |
| Способ производства гофрированных профилей | 1988 |
|
SU1620177A1 |
| Система калибров для производства гнутых коробчатых профилей | 1991 |
|
SU1790461A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ЛИСТОВ | 1994 |
|
RU2080947C1 |
| Способ изготовления холодногнутых профилей проката | 1977 |
|
SU662195A1 |
Способ формовки гофрированных листов. Использование: изобретение относится к производству холодногнутых гофрированных профилей. Полосу подгибают последовательно по переходам в калибрах рабочих клетей стана за счет контакта металла с валками. Сформованную полосу дополнительно однократно пропускают через калибры с углами подгибки и радиусами изгиба, равными по величине, этим параметрам в предыдущем проходе. Ширину околокромочных зон контакта полосы с валками принижают в пределах 0,29 ... 0,8 ширины полосы. ил.
4
а а
Фиг.1
Фиг.«2
| Способ изготовления гнутых @ -образных профилей | 1983 |
|
SU1148667A1 |
| кя | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
