Устройства .для автоматического пакетирования листов роторного железа с нрименением карусельного стола с гнездами, поочередно подводимыми к рабочим органам бункера и питателя, известны. Однако известные устройства не приспособлены для пакетирования и укладки на роторный вал листов роторного железа с винтовым пазом.
Предлагаемое устройство имеет монтированные в гнездах карусельного стола подпружиненные конусные втулки со сквозными отверстиями для прохода роторного.вала и снабженные установочным штифтом и винтовым по периферии пазом, взаимодействующим с неподвижным нальцем, осуществляющим постепенный поворот втулки с роторным валом.
В устройстве может быть применен подвижный в стенках гнезда подпружиненный стержень, соединенный с электрическим концевым выключателем и взаимодействующий с поверхностью конусной втулки.
Такое конструктивное исполнение устройства позволяет осуществить сборку пакетов и укладку на роторный вал листов роторного железа со скощениым пазом, а также автоматическую остановку устройства по окончании рабочего процесса.
Предлагаемая конструкция штампа, автомата в комплексе с механизмом автоматической подачи полосы в штамп обеспечивает вырубку листов и сборку пакета ротора непосредственно на вал двигателя.
Штамп-автомат устанавливается на пресс типа К-234А. Для увеличения закрытой высоты пресса подкладная плита снимается и устанавливается другая толщиной 50 мн, на которой монтируется щтамп.
Двухпозиционный штамп может работать по автоматическому циклу без участия рабочего. На первой позиции производится вырубка отверстий железа ротора, а на второй - вырубка по наружному диаметру и одновременная напрессовка железа ротора на вал.
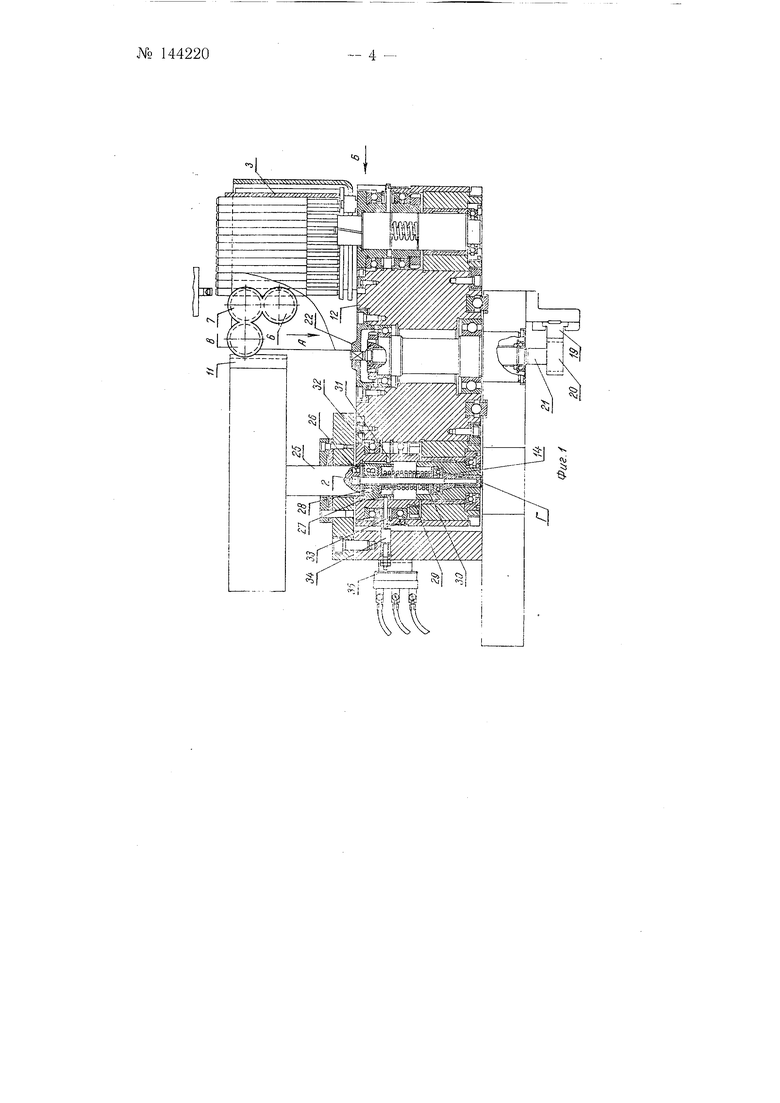
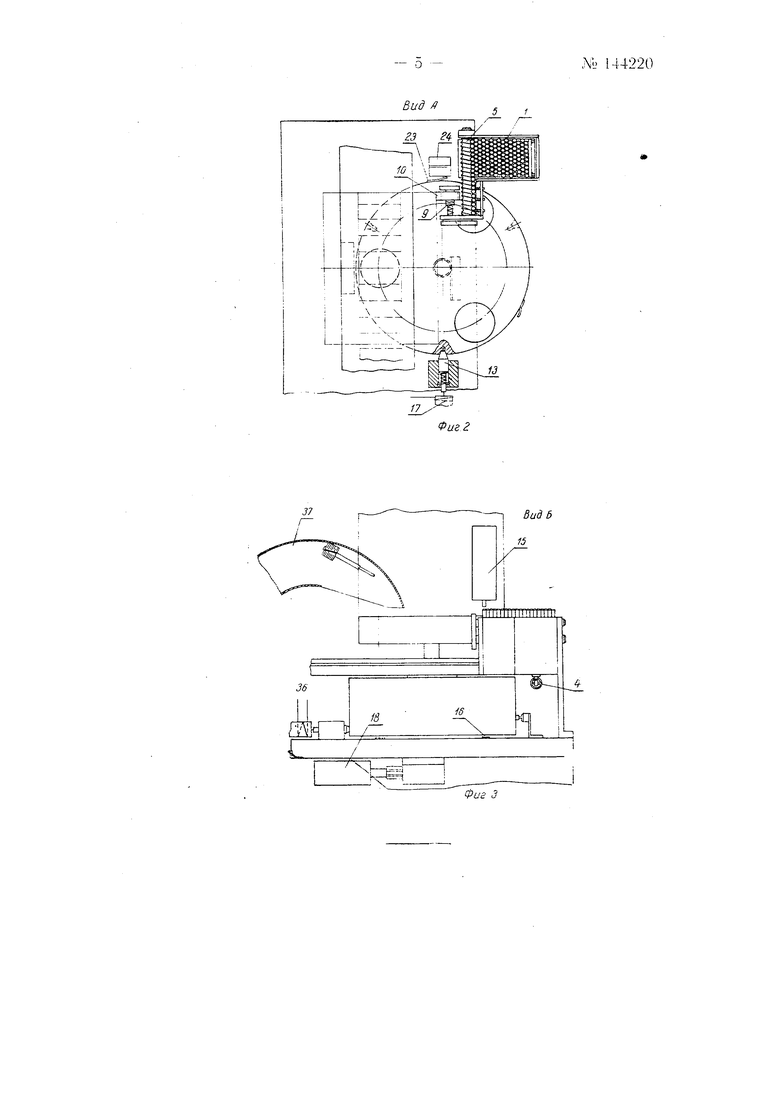
№ 144220- 2 На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - то же, вид по стрелке А на фиг. 1; на фиг. 3 - то же, вид по стрелке Б на фиг. 1.
Бункер У загружается валиками 2, а подвижная кассета 3 усилием пружины 4 прижимает последние к двум горизонтально расположенным валикам 5, получающим вращательное движение от ползуна пресса через щестерни 6, / и 5, предохранительную муфту 9, щестерпю с обгонной муфтой 10 и рейку П. Валики 5 имеют винтовую канавку (правую и левую). При вращении они увлекают прижатые к ним в бункере валики 2 и подают их к упору.
Трехпозиционпый ротор 12 фиксатором 13 фиксируется; одна из позиций останавливается в зоне зарядки валика 2 в цангу 14; другая позиция - в зоне набора пакета ротора и третья - в зоне выгрузки пакета.
В первоначальный момент работы пресса после зарядки бункера 1 валиками 2 необходимо нажать на кнопку включения пневмоцилиндра 15, шток которого посылает один валик 2 в цангу 14. Усилием давления штока цанга зажил ает валик 2. В нижнем крайнем положении цанга 14 нажимает на микровыключатель 16; подается команда на обратный ход штока цилиндра 15 и при крайнем верхнем положении подается команда на фиксатор 13, увлекаемый соленоидом 17, который освобождает ротор 12.
Одновременно подается команда на пневмоцилиндр 18, шток которого перемещает рейку 19 и через шестерню с обгонной муфтой 20, валик 21 и крышку 22 передается вращение ротору 12. Как только ротор 12 повернется на 120°, регулируемый упор 23 нажмет на конечный выключатель 24, от которого последует команда на соленоид 17, фиксатор 13. При этом произойдет фиксация ротора 12, после чего последует команда па обратный ход штока цилиндра 18 и включение главного привода пресса.
Пуансон 25 на своем торце несет штифт 26, который заходит в отверстие листа ротора, пробитое на предыдущей операции. Пуансон 25 встречает на своем пути валик 2, напрессовывает на него лист ротора и при встрече со втулкой 27 одевает лист ротора отверстием на штифт 28. В нижнем крайнем положении пуансон 25 подходит до торца В йтулки 29, а втулка 27 пружиной 30 тоже прижимается к торцу В. Так как между пуансоном 25 и втулкой 27 оказался выштамповапный и напрессованный на валик 2 лист ротора, то втулка 27 относительно втулки 29 получит осевое смещение па толщину листа ротора.
По наружной поверхности втулки 27 выполнен винтовой паз под углом, равным углу подъема винтовой линии набираемого пакета ротора. В паз входит штифт 31, запрессованный во втулку 29. Пуансон 25 закреплен в пуансонодержателе жестко. При движении вниз через выштампованное железо ротора он перемещает втулку 27, а втулка 29 от винтового паза во втулке 27 через штифт 31 повернется на некоторый угол и нагрузит пластинчатую пружину 32. При возвращении пуансона в верхнее крайнее положение втулка 29 под воздействием пружины 32 вернется в исходное положение, при этом через штифт 31 повернет втулку 27, а вместе с ней через штифт 28 и железо ротора повернет валик 2.
При следующей подаче пуансоном листа ротора втулка 27 повторит теже движения. Так будет продолжаться до тех пор, пока штифт 33 НС будет вытеснен конусной частью втулки 27 влево до упора в регулируемый валик 34.
При подаче последнего листа ротора на данный пакет валик 34 нажимает на микровыключатель 35. Подается команда на останов главного привода пресса, одновременно на соленоид /7 и цилиндр IS. Усилием штока пневмоцилиндра 18 ротор 12 поворачивается на 120° и при повороте торец Г цанги 14 набегает на кулачок 56, приподнимает цангу 14, освобождая валик 2. Пружина 30 выбрасывает пакет из гнезда в направляющий лоток 37, а с лотка в установленную тару. В дальнейшем цикл работы штампа повторяется автоматически.
Рядом с прессом-автоматом должен быть верстак, на котором устанавливается настольный пресс для допрессовки пакета ротора в размер, который обслуживается рабочим, наблюдающим одновременно за работой щтампа-автомата. Штамп-автомат обеспечивает выход трех пакетов в минуту.
Возможна установка двух роторов на один пресс для получения пакетов роторов и статоров. Сборка пакетов роторов с косым пазом до сих пор на заводах выполнялась вручную.
Предмет изобретения
1.Устройство для автоматического набора на роторный вал листов роторного железа, с применением карусельного стола с гнездами, подводимыми поочередно под вырубные пуансоны бункера и питателя, отличающееся тем, что, с целью сборки пакетов и укладывания на роторный вал листов роторного железа со скошенным пазом, применены монтированные в гнездах карусельного стола, имеющие сквозное отверстие для прохода роторного вала подпружиненные конусные втулки, снабженные установочным штифтом и винтовым по периферии пазом, взаимодействующим с неподвижным пальцем, осуществляющим постепенный поворот втулки с роторным валом.
2.Устройство по п. 1, отличающееся тем, что, с целью автоматического его останова по окончании рабочего процесса, применен подвижный в стенках гнезда подпружиненный стержень, соединенный с электрическим концевым выключателем и взаимодействующий с поверхностью конусной втулки.
- 3 -Ло 144220
Вид /i
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления обручей | 1957 |
|
SU113328A1 |
| Устройство для набора пакета магнитопровода | 1986 |
|
SU1403254A1 |
| Устройство для сборки роликовых радиальных подшипников | 1957 |
|
SU110883A1 |
| Автомат для изготовления пакетов магнитопровода и сборки их с валом | 1973 |
|
SU562900A1 |
| Автомат для изготовления и запрессовки прокладок в колпачки для укупорки флаконов | 1952 |
|
SU98122A1 |
| Роторно-конвейерная машина | 1988 |
|
SU1574479A1 |
| Роторная машина | 1981 |
|
SU1038040A1 |
| Роторный штамповочный пресс для изготовления двуслойных угольных брикетов | 1990 |
|
SU1794691A2 |
| Автомат для изготовления алюминиевых колпачков, вставки в них прокладок и укупорки бутылок | 1958 |
|
SU121044A1 |
| Роторно-конвейерная машина | 1978 |
|
SU831627A1 |