Изобретение относится к машиностроению с использованием механической обработки в сочетании с термической обработкой (ТО), или химико-термической обработкой (ХТО)
Аналогичным решением поставленной задачи является способ упрочнения деталей, включающий последовательное проведение химико-термической обработки и высокотемпературной термомеханической поверхностной обработки (ВТМПО) с применением поверхностного пластического деформирования (ППД) на различных стадиях технологического процесса упрочнения: перед ХТО, после ХТО, до и после ХТО.
Недостаток дачного способа заключается в том, что он ориентирован только на достижение эффекта упрочнения, Авторы рекомендуют лишь давления при ППД в зависимости от исходных структур. В частности, для феррито-перлитных сталей давление должно составлять 1000-1500
МПа. Однако известно, что одно и то же давление может быть при ППД создано различными усилиями приложенными к деформирующим инструментам разных размеров) (скажем диаметр шара), что создает различие в структурных изменениях, а значит и эпюрах остаточных напряжений, образующихся после обработки.
Известен способ деформационной закалки, состоящий в полной механической обработке деталей на точные размеры до закалки, когда сталь имеет перлитную структуру, с последующей закалкой (ТО),
Один из недостатков способа состоит в том, что для ряда сталей обеспечение определенного соотношения между остаточным аустенитом и мартенситом недостижимо. Кроме того, данным способом решается задача снижения деформации и изменения размеров деталей, обусловленных равномерными по объему структурными изменениями, происходящими при ТО и не представляется возможным снижение ДР(Л
С
VJ ч ю
Јь
формации деталей и изменений размеров, возникающих вследствие неравномерных объемных изменений, вызванных различием условий нагрева и охлаждения при ТО или ХТО, действием собственной массы или массы других деталей и др., отражением которых является характер эпюры остаточных напряжений, образующихся после ТО или ХТО. Все вышеизложенное характеризует способ, как не обеспечивающий высокую точность обработки деталей,
Целью изобретения поляется повышение точности обработки путем снижения деформации, обусловленной неоднородными объем н ы м и из м ен&ния ми.
Это достигается тем, что п способе к о м о м н и р о в и н о и о b р а ( } о г к и л о т а л е и, включающей прйдзаритслыгу ю обработку (мохзническую на размер детали)/(ПО) и последующую термическую обработку ТО или химико-термическую обработку (ХТО), пород операциями ТО или ХТО з структуре детали создают компенсирующие объемные изменения, обеспечипяющиэ формирование остаточных напряжений о поверхностном слоя,, оеличпнз и характер расположения которых идентичны пеличи- не и характеру распределения остаточных напряжений, получающихся после поело- дующей термп:-.оской х/мики-терми.-- скоп обработки.
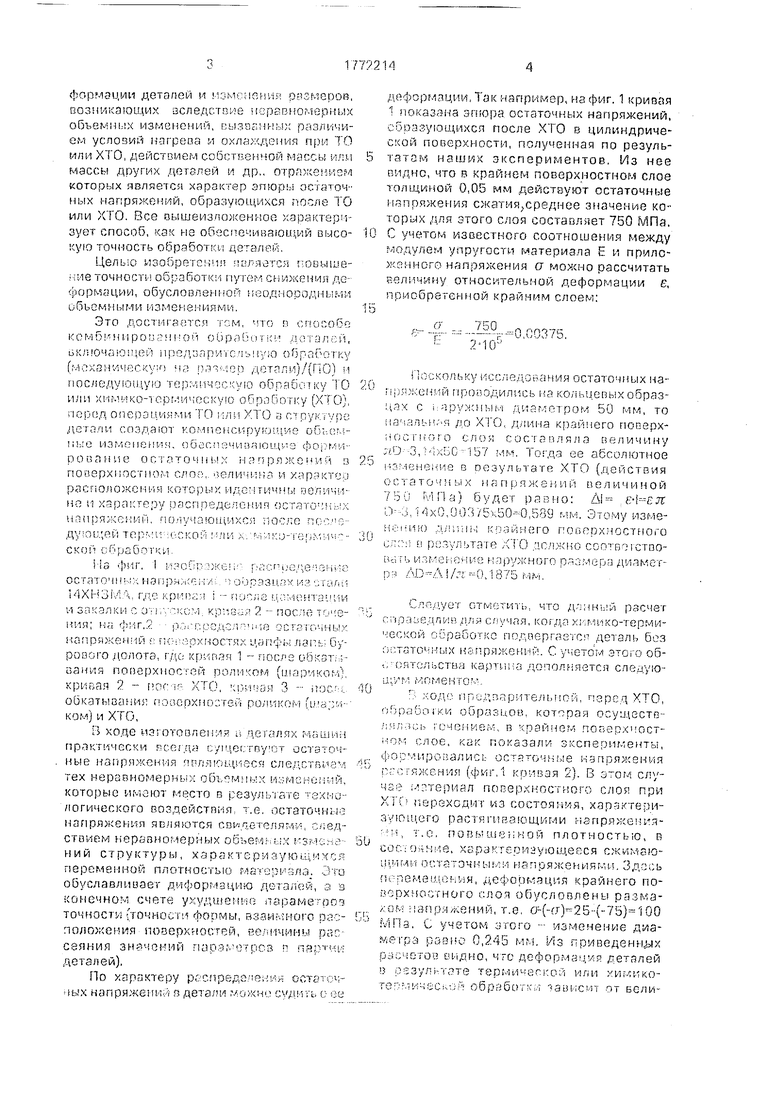
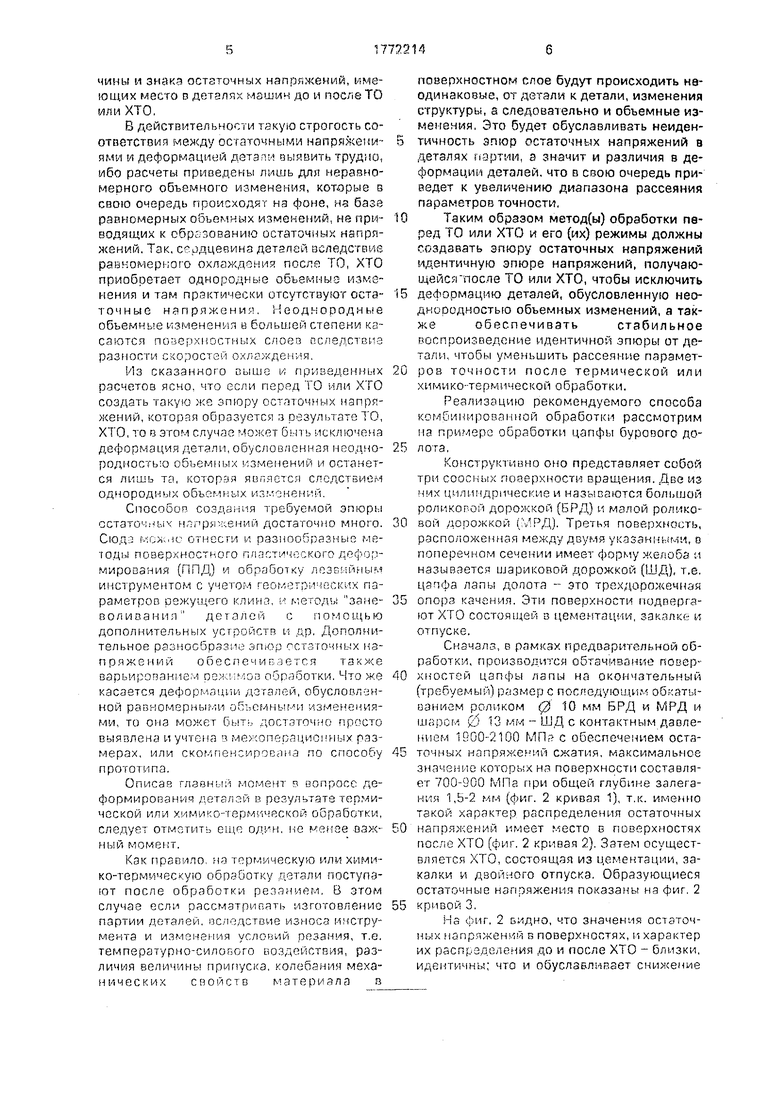
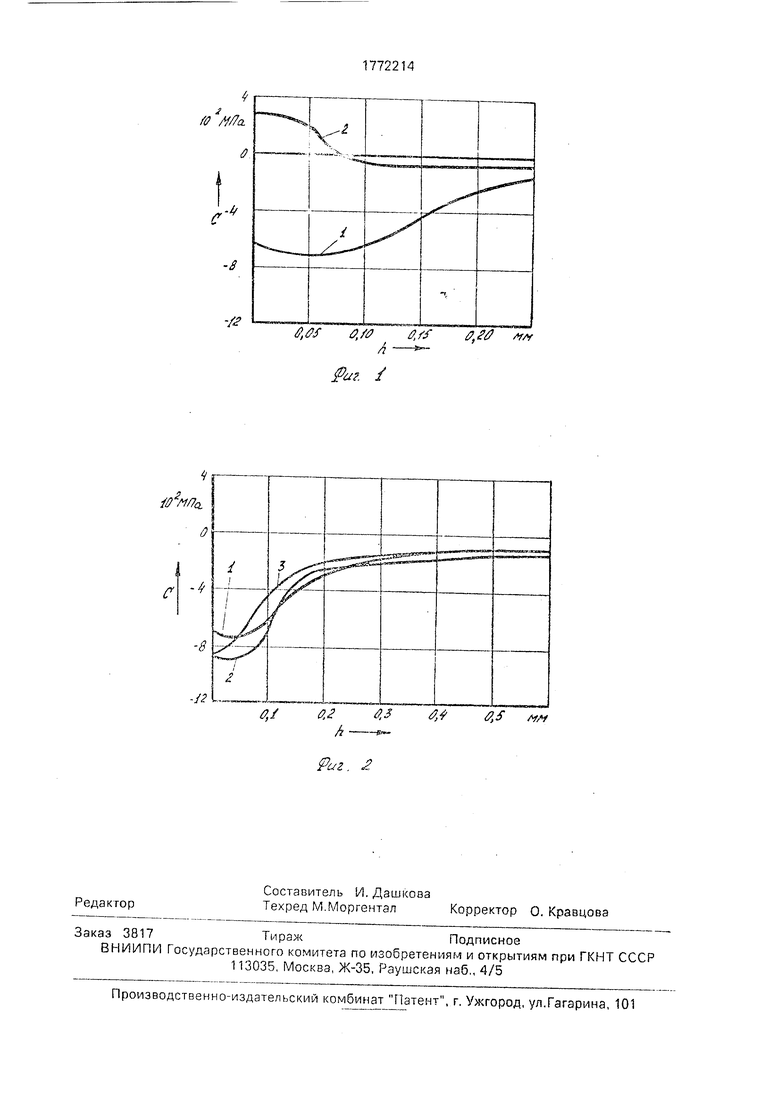
На фиг, 1 м оПр: ;ке 1 расг-редепение остаточных напряжен/и. ;; образцах из ..угали ИХНЗМА, где крива; 1 - пиале цементации и закалки с сггпгаксм, крпаая 2 - после точения; на фмг.2 - р;:,.ч;:редсл ме остаточных напряжений ;: погзрхностях цйпфы лапь; бу- рооого долота, где кривая 1 - после обкатывания поверхностей роликом (шариком, кривая 2 - мог: л Р. КТО, концам 3 поем. обкатывания поаорхностеи роликом Сша;:и- ком) и ХТО,
В ходе изготовления а деталях MS шин практически всегда существуют остаточные напряжения являющиеся следствием тех неравномерных объемных изменений, которые и мают место в результате техно- логического воздействия: т.е. остаточные напряжения являются свидетелями, следствием неравномерных объемьых измени- ний структуры, характеризующихся переменной плотностью материала. Это обуславливает деформацию деталей, а з конечном счете ухудшение параметров точности (точности ФОРМЫ, взаимного расположения поверхностей, величины рас сеяния значений параметров п Пгфт« Л деталей),
По характеру рьсиредаления остаточных напряжений з детали можно судить о ее
деформации, Так например, на фиг. 1 кривая 1 показана эпюра, остаточных напряжений, образующихся после ХТО в цилиндрической поверхности, полученная по результатам наших экспериментов. Из нее видно, что в крайнем поверхностном слое толщиной 0,05 мм действуют остаточные hsnряжения сжатия среднее значение которых для этого слоя составляет 750 МПа.
С учетом известного соотношения между модулем упругости материала Е и приложенного напряжения о можно рассчитать величину относительной деформации е, приобретенной крайним слоем:
Поскольку исследования остаточных на- пряжений проводились us кольцевых образцах с наружным диаметром 50 мм, то пэ -1зт-нля до ХТО, длина крайнего поверхностного слоя составляла величину лО- -З, МхБО 157 мм. Тогда ее абсолютное изменение в результате ХТО (действия о с т а т о ч н ы х t -1 а п р я ж е : 5 и и в е л и ч и н о и 750 МПа) будет равно: Ai , ,,00375x50-0,539 мм. Этому изме- нению длин.; крайнего поверхностного ел::;; в результате ХТО должно COOTBOICTDO- Всггь изменение наружного размера диамет- рч Ло-/Ч/л:-0,1875 мм.
0
Следует отметить, что данный расчет справедлив для случая, когда химико-термической обработке подвергается деталь без fiuTSTOMbsux нэпрлжений. С уметом этого об- суоптсльства картина дополняется следующем моментом,
: ходе предварительной, перед ХТО, оГфзбогки образцов, которая осуществ- У|.Ч л ось гочеиием, в крайнем поверхностном слое, как показали эксперименты, формировались остаточные напряжения пгсгяженмя (фиг,1 кривая 2). В этом случае материал поверхностного слоя при ХТО переходит из состояния, характеризую щего растягивающими напряжениями, т.е. повышенной плотностью, в состоянме, характеризующееся сжимающими остаточными напряжениями. Здесь перемещения, деформация крайнего поверхностного слоя обусловлены размахом яапрялчеиий, т.е, о-((-75)ЮО МПз, С учетом этого изменение диаметра рззно 0,245 мм. Из приведенных рз с ч отон видно, что деформация деталей з результате термической или химмкоТе:5г.ИЧйС;чОЙ обрйбО ГК И ТЗВИСИТ ОТ БСЛИчины и знака остаточных напряжений, имеющих место в деталях машин до и после ТО или ХТО,
В действительное и такую строгость соответствия между остаточными напряжем и ями и деформацией выявить трудно, ибо расчеты приведены лишь для неравномерного объемного изменения, которые в свою очерздь происходят нд фоне, на базе равномерных объемных изменений не при- водящих к образованию остаточных напряжений. Так, с одцечинз деталей вследствие раьчомерпо С охлаждения посла ТО, ХТО приобоетает однородные объемиыз изменения и там практически отсутствуют оста- точные напряжения. Неоднородные объемные изменения в большей степени ка- сяютсл поверхностных счоет осле лет виз разног,ги скоростей ох/ гждеюя
Из сказанного выше /, приведенных расчетов ясно, что если пеоед ГО или ХТО создать такую же эпюру остаточных напряжений, которая образуется з оезультате 10, XIО, то в этом случае может исключена деформация ДСТРЛН обусловленнаянеоачо- родность о объемных изменении и останется ЛИШЬ Та, КОТОРАЯ ЯВПЧСТСЛ СЛСДСТВИЙМ
однородных объемных из . онеж й
Способип создания требуемой эпюри остаточных нг.тря- ении достаточно мною. Сюц: |..ьл ,,L отнести и разнообразные методы поверхностного пп к,т.че,кого цефзг- мировзния (ППД) и o6pa5oTKV лозг .йным инструментом с учетом геометр, i мскич параметров оежущего кпинэ, методы заме- волиааннл деталей с .пмошью дополнитепьных устгюйстц и ГЛ.Р, Дополнительное рэоносбрзз1ч- зп,лр ет гочных напряжений о б е с п е ч и г j с г г- я также варьирование оеч f .оз обработки. Что же касается деформации дэгалей, обусловленной равномерными оП -омну и изменениями, то она может быт- достаточно просто выявлена и учтена ч МРХОПР-СГЩИОННЫХ размерах, или скомпенсирована по способу прототипа.
Описав глзвны.1 момент ч оопросе де- формирован 1Ч яегглей в пезулыатэ термической или уимш о-герм еской обработки, следует отмстит- еще ол . н, не в гее взж- ный момент.
Как правило на термическую или хими- ко-термичес ую обработку детали поступают после обработки резанием. В этом случае если рассмзтригал, изютовленис партии деталей, вследствие износа ичсгру- мента и изменения условий резания, т.е. температурно-силог-oro воздеиствия, различия величины припуска, колебания механических свойств материала в
поверхностном слое будут происходить неодинаковые, от детали к детали, изменения структуры, а следовательно и объемные изменения, Это будет обуславливать неидентичность эпюр остаточных напряжений в деталях партии, а значит и различия в деформации деталей, что в спою очередь приведет к увеличению диапазона рассеяния параметров точности.
Таким образом метод(ы) обработки перед ТО или ХТО и его (их) режимы должны создавать эпюру остаточных напряжений идентичную эпюре напряжений, получаю- щейсямосле ТО или ХТО, чтобы исключить деФоомацию деталей, обусловленную неоднородностью объемных изменений, а такжеобеспечиватьстабильноевоспроизведение идентичной эпюры от детали чтобы уменьшить рассеяние параметров точности после термической или химико-термической обработки.
Реализацию рекомендуемого способа комбинированной обработки рассмотрим на примере обработки цапфы бурового до- лога,
Конструктивно оно представляет собой три соосиых поверхности вращения. Две из чих цилиндрические и называются большой роликогой дорожкой (ВРД) и малой роликовой лорожкой (, РД). Третья поверхность, расположечная между двумя указаниями, в поперечном сечении имеет форму жегю&а и называется шариковой дорожкой (ШД), т.е. цатба лапы долота - это трехдорожечкая опора качения. Эти поверхности подвергают ХТО состоящей в цементации, закчлк - и отпуске.
Сначалз, в рамкзх предварительной обработка, производится обтачивание поверхностей цапфы лапы на окончательный (требуемый) размер с последующи. обжаты- ванием роликом ($ 10 мм БРД и МРД и шарсм Сб 13 мм - ШД с контактным давлением 1РОО-2100 МГЬ с обеспечением остаточных напряжений сжатия, максимальное значение которых ня поверхности составляет 700-900 МПа при общей глубине залегания 1,Ь-2 мм (фиг. 2 кривая 1), т.к. именно такой характер распределения остаточных напряжений имеет место в поверхностях после ХГО (фиг. 2 кривая 2). Затем осуществляется ХТО, состоящая из цементации, закалки и двойного отпуска. Образующиеся остаточные напряжения показаны на фиг 2 кривой 3.
Из фиг, 2 БИДИО, что значения остаточных напряжений в поверхностях, и характер их распрзаеле шя до и после ХТО - близки, идентичны; что и обуславливает снижение
деформаций при ХТО и повышение параметров точности деталей,
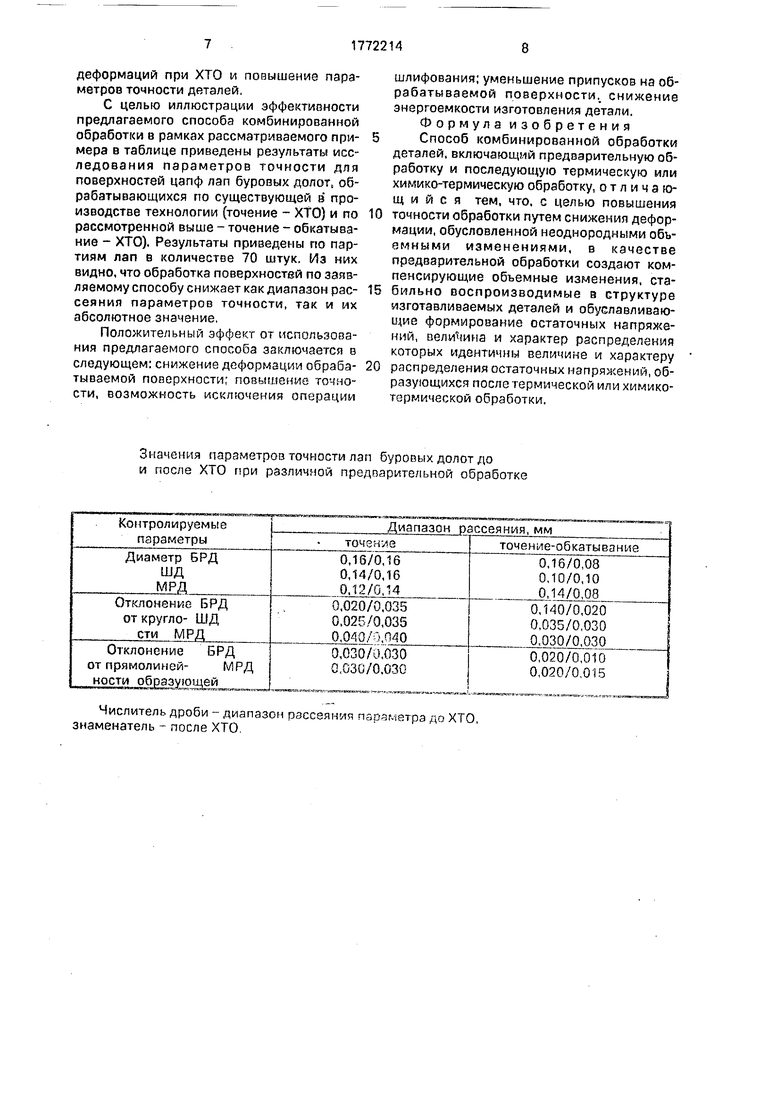
С целью иллюстрации эффективности предлагаемого способа комбинированной обработки в рамках рассматриваемого примера в таблице приведены результаты исследования параметров точности для поверхностей цапф лап буровых долот, обрабатывающихся по существующей в производстве технологии (точение - ХТО) и по рассмотренной выше - точение - обкатывание - ХТО). Результаты приведены по партиям лап в количестве 70 штук. Из них видно, что обработка поверхностей по заявляемому способу снижает как диапазон рас- сеянил параметров точности, так и их абсолютное значение,
Положительный эффект от использования предлагаемого способа заключается в следующем: снижение деформации обрабатываемой поверхности; повышение точности, возможность исключения операции
шлифования; уменьшение припусков на обрабатываемой поверхности,, снижение энергоемкости изготовления детали. Формула изобретения
Способ комбинированной обработки
деталей, включающий предварительную обработку и последующую термическую или химико-термическую обработку, отличающийся тем, что, с целью повышения
точности обработки путем снижения деформации, обусловленной неоднородными объ- емными изменениями, в качестве предварительной обработки создают компенсирующие объемные изменения, стабильно воспроизводимые в структуре изготавливаемых деталей и обуславливающие формирование остаточных напряжений, величина и характер распределения которых идентичны величине и характеру
распределения остаточных напряжений, образующихся после термической или химико- термической обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРИЧЕСКОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ДЕТАЛЯХ ИЗ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2006 |
|
RU2320984C1 |
| Способ упрочнения деталей | 1976 |
|
SU610873A1 |
| Способ подбора дозы микрошариков для дробеструйной обработки, обеспечивающей поверхностное пластическое деформирование детали из легированной стали для активации поверхности детали перед азотированием | 2023 |
|
RU2806001C1 |
| Способ обработки стальных деталей | 1980 |
|
SU907075A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФОРМАЦИИ ДИФФУЗИОННОГО СЛОЯ | 1995 |
|
RU2122718C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2001 |
|
RU2198954C2 |
| СПОСОБ АЗОТИРОВАНИЯ ДЕТАЛИ ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2022 |
|
RU2787278C1 |
| СПОСОБ АЗОТИРОВАНИЯ ДЕТАЛИ ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2022 |
|
RU2777058C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТОГО КОЛЕСА | 1992 |
|
RU2048598C1 |
| Способ выбора режимов поверхностного пластического деформирования ферромагнитных деталей | 1986 |
|
SU1362609A1 |
Использование: в машиностроении, при механическое гбработке в сочетании с термической или химико-термической обработкой. Стальные детали предварительно обрабатывают путем создания компенсирующих объемных изменений, стабильно воспроизводимых в структуре изготавливаемых дета- лсй и обуславливающих формирование остаточных напряжений, величина и характер распределения которых идентичны величине и характеру распределения остаточных напряжений, образующихся после термической или химихо-теоми егкой 5работ и. 1 табл., 2 ил,
Значения параметров точности лап буровых долот до
и после ХТО при различной предварительной обработке
Числитель дроби - диапазон рассеяния параметра до ХТО, знаменатель - после ХТО.
f0
&г /
Мгмп&
С
,Ј /у//
| Райцес Б.В | |||
| Термическая обработка | |||
| М,: Машиностроение, 1980, с | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
