Изобретение относится к судостроению, а более конкретно - к технологии изготовления судокорпусных конструкций из листов, профилей и панелей. Способ может быть применен в других отраслях машиностроения.
Цель изобретения - повышение точности изготавливаемых деталей.
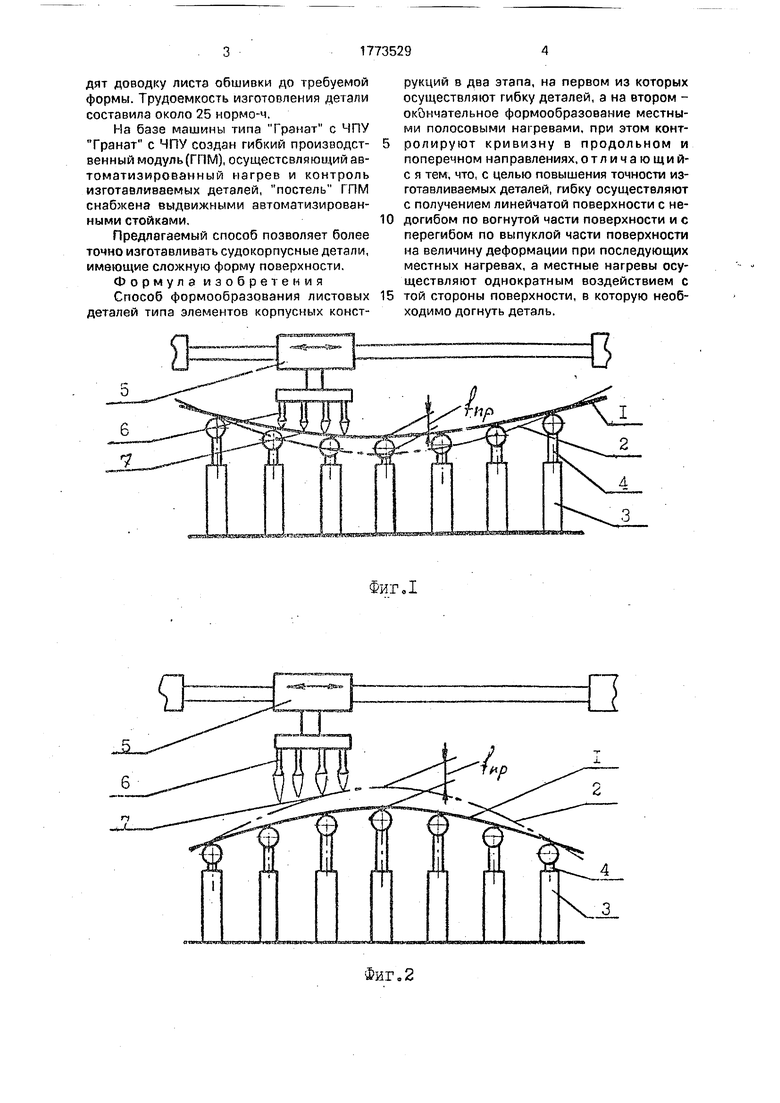
На фиг. 1 показана заготовка детали выпуклостью вниз на стоечной постели; на фиг. 2 - то же, для детали выпуклостью вверх.
Способ формообразования листовых деталей типа элементов корпусных конструкций включает деформирование в два этапа, на первом из которых осуществляют гибку деталей, а на втором окончательное формообразование местными полосовыми нагревами, при этом контролируют кривизну в продольном и поперечном направлениях.
Листовая заготовка 1 на первом этапе изгибается в вальцах или в штампе на прессе с получением линейчатой поверхности с отклонением fnp от требуемой формы 2, в частности с недогибом по вогнутой части
поверхности и с перегибом по выпуклой части поверхности, на величину деформации при последующих местных нагревах. Затем на втором этапе листовую заготовку 1 укладывают на стойки 3 постели с выдвижными измерительными устройствами 4 и подвергают доводке местными нагревами 7, которые осуществляют однократным воздействием с той стороны поверхности, в которую необходимо догнуть деталь. Местный нагрев осуществляют с применением передвижной тележки 5, которая оснащена горелками 6.
Пример. Лист наружной обшивки корпуса размером 16 х 2000 х 8000 мм заданной парусовидной формы с продольной погибью 150 мм и поперечной погибью 250 мм сначала изгибается на листогибочных вальцах по цилиндрической поверхности с недогибом по поперечной погиби на величину 10-20 мм и проверяется шаблоном. Полученная криволинейная поверхность отличается от заданной на величину не больше 60 мм на 1 м. Затем с помощью местных полосовых нагревов сверху заготовки по ее вогнутой поверхности произвоч4 VI СО Л
ЧЭ
о
дят доводку листа обшивки до требуемой формы. Трудоемкость изготовления детали составила около 25 нормо-ч.
На базе машины типа Гранат с ЧПУ Гранат с ЧПУ создан гибкий производственный модуль (ГПМ), осуществляющий автоматизированный нагрев и контроль изготавливаемых деталей, постель ГПМ снабжена выдвижными автоматизированными стойками.
Предлагаемый способ позволяет более точно изготавливать судокорпусные детали, имеющие сложную форму поверхности.
Формула изобретения
Способ формообразования листовых деталей типа элементов корпусных конст0
5
рукций в два этапа, на первом из которых осуществляют гибку деталей, а на втором - окончательное формообразование местными полосовыми нагревами, при этом контролируют кривизну в продольном и поперечном направлениях, отл и ч а ющий- с я тем, что, с целью повышения точности изготавливаемых деталей, гибку осуществляют с получением линейчатой поверхности с не- догибом по вогнутой части поверхности и с перегибом по выпуклой части поверхности на величину деформации при последующих местных нагревах, а местные нагревы осуществляют однократным воздействием с той стороны поверхности, в которую необходимо догнуть деталь.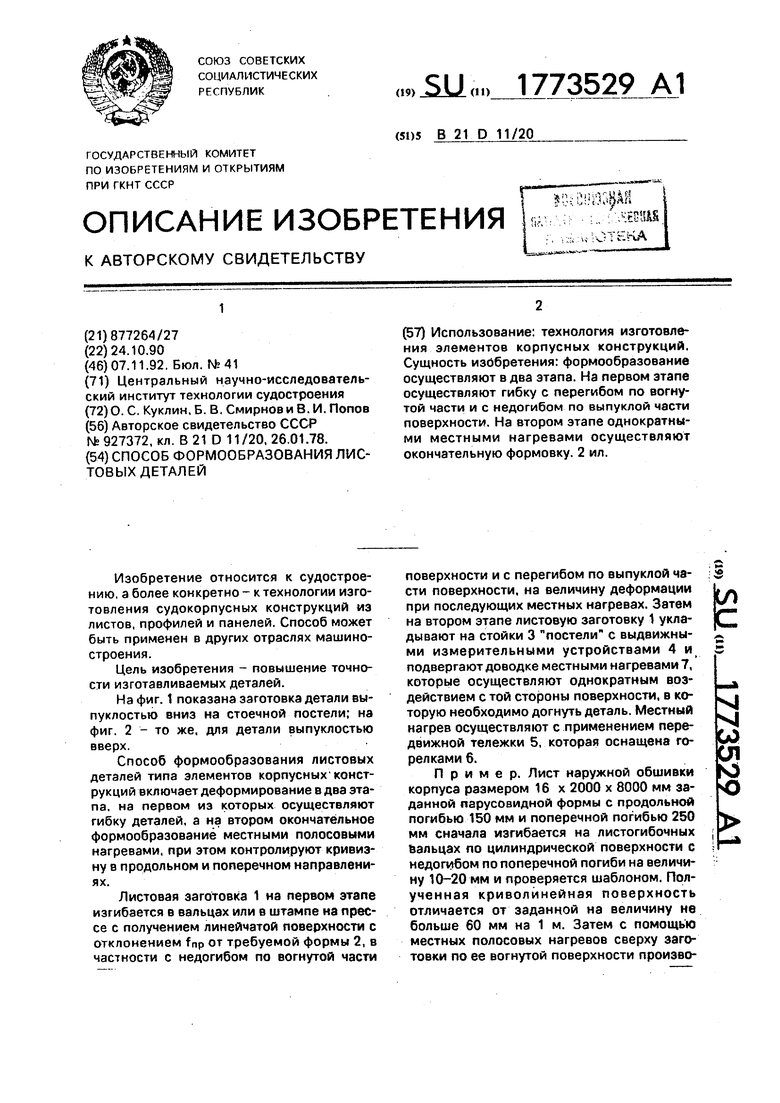
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ | 2011 |
|
RU2475322C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК С ДВОЯКОЙ КРИВИЗНОЙ ПОВЕРХНОСТИ (ВАРИАНТЫ) | 2009 |
|
RU2419503C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2003 |
|
RU2243843C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 1990 |
|
RU2019337C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ И УНИВЕРСАЛЬНЫЙ ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2323795C2 |
| СПОСОБ ТЕРМОСИЛОВОГО ЛОКАЛЬНОГО ФОРМООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2010 |
|
RU2449847C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОЙ КОНСТРУКЦИИ С ДВОЯКОЙ КРИВИЗНОЙ ПОВЕРХНОСТИ | 2009 |
|
RU2414980C2 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| СПОСОБ ГИБКИ ДЕТАЛЕЙ С БОЛЬШИМ РАДИУСОМ (ВАРИАНТЫ) | 2002 |
|
RU2243049C2 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПУКЛЫХ ДЕТАЛЕЙ ДВОЙНОЙ КРИВИЗНЫ ИЗ ОВАЛЬНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2053035C1 |
Использование: технология изготовления элементов корпусных конструкций. Сущность изобретения: формообразование осуществляют едва этапа. На первом этапе осуществляют гибку с перегибом по вогнутой части и с недогибом по выпуклой части поверхности. На втором этапе однократными местными нагревами осуществляют окончательную формовку. 2 ил.
Фиг.1
| Способ формовки листовых заготовок и устройство для его осуществления | 1978 |
|
SU927372A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
