Изобретение относится к производству для механизированных способов дуговой электросварки.
Известны устройства для изготовления порошковой проволоки.
Так, в кн. В.П.Пацекина и др. Производство порошковой проволоки, М., Металлургия, 1979. с. 38-39 описано устройство для изготовления порошковой проволоки, включающее станину со смонтированными на ней несколькими блоками тянущих барабанов для многократного волочения заполненной порошковой шихтой трубчатой заготовки. Однако на таком устройстве не предусмотрен контроль степени заполнения шихтой по длине указанной заготовки. Это может привести к снижению качества изготавливаемой проволоки, выпуску бракованной продукции.
Целью изобретения является повышение качества порошковой проволоки за счет
контроля степени ее заполнения шихтой по всей длине.
Устройство для изготовления порошковой проволоки должно обеспечить контроль степени ее заполнения шихтой по всей длине в процессе изготовления независимо от типа порошкового сердечника и типа волочильного стана, на котором эта проволока изготавливается.
Для этого в устройстве для изготовления порошковой проволоки, включающем станину и смонтированные на ней ряд блоков тянущих барабанов для многократного волочения заполненной порошком трубчатой заготовки, тянущий барабан последнего по ходу волочения блока снабжен жестко закрепленным на его валу дополнительным тянущим барабаном, диаметр которого отличен от диаметра основного тянущего барабана, а на станине установлен поворотный кронштейн, на котором закреплены подпружиненный ползун с обводным
4
СА
о ел
роликом для передачи проволоки с основного тянущего барабана на дополнительный и датчик перемещения ползуна для регистрации изменения вытяжки проволоки в процессе ее волочения на дополнительный тянущий барабан.
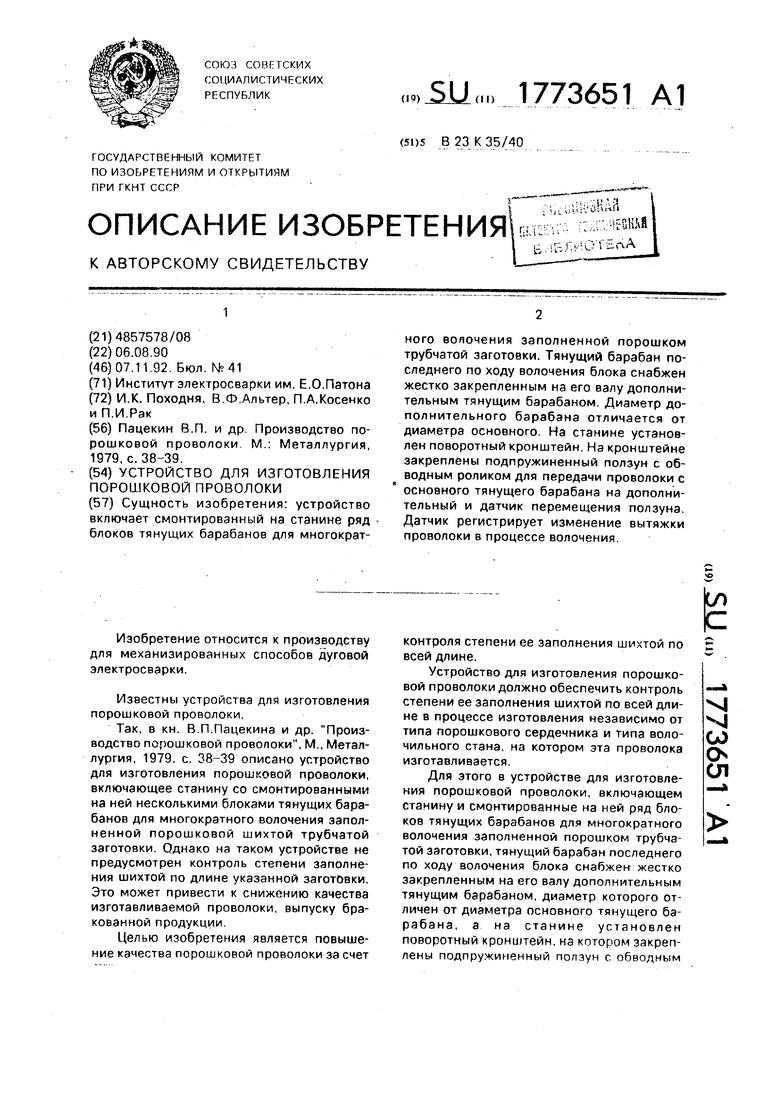
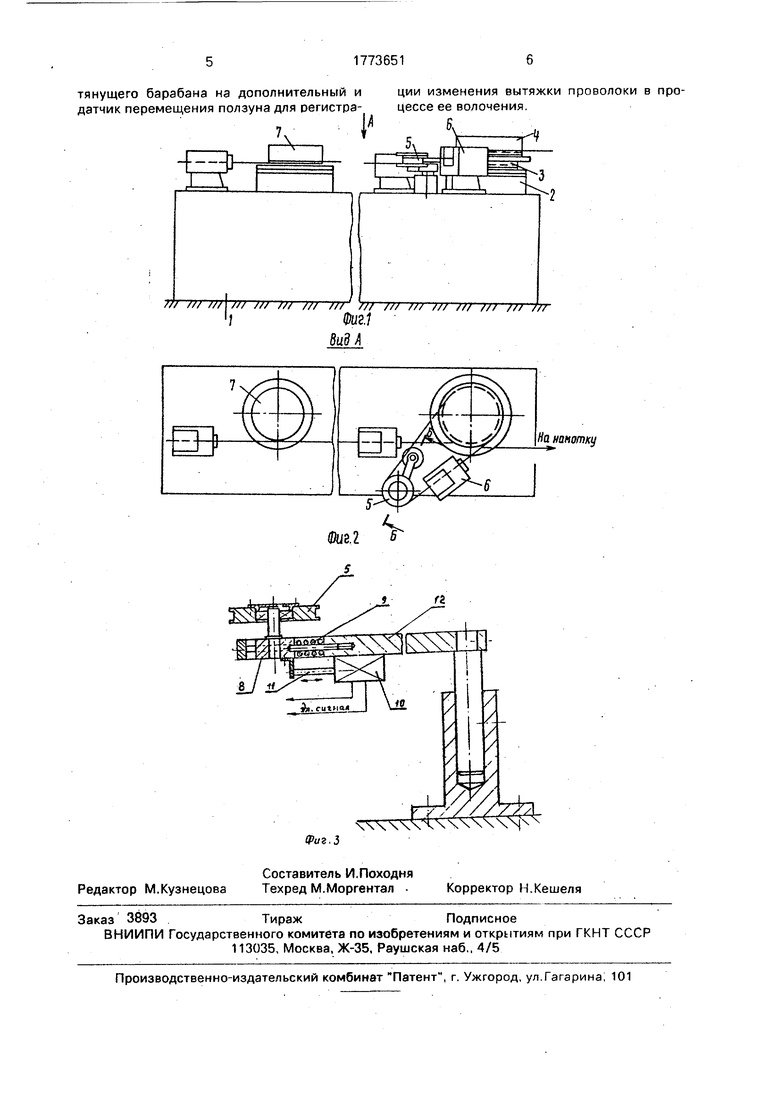
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
На фиг. 1 изображен волочильный стан 1 произвольного типа. Последний блок 2 этого стана состоит из тянущих барабанов 3 и 4. Блок снабжен обводным подпружиненным роликом 5 и дополнительной мыльницей с фильеродержателем 6, а также тянущим барабаном 7 остальных блоков стана 1.
На фиг. 3 представлены также ползун 8, пружина 9, датчик 10 линейных перемещений и его шток 11, а также кронштейн 12, жестко закрепленный на станине волочильного стана 1.
Барабан 3 меньшего диаметра и барабан 4 большего диаметра закреплены соос- но друг другу один над другим на одном валу. Обводной ролик 5 служит для передачи проволоки с барабана 3 на барабан 4. Обводной ролик 5 жестко соединен с ползуном 8, имеющим возможность совершать возвратно-поступательные перемещения за счет изменения длины петли проволоки между барабанами 3 и 4, а также под действием пружины 9. На ползуне 8 жестко закреплен шток 11 датчика 10, а сам датчик жестко закреплен шток 11 датчика 10, а сам датчик жестко закреплен на кронштейне 12.
Волочение проволоки ведут так, что проволоку протягивают сначала барабаном 3, на котором оставляют 1,5-2 витка, а затем через обводной ролик 5 барабаном 4. Предварительно волочение ведут на барабане 7 и барабанах остальных блоков стана.
При такой схеме волочения величина петли между барабанами 3 и 4, а потому положение обводного ролика 5 определяются вытяжкой проволоки ft при протяжке ее барабаном 4 через мыльницу 6. Эта вытяжка должна быть равна или несколько больше величины отношения диаметров барабанов 3 и 4. Как правило, ее назначают из соотношения
/«-(1,00-1,01) И,
L/M
где De - диаметр барабана 4;
Ом - диаметр барабана 3.
Если величина деформации при протяжке проволоки барабаном 4, а следовательно, и величина петли между барабанами 3 и 4 подобраны при нормальной величине заполнения проволоки шихтой, то в процессе дальнейшего волочения величина петли зависит только от величины заполнения проволоки шихтой. Причем с
увеличением степени заполнения проволоки при прочих равных условиях происходит увеличение ее вытяжки, увеличение длины петли и уменьшение сжатия пружины 9. При этом ползун 8 под действием пружины 9 совместно с роликом 5 и штоком 11 переме1- стится от заданного положения для компенсации увеличившейся петли,
При уменьшении степени заполнения происходит уменьшение вытяжки проволоки,поэтому уменьшение длины петли, что приводит к перемещению ролика 5 и штока 11 от заданного положения в противоположных направлениях и увеличению сжатия пружины,
В обоих случаях перемещения штока 11 вызовут появление в датчике 10 соответствующих сигналов, регистрируемых любой известной аппаратурой.
Тарирование величины перемещения
обводного ролика 5 может быть произведено в единицах измерения степени заполнения и связано со средствами его регистрации.
При значительном изменении степени
заполнения особенно при полном отсутствии шихты в проволоке происходит значительное уменьшение удлинения проволоки и такое уменьшение величины петли, которое не сможет быть компенсировано ходом
обводного ролика, что вызывает обрыв проволоки и предотвращает выпуск бракованной проволоки.
Экономический эффект от использования настоящего предложения составит 7,65
руб. /т и определится объемом его использования.
Формула изобретения Устройство для изготовления порошковой проволоки, включающее станину и смонтированный на ней ряд блоков тянущих барабанов для многократного волочения заполненной порошком трубчатой заготовки, отличающееся тем, что, с целью
повышения качества порошковой проволоки за счет контроля степени ее заполнения шихтой по всей длине, тянущий барабан последнего по ходу волочения блока снабжен жестко закрепленным на его валу дополнительным тянущим барабаном, диаметр которого больше диаметра основного тянущего барабана, а на станине установлен поворот- ный кронштейн, на котором закреплены подпружиненный ползун с обводным роликом для передачи проволоки с основного
тянущего барабана на дополнительный и ции изменения вытяжки проволоки в про- датчик перемещения ползуна для регистра- цессе ее волочения.
У&
5,
7

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина прямоточного типа для волочения проволоки | 1989 |
|
SU1681994A1 |
| Способ изготовления порошковой проволоки | 1982 |
|
SU1076240A1 |
| МНОГОКРАТНЫЙ ПРЯМОТОЧНЫЙ ВОЛОЧИЛЬНЫЙ СТАН ДЛЯ КАЛИБРОВКИ ЗАГОТОВОК | 2012 |
|
RU2539520C2 |
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ ДЛЯ МЕТАЛЛОКОРДА И ВОЛОЧИЛЬНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2067037C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 2000 |
|
RU2179103C2 |
| СПОСОБ УПРАВЛЕНИЯ МНОГОКРАТНЫМ ПРЯМОТОЧНЫМ ВОЛОЧИЛЬНЫМ СТАНОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111807C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 2023 |
|
RU2811878C1 |
| Способ волочения катанки | 2018 |
|
RU2696918C1 |
Сущность изобретения: устройство включает смонтированный на станине ряд блоков тянущих барабанов для многократного волочения заполненной порошком трубчатой заготовки. Тянущий барабан последнего по ходу волочения блока снабжен жестко закрепленным на его валу дополнительным тянущим барабаном. Диаметр дополнительного барабана отличается от диаметра основного. На станине установлен поворотный кронштейн. На кронштейне закреплены подпружиненный ползун с обводным роликом для передачи проволоки с основного тянущего барабана на дополнительный и датчик перемещения ползуна. Датчик регистрирует изменение вытяжки проволоки в процессе волочения.
// /// ///j /// /// /// /// 777 /// /// /// tft /// /j} /ft /// ФМ.1
Вид А
На нанотку
V
| Пацекин В.П | |||
| и др | |||
| Производство порошковой проволоки М.: Металлургия, 1979, с | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
