Известен способ производства тонкостенных бесшовных труб нонеречно-впнтовой прокаткой, заключающийся в горячей прокатке с расширеиием и иоследующей холодной прокатке с патяжеиием.
Для получе1П1я тонкостенных бесшовных труб большого диаметра с продольнымн внутренними ребрами предлагается горячую прокатку из прессованной толстостенной заготовки вести на конической оправке с продольными пазамн, дно которых выполнено нод углом, немного большим угла конуса оправки, а холодную нрокатку производнть на цилиндрической онравке с продольнымн пазамн, в которых ребра обжимаются но высоте и роликовыми фильерами.
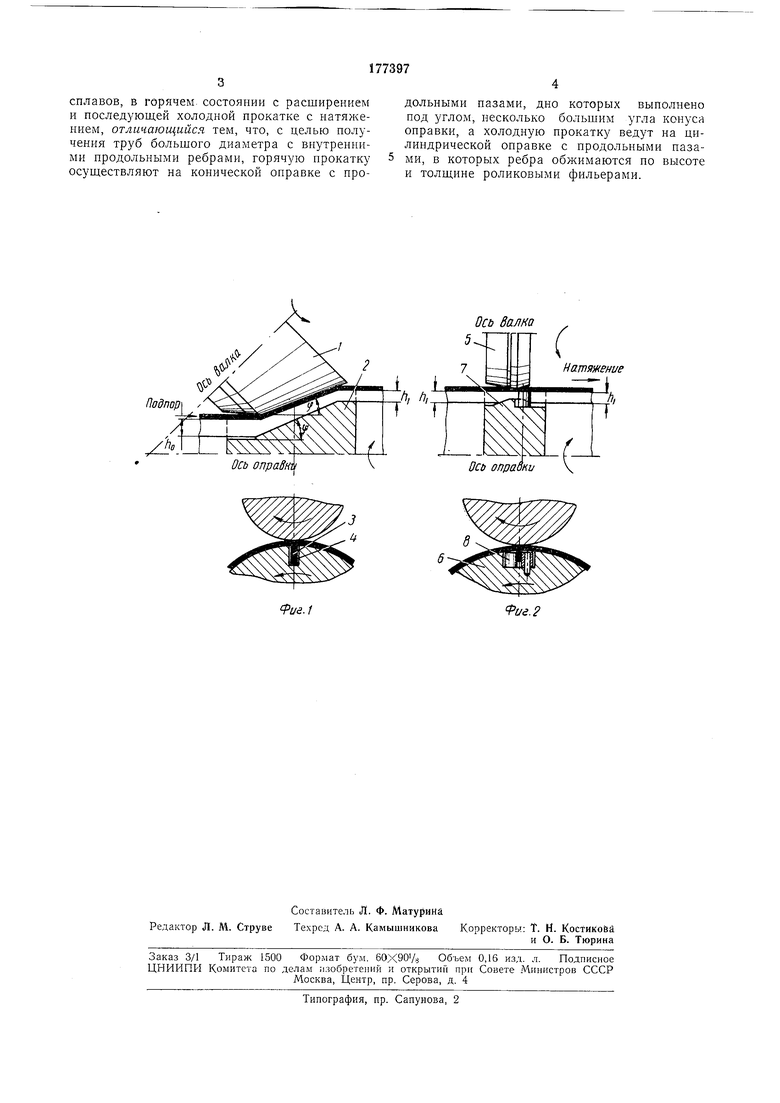
На фиг. 1 изображена схема горячей прокатки; на фиг. 2 - то же, холодной прокатки.
Горячая поперечно-винтовая прокатка производится валками / на конической оправке 2, в которой для пропуска ребер 3 выполнены продольные пазы 4. Ширина пазов песколько больше толщины ребер.
Для предотвращения отрыва ребер от стенки трубы ввиду большей их жесткости в вертикальной плоскости должно быть обеспечено постоянное поджатие ребер по высоте. С этой целью дно каждого наза конической оправки делается под углом : несколько большим угла ф конуса оправки. При этом высота hi
ребра, после прокатки, получается несколько меньше нсходной высоты Ло ребра.
Нагрев трубы при горячей прокатке производится нндукторамн неносредственно в валках.
Осевое перемещение труб ири горячей прокатке осуществляется нринудительио с помоигью механнзма нодиора.
Холодиая поперечно-винтовая прокатка производится валками 5 на цилиндрической оправке 6, в которой для пропуска ребер имеются иазы с наклонным дном 7 для обжатня ребер по высоте. Кроме того, в назах монтируются ролики 8, предназначенные для обжатня ребер по толщине.
Таким образом обеспечивается вытяжка ребер, одннаковая с вытяжкой стенки труб.
Нри дополнительном обжатии ребер по толщине роликами повышается их высота и, следовательпо, восстанавливается исходная высота ребер.
Осевое перемещение трубы осуществляется принудительно с помощью механнзма натяження.
Предмет нзобретения
Способ производства тонкостенных бесшовных труб поперечно-В1И1товой прокаткой, заключающийся в нрокатке прессованной толстостенной заготовки, например из легких
сплавов, в горячем, состоянии с расширением и последующей холодной прокатке с натяжеР1ием, отличающийся тем, что, с целью получения труб большого диаметра с внутренними продольными ребрами, горячую прокатку осуществляют на конической оправке с продольными пазами, дно которых выполнено под углом, несколько большим угла конуса оправки, а холодную прокатку ведут на цилиндрической оправке с продольными пазами, в которых ребра обжимаются по высоте и толщине роликовыми фильерами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для холодной пилигримовой прокатки труб | 1974 |
|
SU478630A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ С ПРОДОЛЬНЫМИ НАРУЖНЫМИ РЕБРАМИ | 1967 |
|
SU190314A1 |
| Способ винтовой раскатки труб | 1977 |
|
SU679266A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 1965 |
|
SU175026A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2009 |
|
RU2400317C1 |
| Способ производства труб с продольными наружными ребрами на роликовом стане | 1984 |
|
SU1266582A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ВИНТОВЫХ ШТАНГ | 2021 |
|
RU2776915C1 |
| Способ поперечно-винтовой прокатки | 1960 |
|
SU133450A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 530Х17-60, 550Х25-60, 610Х32-50 И 630Х32-60 ММ ИЗ КОВАНЫХ, НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК, СЛИТКОВ-ЗАГОТОВОК И ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НА ТРУБОПРОКАТНОЙ УСТАНОВКЕ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ОАО "ЧТПЗ" | 2013 |
|
RU2550035C2 |
| Способ периодической прокатки тонкостенных ребристых труб | 1988 |
|
SU1574296A1 |
Подпор
us.1
Ui.2 Ось вал на Натяшение
