1
Изобретение отиосится к трубиому ироизЬодству.
Известны оправки для изготовления труб с внутренними ребрами, которые представляют собой последовательно размои1,е11пые хвосто вой участок и сонряжеппый с пим большим оенованием конический участок, но всей длине которого выполнены канавки переменного профиля.
Однако такие оправки трудоемки в изготовЛенин из-за нанесения канавок неременного профиля но длине, и в них происходит палпнание металла на стенки канавок из-за зпачительиой деформации на обжимном участке оправки.
Известна оправка для холодпой пилигримовой прокатки труб, содержаи ая последовательно размещенные по длине хвостовой участок оправки, сопряженный с ним большим основанием гладкий конический участок и нримыкаюш,ий к его меньшему осиоваиию цилиндрический отъемный гладкий участок.
Недос/гатком этой оправки является невозможность изготавливать трубы с внутренними ребрами.
Целью изобретения является изготовление труб с внутренними калиброванными ребрами путем снижения налипания мета.т1.ла на оправку.
Для этого цилиндрический участок выполпен с нродольпыми назами постоянной глубины, равной высоте ребра, и удлинен в сторону конического участка на величину, равную OTHoaieniHO глубины паза к тангенсу угла наклона образующей конического участка.
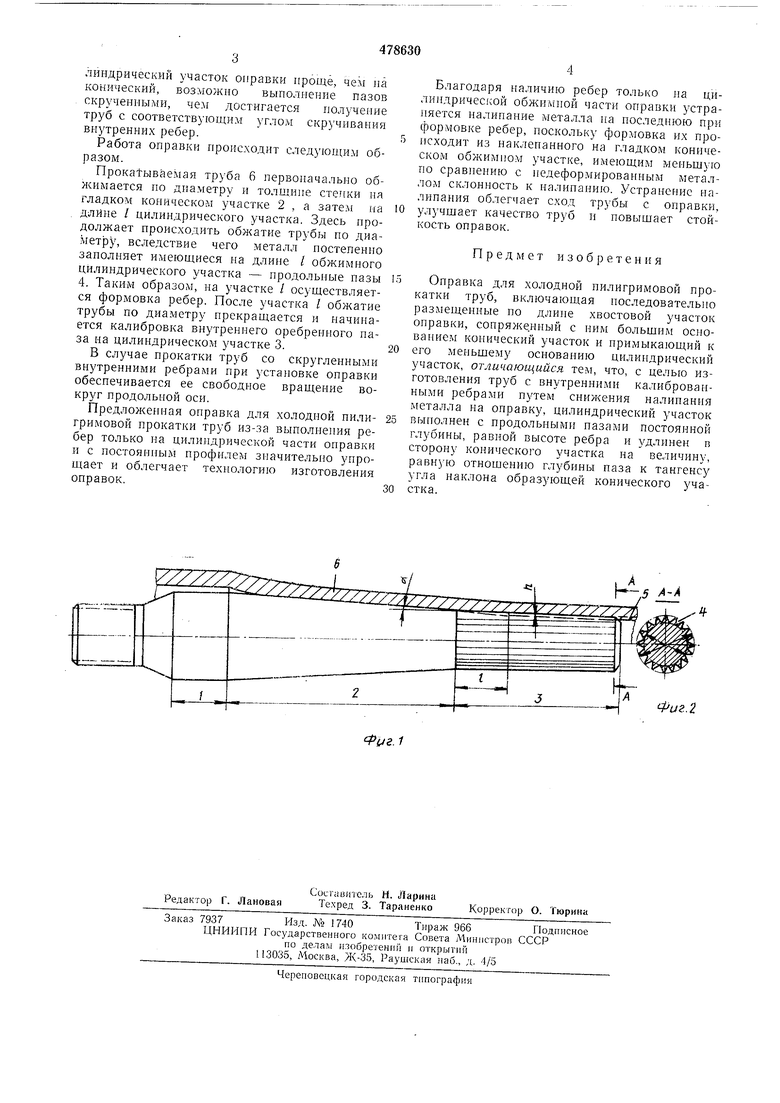
На фиг. 1 представлена предлагаемая онравка, общий вид; на фиг. 2 - разрез по А-А на фиг. 1.
Онравка состоит из хвостового цилиндрического участка 1, сонряжеиного с ним большим основаннем конического участка 2 п примыкающего к его меньшему основанию цилиндрического участка 3. Цилиндрический участок 3 выполнен с продольными пазами 4 постоянной глубнны /г, равной высоте ребра 5 трубы 6. Этот цилиндрический участок удлинен в сторону конического на величину / равную отношению глубины паза /г к тангенсу угла наклона «-образующей конического участка 2. Такнм образом величина / определяется
как / --- или / , где d - наружiga2tga
пый диаметр цилиндрического участка 3 (in-диаметр цилиндрического участка но дну канавки.
Цилиндрическая часть онравки может быть выполнена съемной, чем достигается унификация оправок и обеспечивается экономия металла.
Ввиду того, что ианесение пазов 4 на ци3
линдрическии участок оправки проще, чем па конический, возможно выполпение пазов скрученными, че.г достигается получение труб с соответствующим углом скручивания впутренних ребер.
Работа оправки происходит следующим образом.
ПрокаФываемая труба 6 первоиачальпо обжимается по диаметру и толщ.иие стеики иа гладком коническом участке 2 , а зате.м на длйие / цилиндрического участка. Здесь продолжает происходить обжатие трубы по диаметру, вследствие чего металл постепеиио заполняет имеющиеся на длине / обжимного цилиндрического участка - продольные пазы 4. Таким образом, иа участке / осуществляется формовка ребер. После участка / обжатие трубы по диаметру прекращается и начинается калибровка виутрениего оребренного паза на цилиндрическом участке 3.
В случае прокатки труб со скругленными внутренними ребрами при установке оправки обеспечивается ее свободное вращение вокруг продольной оси.
Предложенная оправка для холодной пилигримовой прокатки труб из-за выполнения ребер только па цилиндрической части онравки и с постоянным профилем зпачительпо упрощает и облегчает технологию изготовления оправок.
4
Благодаря наличию ребер только на цилнндричес.сой облсимпой части оправки устраняется иалипание металла па последнюю при формовке ребер, поскольку формовка их происходит из наклеианного на гладком коническом обжимном участке, имеющим меньщую по сравнению с иедеформированным металлом склонность к налинанию. Устранение налипания облегчает сход трубы с оправки, улучщает качество труб и повышает стойкость оправок.
Предмет изобретения
Оправка для холодной нилигримовой прокатки труб, включающая иоследовательно размещенные по длиие хвостовой участок оиравки, сонряже.ниый с ним больщнм основанием конический участок и нримыкающий к его меньшему основанию цилиндрический участок, отличающийся тем, что, с целью изготовлеиия труб с внутренними калиброванными ребрами путем снижения налииания металла иа оправку, цилиндрический участок вынолнен с продольными пазами постоянной глубииы, равной высоте ребра и удлинен п сторону конического участка иа величину, равную отношению глубины паза к тангенсу угла наклона образующей конического участка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ холодной пилигримовой прокатки профильных труб | 1989 |
|
SU1708454A1 |
| ОПРАВКА ДЛЯ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1972 |
|
SU342694A1 |
| Технологический инструмент пилигримового стана | 1981 |
|
SU1011287A1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| Способ холодной прокатки плавниковых труб | 1989 |
|
SU1632530A1 |
| Оправка для пилигримовой прокатки труб | 1978 |
|
SU737035A1 |
| ОПРАВКА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2417849C2 |
| ОПРАВКА ДЛЯ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1972 |
|
SU342695A1 |
| ОПРАВКА ДЛЯ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ С ВНУТРЕННИМИ ПРОДОЛЬНЫМИ РЕБРАМИ | 2006 |
|
RU2339468C2 |
| Технологический инструмент для горячей пилигримовой прокатки труб | 1981 |
|
SU1007770A1 |
TSZZZZZ -1
