Изобретение относится к электротехнике и предназначено преимущественно для изготовления нагревателей, применяемых в бытовых электроприборах (утюги, конфорки,отопительные приборы и др.).
Цель изобретения - повышение производительности процесса при использовании тонколистовых заготовок.
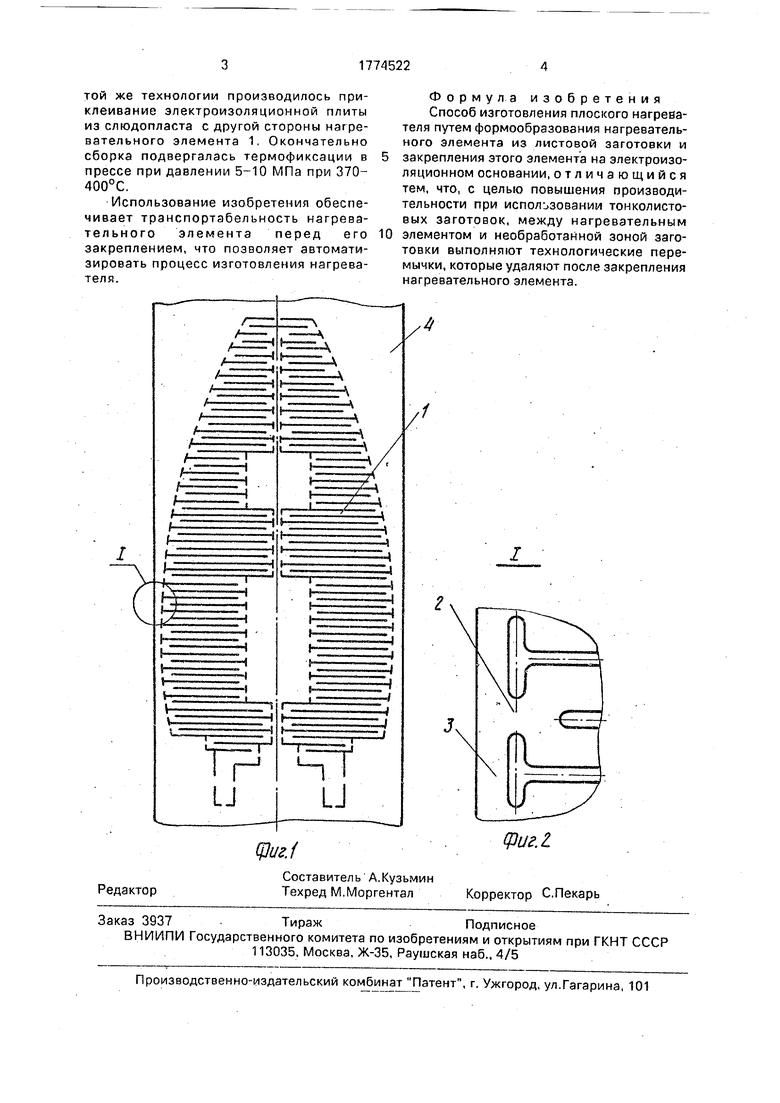
На фиг. 1 изображен нагревательный элемент в процессе изготовления после его формообразования из заготовки; на фиг, 2- узел I на фиг. 1 в увеличенном масштабе.
В качестве заготовки нагревательного элемента 1 использовалась фольга из стали Х23Ю5 толщиной 0,05 мм. Формообразование нагревательного элемента заключалось в выполнении двух контуров зигзагообразных дорожек и осуществлялось электрохимическим методом одновременно с двух
сторон в проточном электролите через трафареты, имеющие зеркальное отображение относительно друг друга.
В качестве электролита использовался 10%-ный NaNOa. В процессе формообразования помимо вытравливания заданного рисунка нагревательного элемента 1 выполнялись технологические перемычки 2, связывающие элемент 1 с необрабатываемой (перфорированной) зоной 3 заготовки 4. После формообразования нагревательный элемент 1 закрепляется на электроизоляционном основании из слюдопласта марки ИФГ-КАХФ толщиной 0,2 мм путем склеивания.
В качестве клея применялась органоси- ликатная композиция. После высыхания клея технологические перемычки 2 удалялись электрохимическим методом Далее по
VI VJ
сл
ю
ho
той же технологии производилось приклеивание электроизоляционной плиты из слюдопласта с другой стороны нагревательного элемента 1. Окончательно сборка подвергалась термофиксации в прессе при давлении 5-10 МПа при 370- 400°С.
Использование изобретения обеспечивает транспортабельность нагревательного элемента перед его закреплением, что позволяет автоматизировать процесс изготовления нагревателя.
0
Формула изобретения Способ изготовления плоского нагревателя путем формообразования нагревательного элемента из листовой заготовки и закрепления этого элемента на электроизоляционном основании, отличающийся тем, что, с целью повышения производительности при использовании тонколистовых заготовок, между нагревательным элементом и необработанной зоной заготовки выполняют технологические перемычки, которые удаляют после закрепления нагревательного элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО ФОЛЬГОВОГО НАГРЕВАТЕЛЯ | 2002 |
|
RU2208918C1 |
| НАГРЕВАТЕЛЬНЫЙ БЛОК ДЛЯ БЫТОВЫХ ЭЛЕКТРОПРИБОРОВ | 2003 |
|
RU2246804C1 |
| НАГРЕВАТЕЛЬНЫЙ БЛОК ДЛЯ БЫТОВЫХ ЭЛЕКТРОПРИБОРОВ | 2002 |
|
RU2237384C2 |
| Способ изготовления плоского электронагревателя | 1988 |
|
SU1612381A1 |
| НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ ДЛЯ БЫТОВЫХ ЭЛЕКТРОНАГРЕВАТЕЛЬНЫХ ПРИБОРОВ (ВАРИАНТЫ) | 1994 |
|
RU2074527C1 |
| ВЫСОКОТЕМПЕРАТУРНЫЙ НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ ДЛЯ БЫТОВЫХ ЭЛЕКТРОНАГРЕВАТЕЛЬНЫХ ПРИБОРОВ, ЭЛЕКТРОИЗОЛЯЦИОННАЯ ЭМАЛЬ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА, ЭЛЕКТРОИЗОЛЯЦИОННЫЙ СЛОЙ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА, НАРУЖНЫЙ ТЕПЛОЗАЩИТНЫЙ И ГИДРОФОБНЫЙ СЛОЙ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА И СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА ДЛЯ БЫТОВЫХ ЭЛЕКТРОПРИБОРОВ | 1994 |
|
RU2091986C1 |
| Устройство для электрохимического прошивания | 1990 |
|
SU1773615A1 |
| Электроизоляционная масса для заделки нагревательных элементов | 1988 |
|
SU1655952A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1972 |
|
SU356088A1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ПЕРЕКЛЮЧАТЕЛЬ | 1994 |
|
RU2080682C1 |
Изобретение относится к электротехнике и используется в производстве нагревателей преимущественно для бытовых электроприборов (утюги, конфорки и др.). Цель изобретения - повышение производительности процесса изготовления при использовании тонколистовых заготовок. Способ осуществляется путем формообразования нагревательного элемента из листовой заготовки,закрепления этого элемента на электроизоляционном основании, при этом между нагревательным элементом и необрабатываемой зоной заготовки выполняют технологические перемычки, которые удаляют после закрепления нагревательного элемента. Наличие технологических перемычек повышает жесткость и, как следствие, транспортабельность нагревательного элемента совместно с необрабатываемой частью заготовки, что позволяет автоматизировать процесс изготовления. 1 ил.
ь
1Ь
LJ
/
/
I
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ электрохимической обработки | 1987 |
|
SU1484502A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
