Известные устройства для навесных деталей на печатные платы, содержащие управляемые по заданной программе укладочные головки с бункерами для загрузки деталей и блок контроля, снабженный датчиками, фиксирующими наличие навесных деталей на плате после окончания процесса укладки, недостаточно надежны в работе.
В описываемом устройстве для автоматической укладки навесиых деталей на печатные платы повыщение надежности работы достигнуто использованием в блоке контроля дополнительного узла запоминания пропуи1,енных укладочными головками навесных элементов, выполненного, например, по релейной схеме, блока считывания запомненной информации о пропущенных при укладке деталях и соединенного с ним блока выборочного управления при доукладке навесных деталей на печатную плату во время ее вторичного прохождения под укладочными головками.
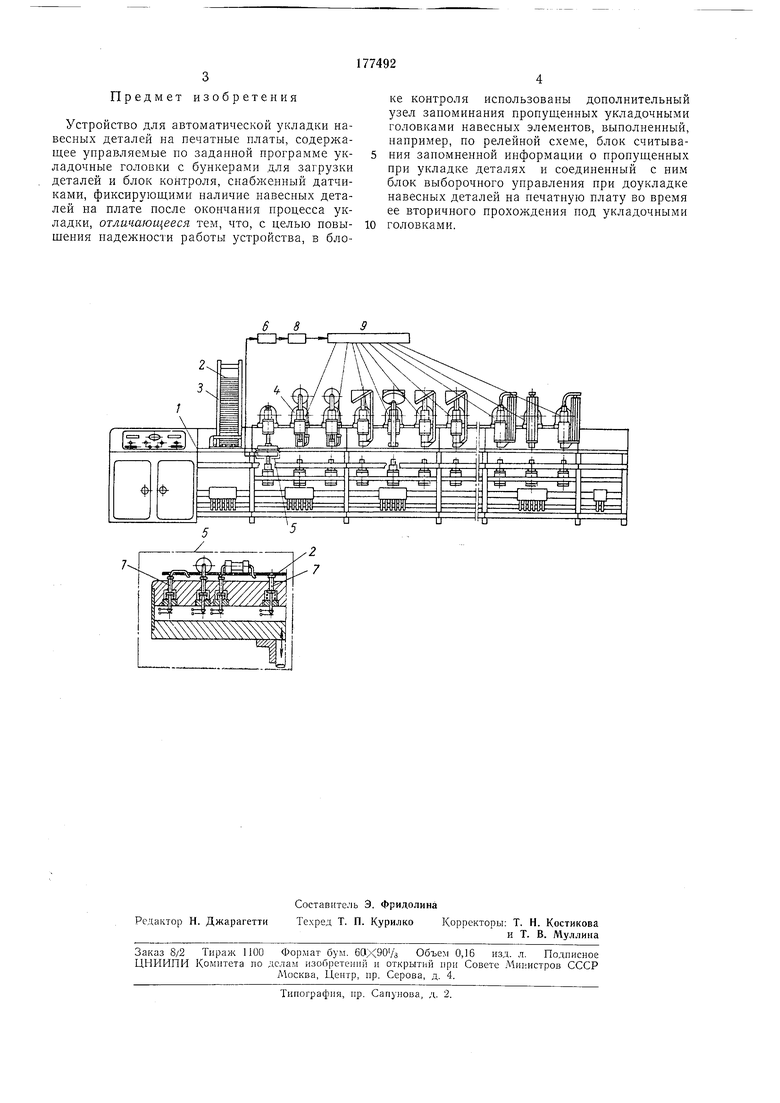
На чертеже схематически изображено предлагаемое устройство.
Укладку и доукладку радиодеталей в описываемом устройстве производят на одной и той же линии }. Автоматически отбракованные печатные платы 2 с пропущенными радиодеталями загружаются в бункер 3, где они находятся до тех пор, пока не будут собраны
все платы, подлежащие сборке. После этого бракованные платы из бункера подаются на автоматическую линию / и пропускаются повторно через нее. Лпнпя при этом работает в новом режиме, при котором укладочные головки 4 срабатывают выборочно только в определенном случае, производя доукладку пропущенных радиодеталей. Новый режим работы укладочных головок осуществляется с
помощью блока 5 датчиков группового контроля наличия радиодеталей, узла 6 запоминания пропущенных укладочными головками навесных элементов и системы управления. Блок 5 датчиков группового контроля, расположенный сразу за бункером 3, посредством датчиков 7 проверяет печатные платы 2, определяя в каких комбинациях и каких радиодеталей не достает. Последовательность комбинаций отсутствующих деталей, каждая из которых соответствует одной печатной плате, фиксируется в узле 6 запоминания.
Блок 8 считывания запомненной узлом 6 информации о пропущенных при укладке деталях контролирует ячейки узла 6 и при наличии команды «Да посредством .блока выборочного управления 9 подает команду на соответствующую укладочную головку 4, которая и производит доукладку соответствуюПредмет изобретения
Устройство для автоматической укладки навесных деталей на печатные нлаты, содержащее уиравляемые по заданной программе укладочные головки с бункерами для загрузки деталей и блок контроля, снабженный датчиками, фиксирующими наличие навесных деталей на плате после окончания процесса укладки, отличающееся тем, что, с целью повышения надежности работы устройства, в блоке контроля использованы дополнительный узел запоминания пропущенных укладочными головками навесных элементов, выполненный, например, по релейной схеме, блок считывания заномненной информации о пропущенных при укладке деталях и соединенный с ним блок выборочного управления при доукладке навесных деталей на печатную плату во время ее вторичного прохождения под укладочными головками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки навесных радиодеталей на печатные платы | 1978 |
|
SU748933A1 |
| Устройство для установки радиодеталей на печатные платы | 1977 |
|
SU736392A1 |
| Устройство для установки радиодеталей на платы с печатным монтажом | 1960 |
|
SU133932A1 |
| Устройство для механизированной укладки элементов радиосхем на печатные платы | 1957 |
|
SU111789A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ | 1965 |
|
SU169606A1 |
| Устройство для подачи радиодеталей | 1980 |
|
SU924932A1 |
| Устройство для установки на печатные платы радиоэлементов, преимущественно поверхностного монтажа | 1988 |
|
SU1777256A1 |
| Линия для изготовления микросборок | 1988 |
|
SU1598241A1 |
| Устройство для установки радио-элЕМЕНТОВ HA пЕчАТНыЕ плАТы | 1979 |
|
SU834954A1 |
| УКЛАДОЧНАЯ ГОЛОВКА ДЛЯ АВТОМАТИЧЕСКОЙ УСТАНОВКИ НАВЕСНЫХ ДЕТАЛЕЙ НА ПЕЧАТНЫЕ НЛАТЫ | 1964 |
|
SU165807A1 |