Изобретение относится к порошковой металлургии, в частности к способам и устройствам для изготовления порошковых изделий с малыми отверстиями, которые могут быть использованы при изготовлении многоручьевых твердосплавных фильер, а также теплообменных элементов с большим числом осевых каналов.
Широко известны способы изготовления порошковых изделий с одним отверстием, заключающиеся в подготовке порошка, засыпке его в пресс-форму с установленными в ней стержнями, прессовании и дальнейшей выпрессовке изделия. Устройства для осуществления способа содержат матрицу, верхний и нижний пуансоны с осевыми отверстиями, а также один или несколько стержней для формирования отверстий D изделии, устанавливаемых в отверстия пуансонов с возможностью осевого перемещения.
К недостаткам известных способов и устройств относятся низкое качество и точность формируемых отверстий при малом их диаметре (менее 1,0 мм). Указанные недостатки обусловлены тем, что упомянутые выше устройства имеют низкую стойкость формующего инструмента, в частности тонких стержней с диаметром менее 1,0 мм. Такие стержни в процессе прессования и распрессовки ломаются и остаются в спрессованном изделии. При их извлечении происходит попрежденил поверхности сформированных отверстий.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ изготовления изделий из порошка с малыми отверстиями, включающий установку в матрицу проволоки с диаметром, соответствующим диаметру отверстия, заполнение матрицы порошком, фиксацию и натяжку проволоки, прессование, удаление проволоки и выпрессовку изделия, в также устройство для изготовления порошковых изделий с малыми отверстиями, содержащее матрицу, наковальню и пуансон с отверстиями, пропущенную через отверстия проволоку, размещенные в полости пуансона упругий элемент и узел крепления проволоки, подвижный относительно пуансона, а также узел фиксации проволоки, установленный в наковальне (3),
Недостатком известных способов и устройств является то, что они не обеспечивают необходимой точности выполнения малых отверстий. Это объясняется тем, что при фиксации проволоки винтом (по прототипу) происхо,цит ее локальная деформация, которая при дальнейшем удалении проволоки приводит к повреждению поверхности отверстий и снижению точности геометрических размеров и формы, в частности круглости. При этом, в случае прессования изделий с несколькими осевыми отверстиями и малым межосевым шагом между ними, может произойти полное разрушение прессовки.
Целью изобретения является повышение качества изделий за счет исключения искажений отверстий и повреждений изделия при удалении проволоки.
Поставленная цель достигается тем, что в способе изготовления порошковых изделий с малыми отверстиями, включаю1цем установку в матрицу технологического стержня в виде проволоки, заполнение матрицы порошком, фиксацию конца проволоки и ее натяжку, прессование порошка, освобождение конца проволоки, ее удаление HI выпрессовку изделия, согласно изобретению фиксацию конца проволоки осуществляют замораживанием его в воде, а освобождение - разморажипанием. Поставленная цель достигается также тем, что в устройстве для изготовления порошковых изделий с малыми отверстиями, содержащем матрицу, формовочную наковальню и пуансон с отверстиями в них, проволоку, пропущенную через отверстия, размещенный в полости пуансона упругий злемент с узлом крепления проволоки, установленным над упругим элементом с возможностью перемещения при его сжатии, и узел фиксации конца проволоки, установленный в наковальне, согласно изобретению узел фиксации выполнен в виде открытого сосуда, заполненного водой на глубину погружения конца проволоки, с узлом контроля глубины в виде системы сигнализации и двух пластин, из которых одна размещена на дне сосуда с возможностью контактирования с концом проволоки, а другая установлена в наковальне и выполнена с отверстиями для пропускания проволоки.
Сущность изобретения заключается в следующем. Фиксации концов проволоки в
5 предлагаемом техническом решении осуществляется замораживанием в воде за счет всестороннего равномерного сжатия при ее объемном расширении. При зтом какойлибо деформации проволоки не происходит, в результате чего достигаются высокие точность отверстий и чистота их поверхности, а при формировании большого их числа с малым шагом отсутствует разрушение прессовок после вытягивания проволоки.
5Сравнение заявляемых технических решений с прототипом позволило установить соответствие их критерию новизна. При изучении других известных технических решений в данной области техники признаки,
0 отличающие заявляемое изобретение от прототипа, не были выявлены в предлагаемой совокупности для достижения поставленной цели. Следовательно, заявляемое техническое решение соответствует крите5 рию существенные отличия.
- Способ осуществляют следующим образом. Предварительно устанавливают в матрицу проволоку с диаметром, соответствующим диаметру формируемого отвер0 от и я., фиксируют концы проволоки замораживанием, заполняют матрицу порошком, натягивают проволоку и производят прессование. Затем проволоку размораживают, удаляют вытягиванием и
5 осуществляют выпрессовку изделий.
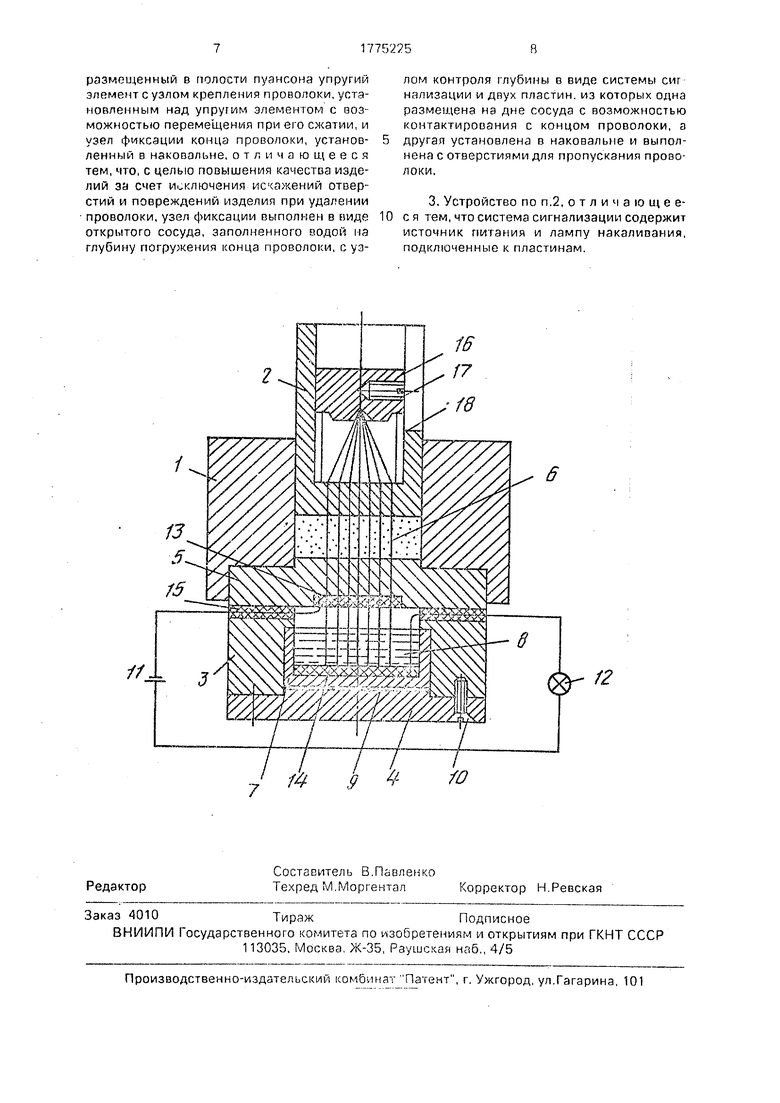
На чертеже представлен продольный разрез устройства для осуществления способа изготовления порошковых изделий. Устройство содержит матрицу 1, в которую установлены пуансон 2 и наковальня, состоящая из корпуса 3, фланца 4 и основания 5, через отверстия которого пропущены мерные отрезки проволоки 6. Количество отрезков соответствует числу формируемых
5 отверстий. В наковальню установлены узел фиксации проволоки, выполненный в виде открытого сосуда 7, заполненный замораживаемой средой - водой 8. Сосуд 7 закреплен а корпусе 3 наковальни с помощью фланца 4, прокладки 9 и F.U-IHTOB 10. В воду 8
погружены концы проволоки б на глубину, рапную 15-20 диаметрам проволоки. В наковальню также установлен узел контроля глубины погружения проволоки, состоящий из системы сигнализации, включающей елаботочный источник питания 11, например, на 4, 5 В и лампу накаливания 12, и пластин 13 и 14, выполненных из электропроводного упругого материала, например, резины. Пластина 13 закреплена на основании 5 наковальни, в ней выполнены отверстия для прохода проволоки, совпадающие с отверстиями в пуансоне,пластина 14 закреплина на дне сосуда 7. Отрезки проволоки 6 погружены в сосуд 7 до соприкосновения с пластиной 14. Пластины 13 и 14 соединены с системой сигнализации. В наковальне размещены изоляционные проходные втулки 15. Узел крепления проволоки установлен в пуансоне 2 с возможностью перемещения относительно него и содержит втулку 16, фиксирующий винт 17 и пружину 18, Матрица 1 с наковальней установлены в замораживающей камере (на чертеже не показана), которая выполнена, например, в виде сосуда с кольцевым резервуаром, заполненным жидким азотом.
Устройство работает следующим образом. Матрицу 1 и наковальню выдерживают в замораживающей камере до полного фазового перехода воды в твердое состояние. В результате объемного расширения воды происходит надежная фиксация концов проволоки. При этом концы проволоки 6 погружают в воду до загорания лампы накаливания 12 системы сигнализации. После фиксации проволоки замораживанием производят заполнение матрицы 1 порошком. Свободные верхние концы проволоки 6 пропускают через соответствующие отверстия в пуансоне 2 и пластине 13, сворачивают в жгут, пропускают через отверстие во втулке 16 и фиксируют в ней винтом 17 в положении, при котором после сжатия пружины 18 обеспечивается необходимое натяжение проволоки. После прессования осуществляют операцию размораживания воды 8 путем нагрева корпуса 3 и фланца 4 наковальни любым методом, например, в электронагревательных приборах - сушильных шкафах и печах. В дальнейшем удаляют из матрицы 1 пуансон 2 с проволокой 6,после чего производят выпрессовку изделия.
С помощью заявляемых способа и устройства были изготовлены нагревательные элементы радиаторов толщиной 10 мм и диаметром 25 мм из порошка карбонильного никеля с 19-ю сквозными отверстиями диаметром 0,9 мм и шагом 1,2 мм. Отрезки
проволоки, изготовленные из стали 20, были погружены в воду на глубиму 16 мм.
Исследрвание качества выполнения отверстий показали, что отклонение от круглости сформированных отверстий составляет в среднем 10 мкм, а чистота поверхности параметр шероховатости Рг 10 мкм (см. акт испытаний). Фиксация концов проволоки замораживанием и погружение их в воду до контакта с упругой электропроводной пластиной (о чем сигнализирует загорающаяся лампа накаливания 12) исключают какую-либо деформацию проволоки. Благодаря этому при извлечении ее из отпрессованного изделия не происходит повреждения поверхности формируемых отверстий и разрушения малых перемычек между ними.
Технико-экономические преимущества предлагаемого изобретения по сравнению с прототипом заключаются в следующем:
повышение точности изготовления малых отверстий с диаметром менее 1 мм;
обеспечение возможности изготовления большого количества малых отверстий в пластинах, толщина которых значительно превышает диаметр отверстий;
уменьшение расстояния (шага) между отверстиями - получение сотовых конструкций;
упрощение конструкции пресс-формы при формировании изделий с большим числом отверстий, т.к. отпадает необходимость в фиксирующих узлах для каждого технологического стержня (проволоки) в отдельности.
Заявляемые способ и устройство могут быть также использованы для получения в изделии одного отверстия повышенной точности и малого диаметра.
Формула изобретения
1.Способ изготовления порошковых изделий с малыми отверстиями, включающий установку в матрицу технологического стержня в виде проволоки, заполнение матрицы порошком, фиксацию конца проволоки и ее натяжку, прессование порошка, освобождение конца проволоки, ееудаление и выпрессовку изделия, отличающийся тем. что, с целью повышения качества изделий за счет исключения искажений отверстий и повреждений изделия при удалении проволоки, фиксацию конца проволоки осуществляют замораживанием его в воде, а освобождение - размораживанием,
2.Устройство для изготовления порошковых изделий с малыми отверстиями, содержащее матрицу, формовочную наковальню и пуансон с отверстиями в них, проволоку, пропущенную через отверстия.
размеиденный в полости пуансона упругий элемент с узлом крепления проволоки, установленным над упругим элементом с возможностью перемещения при его сжатии, и узел фиксации конца проволоки, установленный в наковальне, отличающееся тем, что, с целью повышения качества изделий за счет исключения искажений отверстий и повреждений изделия при удалении проволоки, узел фиксации выполнен в виде открытого сосуда, заполненного водой на глубину погружения конца проволоки, с узлам контроля глубины в виде системы сиг нализации и двух пластин, из которых одна размещена на дне сосуда с возможностью контактирования с концом проволоки, а другая установлена в наковальне и выполнена с отверстиями для пропускания проволоки,
3. Устройство по п,2, отличающеес я тем, что система сигнализации содержит источник питания и лампу накаливания, подключенные к пластинам.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ТВЕРДЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083328C1 |
| Способ изготовления изделий из порошка с малыми отверстиями и устройство для его осуществления | 1982 |
|
SU1039646A1 |
| Устройство для электроимпульсного прессования порошковых материалов | 2023 |
|
RU2812071C1 |
| Способ изготовления изделий из электропроводных порошков, содержащих радионуклиды | 2020 |
|
RU2736310C1 |
| СПОСОБ МОКРОГО ПРЕССОВАНИЯ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2323803C1 |
| Способ распрессовки прессованных изделий с отверстиями | 1990 |
|
SU1715494A1 |
| Устройство для электроимпульсного прессования порошковых материалов | 2022 |
|
RU2797226C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ТОНКИХ ИЗДЕЛИЙ ИЗ ПОРОШКОВОГО МАТЕРИАЛА | 1996 |
|
RU2100185C1 |
| Устройство для определения структурно-пластической прочности пластифицированных порошковых материалов | 1985 |
|
SU1274848A1 |
| СПОСОБ ПРЕССОВАНИЯ ТОНКОСТЕННЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 2007 |
|
RU2364468C1 |
Изобретение относится к порошковой металлургии, в частности к способу изготовления порошковых изделий с малыми отверстиями и устройству для его осуществления. Сущность изобретения: предварительно устанавливают в матрицу проволоку с диаметром, соответствующим диаметру формируемого отверстия, фиксируют концы проволоки путем их погружения в дистиллированную воду и замораживания воды в открытом сосуде, заполняют матрицу порошком, натягивают проволоку и производят прессование пуансоном с отверстиями. Затем проволоку размораживают, удаляют ее вытягиванием и выпрессовыва- ют изделие. В устройстве используется упругий элемент для натяжения проволоки, узел контроля глубины погружения конца проволоки в воду с системой сигнализации. 1 ил.сл
/XI
//
| Гроат Г | |||
| Производство изделий из металлического порошка, М,; Машгиз | |||
| Пробочный кран | 1925 |
|
SU1960A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
