2. Устройство для изготовления изделий из порошка с малыми отверстиями, содержащее матрицу, наковальню и пуансон с отверстиями и пропущенную через отверстия проволоку, отличающееся тем, что, с целью по&ышения точности выполнения отверстий в изделии, оно снабжено винтовыми фиксаторами, упругим элементом и втулкой с отверстиями
под проволоку и фиксатор, пуансон выполнен с цилиндрической полостью и боковым пазом, причем втулка размещена в полости пуансона, один из фиксаторов установлен во втулке и в пазе пуансона с возможностью перемещения относительно последнего, другой фиксатор установлен в наковальне, а упругий элемент размещен в полости пуансона под втулкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления порошковых изделий с малыми отверстиями и устройство для его осуществления | 1990 |
|
SU1775225A1 |
| Пресс-форма для прессования порошковых материалов | 1986 |
|
SU1397286A1 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2007271C1 |
| Способ прессования изделий с отверстиями из порошков | 2023 |
|
RU2823590C1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264277C1 |
| Способ прессования трубчатых заготовок из порошка и устройство для его осуществления | 1982 |
|
SU1016071A1 |
| Автоматический корректор высоты отпрессованных изделий | 1989 |
|
SU1752567A1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2024354C1 |
| Пресс-форма для прессования изделий из порошка | 1988 |
|
SU1556815A1 |
| Устройство объемного дозирования порошков | 1990 |
|
SU1750966A1 |
1. Способ изготовления изделий иэ порошка с малыми отверстиями,включающий установку в матрицу проволоки, диаметр которой соответствует диаметру отверстия, засыпку матрицы, порошком, прессование и удаление проволоки, отличающийся тем, что, с целью повышения точности выполнения отверстия в изделии, перед прессованием проволоку натягивают. (Л со со 05 з: 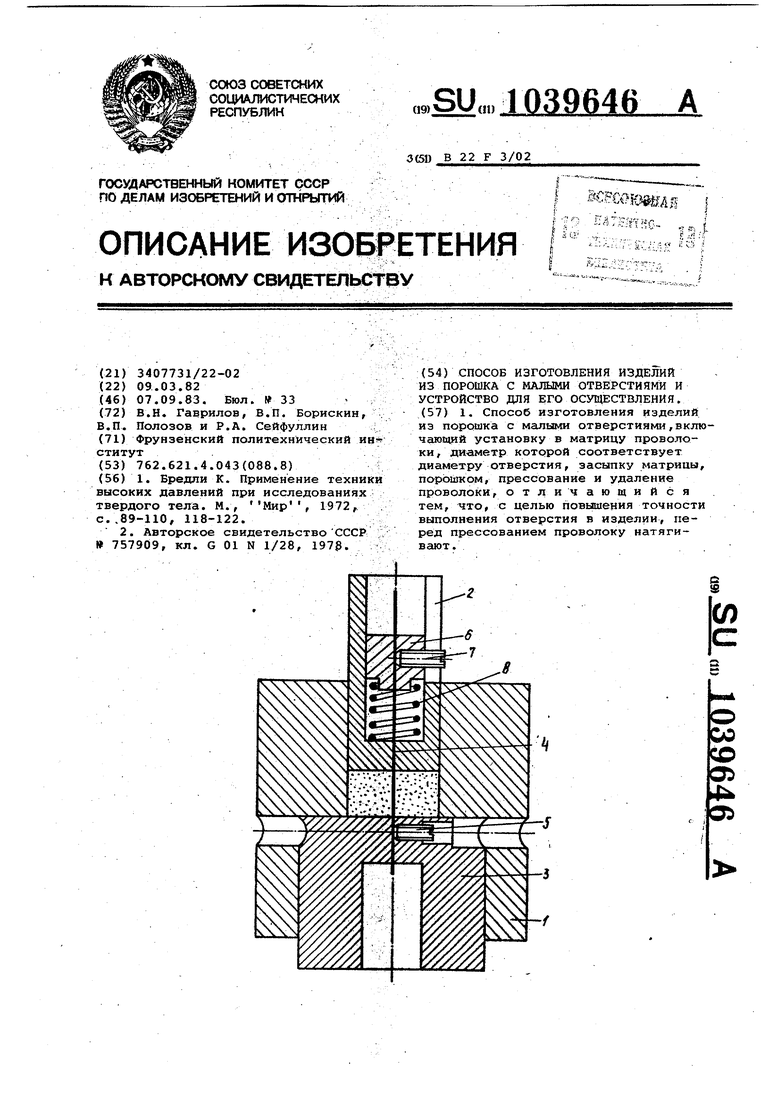
Изобретение относится к порошковой металлургии, в частности к способам и устройствам для изготовления изделий из порошка с малыми отверстиями, и может быть использовано для изготовления поликристаллов с отверстием.
Известен способ изготовления изделий из порошка с малыми отверстиями, включающий подготовку порошка, засыпку его в пресс-форму и прессование. Устройство для осуществлёния способа содержит матрицу и пуансон с центральным выступом или без него В последнем случае отверстие в прессовке высверливают l .
Этот способ и устройство имеют недостатки, заключающиеся в низкой точности отверстия и малой стойкости инструмента, которым образуют отверстия. Изготовление прессовок с отверстиями диаметром менее 1 мм связано с технологическими трудностями, так как тонкие пуансоны при прессовании и распрессовке часто ломаются и остаются в прессовке. При их извлечении прессовки разрушаются. При .сверлении же отверстий происходит выкрашивание крупинок порошка, что снижает .точность отверстия прессовки. Стойкость мелкоразмерных сверл к тому же низкая, так как ма;Териал прессовки обладает высокой абразивной способностью, что вызывает интенсивный износ режущего инструмента,
Наиболее близким к изобретению по технической сущности и достигаемому результату йвляются способ изготовления изделий из порошка с малыми отверстиями, включающий установку в матрицу проволоки, диаметр которой соответствует диаметру отверстия, засыпку матрицы порошком, прессование и удаление проволоки, и устройство для изготовления изделий из порошка с малыми отверстиями, включающее матрицу, наковальню и пуансон с отверстиями и пропущенную через отверстия проволоку (2J ,
Недостатком известных способа и устройства является то,что при запрессовке проволоки в порошок она деформируется , Деформация проволоки вызвана тем, что при прессовании частички порошка попадают в зазор между проволокой и стенками отверстий в пуансоне и наковальне, чуо препятствует перемещению проволоки цо отверстиям. Особенно это проявляется при запрессовывании проволоки диаметром менее 0,5 .мм. Вследствие изгиба проволоки получается погрешность оси отверстия, Деформация проволоки в виде волн затрудняет извлечение проволоки, что приводит к разрушению материала изделия. Элементы, которые исключили бы дефор мацию проволоки в процессе прессования отсутствуют,,
Целью изобретения является- повышение точности выполнения отверстий в изделии.
Цель достигается тем, что согласно способу изготовления изделий из порошка q малыми отверстиями, включающему установку в матрицу проволоки, диаметр которой соответствует диаметру отверстия, засыпку матрицы порошком, прессование и удаление проволо1 и, перед прессованием проволоку натягивают.
Устройство для изготовления изделий из порошка с малыми отверстиями, содержащее матрицу, наковальню и пуансон с отверстиями и пропущенную через отверстия проволоку, снабжено винтовыми фиксаторами, упругим элементом и втулкой с отверстиями под проволоку и фиксатор, пуансон выполнен с цилиндрической полостью и боковым пазом, причем втулка размегцейа в полости пуансона, один из фиксаторов установлен во втулке и в пазе пуаисона с возможностью перемещения относительно последнего, другой фиксатор установлен в наковальне, а упругий элемент размещен в полости пуансона под втулкой.
Способ осуществляют следующим образом.
Устанавливают в .матрицу проволоку, диаметр которой соответствует диаметру отверстия, осуществляют засыпку матрицы порошком натягивают проволоку, прессуют и удаляют проволоку.
На чертеже представлено устройстг во для осуществления способа.
Устройство состоит из матрицы 1, в которой установлены пуансон 2 и наковальня 3, проволоки 4, зафиксированной в отверстии наковальни винтом 5, причем верхний конец проволоки зафиксирован во втулке 6 винтом 7, а втулка оперта на пружину 8.
Устройство работает следующим образом.
Наковальню 3 устанавливают в нижнюю полость матрицы 1. Через отверстие в формовочной наковальне 3 пропускают проволоку 4. Нижний конец проволоки 4 крепят винтом 7. В верхнюю полость матрицы 1 засыпают необходимую порцию порошка. В отверстие пуансона 2 пропускают верхний конец проволоки-4 и пуансон устанавливают в верхнюю полость матрицы 1. В полость пуансона устанавливают
пружину 8, а на верхний конец проволоки 4 устанавливают втулку 6, которой сжимают пружину 8. После сжатия пружины 8 закрепляют проволоку 4 во втулке 6 винтом 7. Во время прессования пуансон идет вниз, пружина несколько расжимается, но натянутое состояние проволоки сохраняетс все время прессования. После прессования винт 7 отворачивают и извлеKeuoT втулку 6. с проволокой из отверстйя прессовки. Дсшее прессовку подвергают синтезу.
Прессовки, изготовленные предлагаемым способом, применяются для синтеза поликристаллов с отверстием из сверхтвёрдых материалов. Издели имеют следующие размеры: высота 2- 3 мм, диаметр 6-7,5 мм/ диаметр отверстий 0,1-0,6 мм. Время изготовления одной прессовки 3-4 мин. Отверстие прессовки получается 2-го кл, точности, чистота поверхности Rj 20 мкм.
Таким образом, предлагаемые способ и устройство позволяют повысить точность выполнения отверстия в изделии, что не достигается при известных по, причине искажения проволоки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бредши К | |||
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| М., с..89-110, 118-122 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельствоСССР 757909, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
