Изобретение относится к технологии изготовления сетчатых оболочек из композиционного материала методов намотки и к оснастке для ее осуществления, а именно, к оправке для формования длинномерных сетчатых оболочек, которые могут быть использованы в качестве самостоятельного изделия, а также каркаса многослойной оболочки.
Известен способ намотки на оправку сетчатых оболочек путем нэмотки на оправку слоев с огибанием по краям зоны намотки рядов ограничительных штифтов с последующей вытяжкой намотанного материала в осевом направлении и отверждением.
Такая намотка позволяот получить местное усиление или переменный профиль оболочки.
Однако известный способ не обеспечивает связи слоев в зоне местной намотки при изготовлении длинномерного изделия, что сказывается на его качестве.
Известна оправка для намотки сетчатых оболочек, включающая центральный вал, установленный на нем формообразующий элемент в виде ряда состыкованных секций, одна крайняя из которых жестко закреплена на валу; а остальные смонтированы с возможностью осевого перемещения посредством силового механизма, соединенного с другой крайней секцией.
Известная оправка не позволяет формовать длинномерные изделия, слой которых состоит из отдельных участков намотки различных по свойствам материалов и имеет на границе раздела прочное соединение.
Целью изобретения является расширение технологических возможностей и повышение качества изделия.
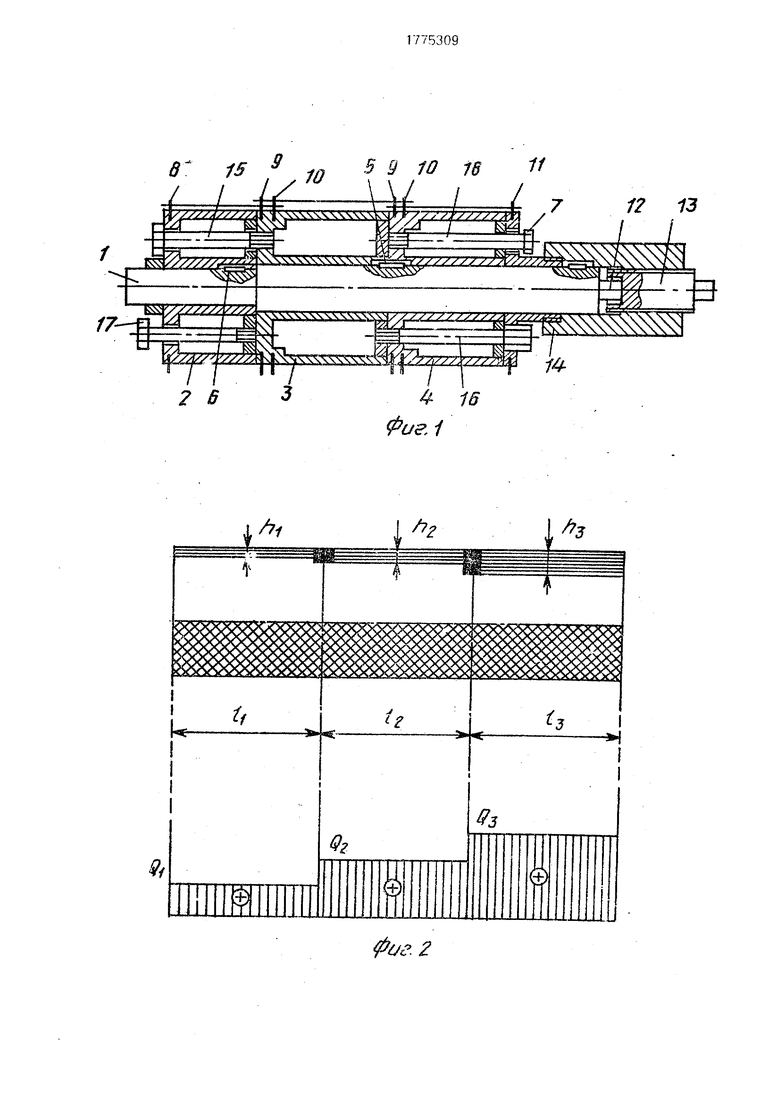
На фиг. 1 показана оправка, общий вид, разрез; на фиг. 2 - сечение трубы по длине и эпюра осевых растягивающих усили:.
Оправка состоит из центрального вала 1, установленных на нем состыкованных секций, 2. 3. 4 с помощью направляющих
шпонок 5, 6 и подвижного фланца 7, на которых смонтированы ограничительные штифты 8, 9, 10, 11, причем 8 и 11 - в один ряд, а 9 и 10 - в два, Секция 2 жестко закреплена на валу 1, а секции 3, 4 и фланец 7 - с возможностью осевого перемещения посредством силового механизма, включающего соединенный с валом 1 через силоизмеритель 12 силовой винт 13, взаимодействующий с силовой гайкой 14,соединенной с подвижным фланцем 7.
Секции попарно жестко соединены между собой винтами 15, 16 и имеют фиксирующие винты 17, 18.
Способ изготовления длинномерных сетчатых оболочек состоит в следующем, Намотку ведут на оправке, имеющей ряд секций 2,3,4, число которых не менее числа зон намотки по длине изделия ,При укладке длинномерного материала на каждую секцию его фиксацию осуществляют с помощью ограничительных штифтов 8, 9, 10, 11, расположенных на одном краю секции намотки и на примыкающем к этой зоне краю последующей секции, причем на последней они установлены в два ряда. Наматывая длинномерный материал на первый по ходу секции, его от начала этой секции ведут к концу, огибая второй по ходу штифт 10 последующей секции, а при намотке последующей секции огибают сначала первый ее штифт 9, укладывают материал на поверхность секции, затем опять огибают второй по ходу штифт 10 последующей секции, образуя таким образом на границе раздела зон намотки нахлест одной зоны на другую, что приводит к ее упрочнению, полученному в процессе намотки. Переходя от одной секции к другой, наматывают длинномерную оболочку.
Работа оправки осуществляется следующим образом.
На собранную оправку осуществляют намотку последовательно на каждую секцию, или зонально на отдельные секции.
После намотки оболочки, разъединяют секции 3 и 4, снимая соединительнь1е винты 16, включают привод вращения силового винта 13, гайка 14 перемещает фланец 7, который увлекает за собой в осевом направлении секции 3 и 4. При этом секция 2 остается неподвижной и в зоне И создают заданный уровень натяжения арматуры Qi. Затем фиксируют секцию 3 относительно секции 2 винтами 17 и жестко соединяют их винтами 15. После этого за счет дальнейшего перемещения фланца 7 на участке la со здают натяжение Q2 и фиксируют секцию 4 относительно секции 3 винтами 18исоединяют их винтами 16. В заключение создают заданное усилие Оз на участке 1з. В данном случае функцию фиксирующего элемента выполняют винт 13 и гайка 14.
Так как на секциях 3 и 4 расположены по два ряда, что позволяет образовать нахлест материала между соседними секциями, то при их смещении в осевом направлении будет вытяжка этого материала и в зоне нахлеста, что улучшит качество соединения.
Данное изобретение позволяет осуществить намотку длинномерной оболочки за один цикл намотки, что расширяет его технологические возможности и повышает качество изделия по сравнению с оболочкой,
состоящей из соединенных между собой частей.
Формула изобретения
1.Способ изготовления сетчатых оболочек из композиционного материала путем
намотки на оправку слоев с огибанием по краям зоны намотки рядов ограничительных штифтов с последующей вытяжкой намотанного материала в осевом направлении и отверждением, отличающийся тем,
что, с целью расширения технологических возможностей и повышения качества изделия, намотку ведут с образованием нахлеста на границе раздела соседних зон огибанием длинномерного материала при формовании
предыдущрй зоны второго ряда штифтов оправки последующей зоны, а при формовании последней - огибанием первого ряда штифтов оправки в направлении укладки,
2.Оправка для изготовления сетчатых оболочек из композиционного материала,
включающая центральный вал, установленный на нем формообразующий элемент в виде ряда состыкованных секций с рядом ограничительных штифтов, одна из которых
жестко закреплена на валу, а остальные - с возможностью осевого перемещения посредством силового механизма, соединенного с другой крайней секцией, отличающаяся тем, что, с целью расширения
технологических возможностей и повышения качества изделия, она снабжена средствами жесткого соединения между собой каждых двух соседних секций и их фиксации в осевом направлении, причем средние секции имеют на одном конце дополнительный ряд штифтов, параллельный новому ряду. в 15 5 9 10 IB 12 13 --3
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для изготовления оболочек из композиционных материалов | 1989 |
|
SU1689099A1 |
| Способ изготовления сетчатых оболочек из композиционных материалов | 1989 |
|
SU1643171A1 |
| СОСУД ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2215216C2 |
| Оправка для изготовления сетчатых оболочек | 1990 |
|
SU1792841A1 |
| ГАЗООТВОДЯЩИЙ СТВОЛ ДЫМОВОЙ ТРУБЫ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СБОРКИ (ВАРИАНТЫ) | 2002 |
|
RU2219418C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА С ВИНТОВЫМ ПРЯМОУГОЛЬНЫМ ПАЗОМ И ТРУБА ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА С ВИНТОВЫМ ПРЯМОУГОЛЬНЫМ ПАЗОМ | 1996 |
|
RU2112648C1 |
| БАШЕННОЕ СООРУЖЕНИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО СЕКЦИЙ | 2002 |
|
RU2244083C2 |
| Торовый опорный шпангоут | 1982 |
|
SU1090822A1 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ СЕТЧАТЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2017 |
|
RU2656499C1 |
| ТРУБА-ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ ВОЛОКНИСТЫХ МАТЕРИАЛОВ, СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ И СБОРКИ В СОСТАВЕ ГАЗООТВОДЯЩЕГО СТВОЛА (ВАРИАНТЫ) | 2002 |
|
RU2219417C2 |
Использование: технология изготовления сетчатых оболочек из композиционного материала и оснастка для ее изготовления.Сущность изобретения: оправка выполнена из состыкованных секций, одна из которых жестко соединена с центральным валом, а другие установлены с возможностью осевого перемещения посредством силового механизма, соединенного с последней секцией. Секции попарно жестко соединены между собой и снабжены фиксирую1.цими винтами, пропущенными через секцию. При формировании оболочки на границе раздела зон образуют нахлест с помощью дзух рядов направляющих штифтов, расположенных на одном конце средних секций. 2 с.п. ф-лы, 2 ил.
1
3
/7;
ti
| Оправка для изготовления оболочек из композиционных материалов | 1989 |
|
SU1689099A1 |
| Солесос | 1922 |
|
SU29A1 |
