Известны устройства для непрерывной обработки изделий в абразивно-жидкостной среде, помещенной в контейнер, вибрационным способом.
Предлагаемое устройство обеспечивает возможность очистки изделий типа труб, профильного проката и т. п. Для этого в протнвоположпых стенках контейнера сделаны окна для сквозной непрерывной проводки через контейнер изделий, а сами окна снабжены густыми проволочными щетками, предотвращающими убыль рабочей среды из контейнера.
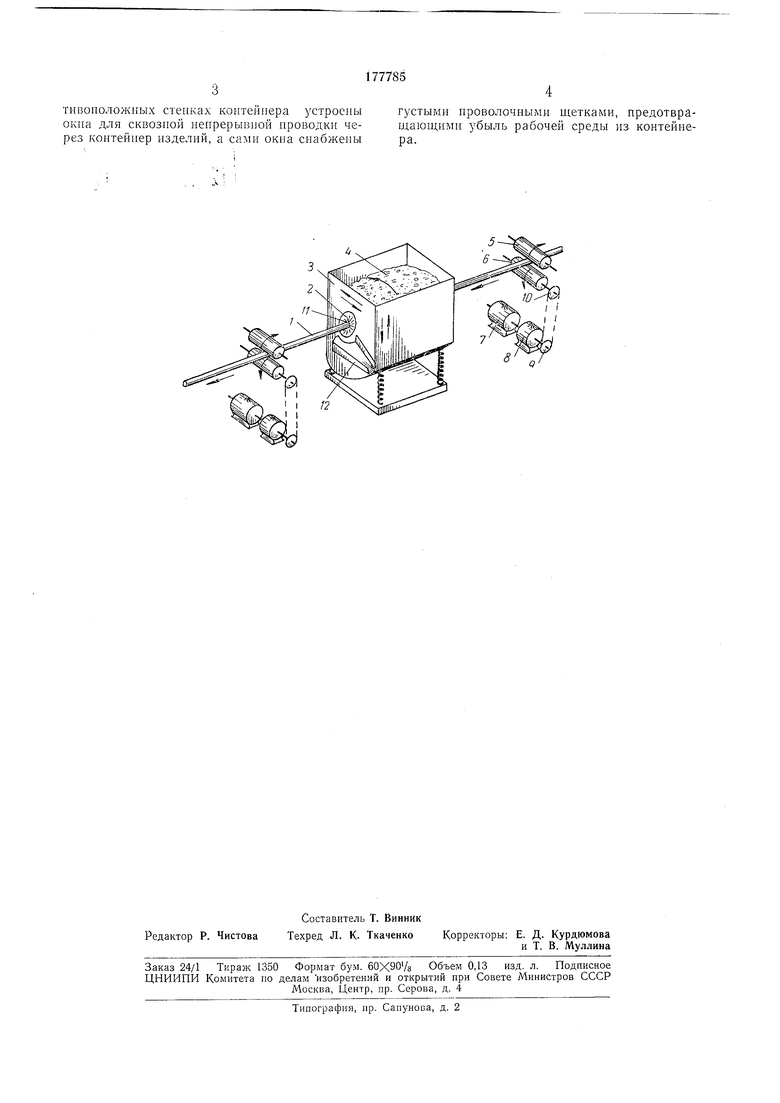
На чертел е схематично изображено описываемое устройство.
Обрабатываемое изделие / по одному или группами (по 5-10 штук) непрерывно подается через окна 2 вибрирующего контейнера 3, заполненного абразивно-жидкостной рабочей средой 4. Подается изделие валкамп 5 и 6, расположенными с двух сторон вибрирующего контейнера (на входе и выходе обрабатываемого изделия).
Верхние валки 5 могут поворачиваться в горизонтальной плоскости на угол до 20° и являются прижимными. Нижние валки 6 ведущие, расположены в горизонтальной плоскости перпендикулярно оси обрабатываемых изделий. Для лучщего контактирования поверхности валков обрезинены.
При очистке труб и прутков валки 5 устанавливаются в горизонтальной плоскости под некоторым углом к ведущпм валкам 6, что обеспечивает дополнительное движение (вращательное) обрабатываемых изделий вокруг своей оси, а следовательно, повышает равномерность и интенсивность обработки. При обработке профилей оси валков 5 и параллельны. Равномерная подача осуществляется от электродвигателя 7 через редуктор 8; скорость подачи регулируется сменными шк 1вами 9 и W.
Густые проволочные щеткп 7/ в окпах 2 обеспечивают подачу через окна обрабатываемых изделий при колебании их диаметров (или других поперечных размеров) в широких пределах.
Просачивающаяся через эти щетки часть раствора по лоткам 12 стекает в бак-отстойник для последующей циркуляции в системе промывкп среды.
Предмет изобретения тивоположкых стенках контейнера устроены окна для сквозной непрерывной нроводкн через контейнер нзделнй, а сами окна снабжены густыми нроволочными щетками, предотвращающими убыль рабочей среды из контейнера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для очистки наружной поверхности цилиндрических изделий | 1988 |
|
SU1590143A1 |
| Способ упрочнения внутренних поверхностей каналов деталей | 2021 |
|
RU2788444C2 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| СПОСОБ ПОДАЧИ МАГНИТНО-АБРАЗИВНОГО МАТЕРИАЛА В ЗОНУ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ | 2006 |
|
RU2336155C2 |
| Машина для вибрационной обработки длинномерных изделий | 1980 |
|
SU956251A1 |
| ТЕХНОЛОГИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ЭЛЕКТРОГИДРОИМПУЛЬСНОГО ВОЗДЕЙСТВИЯ НА МАТЕРИАЛЫ | 2007 |
|
RU2347619C1 |
| Вибрационный станок | 1987 |
|
SU1425058A1 |
| Способ обработки прокатных валков | 2022 |
|
RU2793641C1 |
| Способ объемной вибрационной обработки деталей | 1975 |
|
SU566716A1 |
| УСТРОЙСТВО ДЛЯ ШЕРОХОВКИ ВНУТРЕННЕГО РЕЗИНОВОГО ПОКРЫТИЯ ДЛИННОМЕРНОЙ ТРУБЫ | 2004 |
|
RU2266202C2 |