Изобретение относится к обработке металлов давлением и может быть использова- но для деформации и получения высокопрочной проволоки из стали аусте- нитного класса.
Целью изобретения является увеличение производительности и повышение качества получаемых изделий.
Способ гидростатического волочения состоит в том, что заготовку предварительно охлаждают до отрицательных температур, затем протягивают через камеру высокого давления жидкости и рабочую волоку со скоростью не менее 1 м/с, при этом воздействие жидкостью высокого давления обеспечивают на длине заготовки, равной 25...100 ее диаметров.
Пластическая деформация проволоки реализуется с жидкостными условиями трения в очаге деформации, в температурных режимах, благоприятных для развития мар- тенситного превращения, при температуре ниже точки начала мартенситного превращения для обрабатываемой стали.
За пределами оптимальной величины скорости волочения и степени воздействия
жидкости высокого давления на заготовку наблюдается снижение интенсивности упрочнения и производительности, т.е. сниже- ние эффективности обработки.
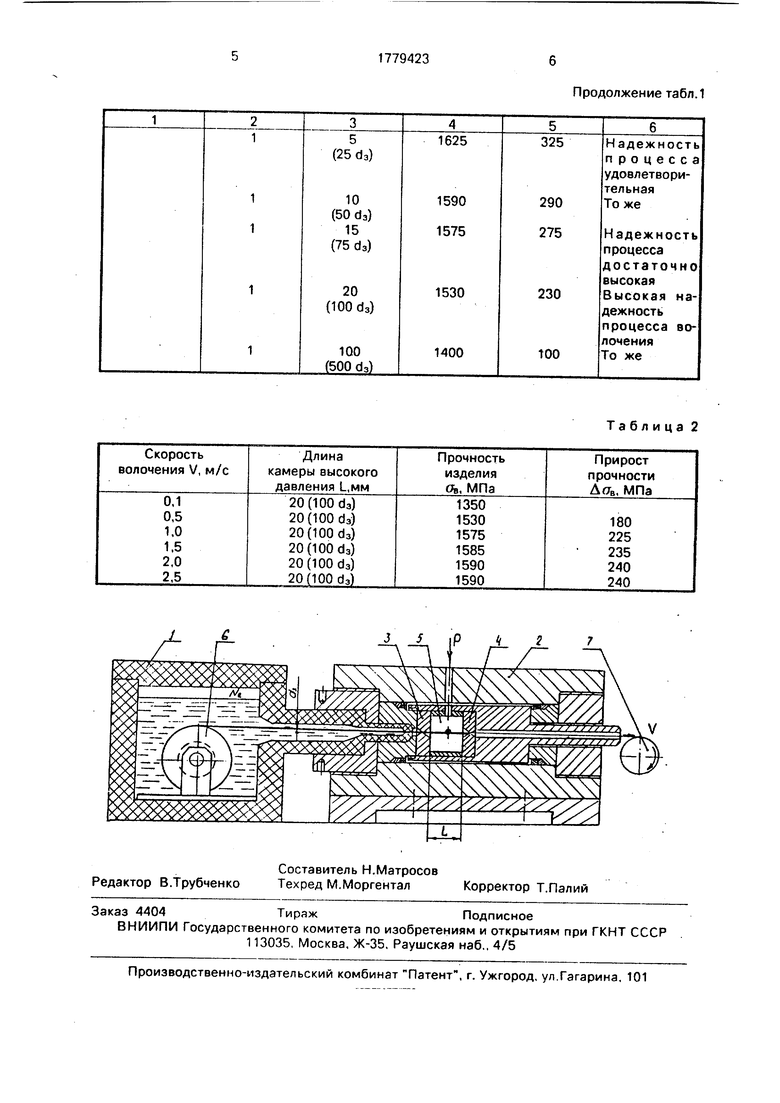
Пример: исходную заготовку из стали ОЗХ18Н9ТВИ диаметром 0,2 мм с пределом прочности 880 МПа, с предварительно утоненным концом, охлажденную до температуры -196° в емкости 1 с азотом, сопряженной с контейнером 2, пропускают через входную уплотнительную волоку 3. камеру 5 высокого давления, выходную рабочую волоку 4.
Передний конец закрепляют на приемной катушке 7 волочильного механизма и создают необходимое давление рабочей среды в полости контейнера. Включают привод волочильного механизма, давление поддерживают в течение рабочего цикла постоянным, в результате чего в условиях гидропластического эффекта при отрицательной температуре в очаге деформации осуществляют процесс волочения.
Отдающая катушка 6 проволочной заготовки размещена полностью в емкости с охлаждающей средой (азотом). Проволоку
ё
VI v| Ю
ю со
диаметром 0,2 мм деформировали на диаметр 0,16 мм. степень деформации во входной уплотнительной волоке Јi 0,01...0,1%, степень деформации в рабочей волоке , скорость волочения в пределах от 0,1 до 2,5 м/с. давление рабочей среды 200 МПа, рабочая среда - минеральное масло высокой степени очистки с температурой замерзания -70°С, воздействие смазочной среды высокого давления осуществляли, меняя длину камеры высокого давления, на длине заготовки от 5 до 500 ее диаметров (от 1 до 100мм).
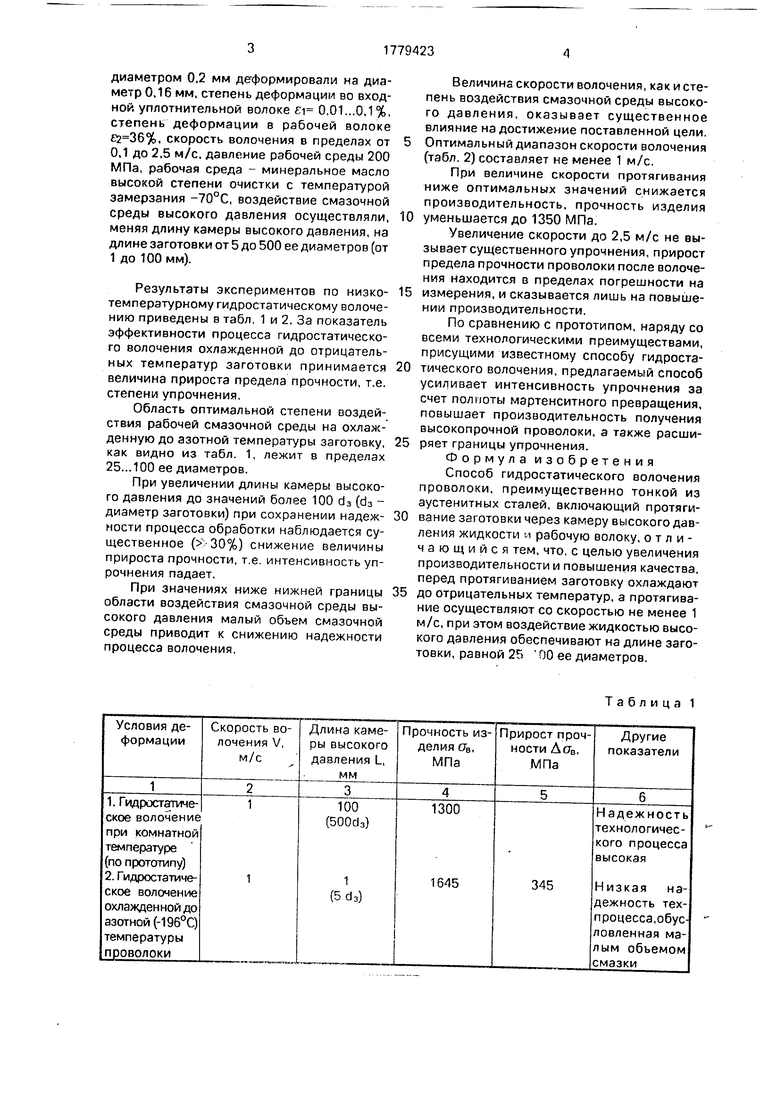
Результаты экспериментов по низкотемпературному гидростатическому волочению приведены втабл, 1 и 2. За показатель эффективности процесса гидростатического волочения охлажденной до отрицательных температур заготовки принимается величина прироста предела прочности, т.е. степени упрочнения.
Область оптимальной степени воздействия рабочей смазочной среды на охлажденную до азотной температуры заготовку, как видно из табл. 1, лежит в пределах 25...100 ее диаметров.
При увеличении длины камеры высокого давления до значений более 100 d3 (d3 - диаметр заготовки) при сохранении надежности процесса обработки наблюдается существенное (ч-30%) снижение величины прироста прочности, т.е. интенсивность упрочнения падает.
При значениях ниже нижней границы области воздействия смазочной среды высокого давления малый объем смазочной среды приводит к снижению надежности процесса волочения.
Величина скорости волочения, как и степень воздействия смазочной среды высокого давления, оказывает существенное влияние на достижение поставленной цели.
Оптимальный диапазон скорости волочения (табл. 2) составляет не менее 1 м/с.
При величине скорости протягивания ниже оптимальных значений снижается производительность, прочность изделия
уменьшается до 1350 МПа.
Увеличение скорости до 2,5 м/с не вызывает существенного упрочнения, прирост предела прочности проволоки после волочения находится в пределах погрешности на
измерения, и сказывается лишь на повышении производительности.
По сравнению с прототипом, наряду со всеми технологическими преимуществами, присущими известному способу гидростатического волочения, предлагаемый способ усиливает интенсивность упрочнения за счет полноты мартенситного превращения, повышает производительность получения высокопрочной проволоки, а также расширяет границы упрочнения.
Формула изобретения Способ гидростатического волочения проволоки, преимущественно тонкой из аустенитных сталей, включающий протягивание заготовки через камеру высокого давления жидкости и рабочую волоку, отличающийся тем, что, с целью увеличения производительности и повышения качества, перед протягиванием заготовку охлаждают
до отрицательных температур, а протягивание осуществляют со скоростью не менее 1 м/с, при этом воздействие жидкостью высокого давления обеспечивают на длине заготовки, равной 25 00 ее диаметров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гидростатического волочения тонкой проволоки | 1986 |
|
SU1397115A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОСТАТИЧЕСКОГО ВОЛОЧЕНИЯ ИЗДЕЛИЙ | 1990 |
|
RU2015761C1 |
| Способ изготовления проволоки с покрытием | 1991 |
|
SU1801644A1 |
| ЭЛЕКТРОТЕХНИЧЕСКАЯ ПРОВОЛОКА ИЗ АЛЮМИНИЕВОГО СПЛАВА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2422223C1 |
| СПОСОБ СНИЖЕНИЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК МЕТАЛЛА СТАЛЬНОЙ ДЛИННОМЕРНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2412773C2 |
| Устройство для гидростатической деформации проволоки | 1990 |
|
SU1782684A1 |
| Способ многократного волочения композиционной проволоки преимущественно из сплава олово-свинец | 1991 |
|
SU1810147A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ЗАГОТОВКИ К ВОЛОЧЕНИЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118212C1 |
| Способ волочения металла с гидродинамической подачей смазки | 1989 |
|
SU1731335A1 |
| СПОСОБ НАНЕСЕНИЯ НА НЕПРЕРЫВНУЮ МЕТАЛЛИЧЕСКУЮ ЗАГОТОВКУ ПОКРЫТИЯ ИЗ СМАЗОЧНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1994 |
|
RU2136420C1 |
Использование: в медицинской и инструментальной промышленности. Сущность изобретения: заготовку охлаждают до отрицательных температур и далее протягивают через камеру высокого давления жидкости и рабочую волоку со скоростью не менее 1 м/с. Воздействие жидкости высокого давления обеспечивают на длине заготовки, равной 25...100 ее диаметров. 2 табл., 1 ил.
Таблица 1
Продолжение табл.1
Таблица 2
| Способ гидростатического волочения тонкой проволоки | 1986 |
|
SU1397115A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
