Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для изготовления цельных котлов, химических реакторов и др.
Известен способ для изготовления тройников из трубчатых заготовок (авт.св. 795610. кл. В 21 С31/29,1978), включающий введение в заготовку пуансона оправки и формовку полученного тройника.
Недостаток этого способа заключается в том, что он имеет низкие технические возможности.
Наиболее близким техническим решением к изобретению является способ изготовления полых изделий (Листовая штаМповка./Под ред В. Т. Мещерина: Атлас схем. - М. : Машиностроение. 1951, с. 67, фиг. 363), включающий вытяжку цилиндрического стакана из круглой листовой заготовки, по которому после вытяжки цилиндрического стакана на его боковых стенках осуществляют формообразование отростков приложением деформирующего усилия на внутреннюю поверхность боковой стенки инструмента, совершающим
вращательно-поступательное и колебательное движения вдоль оси деформирования.
Однако такому способу присущи недостатки: сложность и громоздкость технологической оснастки, ограниченные технологические возможности.
Целью изобретения является расширение технологических возможностей способа за счет изготовления полых изделий с отростками.
Для реализации поставленной цели предлагается способ изготовления изделий с отростками, при котором формуют отросток давильно-обкатным инструментом в цилиндрическом полуфабрикате, перед формированием отростка, деформируют листовую заготовку до получения цилиндрического стакана заданной длины и диаметра с последующим формированием отростка с диаметром меньше диаметра самой заготовки.
Из круглой листовой заготовки в процессе вытяжки под действием пуансона и матрицы получают полуфабрикат в виде стакана цилиндрической формы. Затем внутри
w
fe
XI ч
Ю
го
ч|
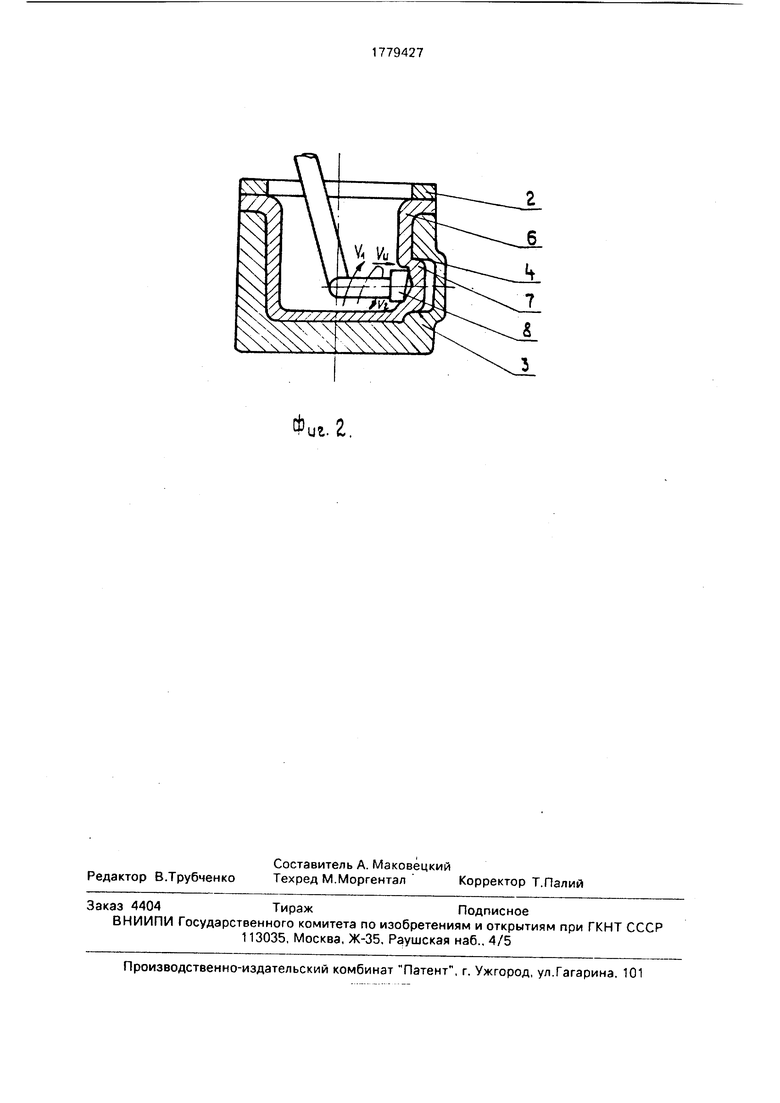
заготовки вводится на необходимый уровень давильно-обкатной инструмент, совершающий колебательное, вращательно-поступа- тельное движения относительно своей оси. Такие же отростки формируются на рэзлич- ных уровнях, в различных позициях стаканов из листового материала. Изменяя характеристику основного инструмента меняются параметры отростков.
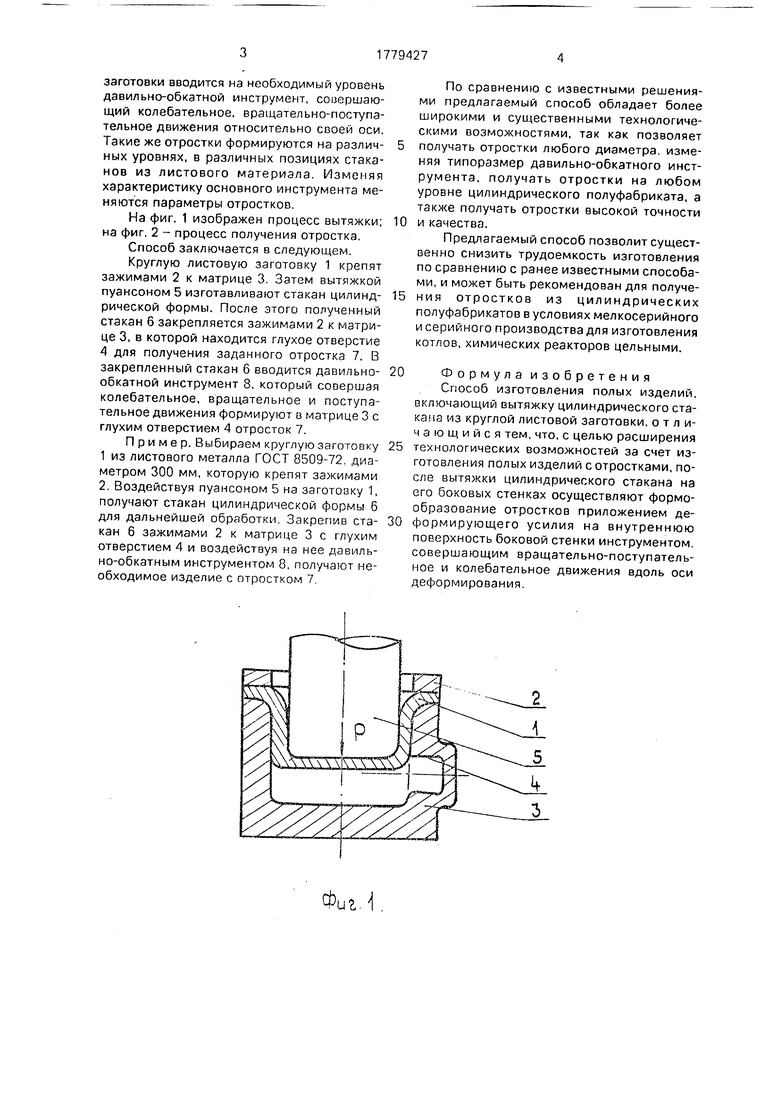
На фиг. 1 изображен процесс вытяжки; на фиг. 2 - процесс получения отростка,
Способ заключается в следующем.
Круглую листовую заготовку 1 крепят зажимами 2 к матрице 3. Затем вытяжкой пуансоном 5 изготавливают стакан цилинд- рической формы. После этого полученный стакан 6 закрепляется зажимами 2 к матрице 3, в которой находится глухое отверстие 4 для получения заданного отростка 7. В закрепленный стакан 6 вводится давильно- обкатной инструмент 8. который совершая колебательное, вращательное и поступательное движения формируют в матрице 3 с глухим отверстием 4 отросток 1.
Пример. Выбираем круглую заготовку 1 из листового металла ГОСТ 8509-72. диаметром 300 мм, которую крепят зажимами 2. Воздействуя пуансоном 5 на заготовку 1, получают стакан цилиндрической формы 6 для дальнейшей обработки. Закрепив ста- кан 6 зажимами 2 к матрице 3 с глухим отверстием 4 и воздействуя на нее давиль- но-обкатным инструментом 8, получают необходимое изделие с отростком 7.
По сравнению с известными решениями предлагаемый способ обладает более широкими и существенными технологическими возможностями, так как позволяет получать отростки любого диаметра, изменяя типоразмер давильно-обкатного инструмента, получать отростки на любом уровне цилиндрического полуфабриката, а также получать отростки высокой точности и качества.
Предлагаемый способ позволит существенно снизить трудоемкость изготовления по сравнению с ранее известными способами, и может быть рекомендован для получения отростков из цилиндрических полуфабрикатов в условиях мелкосерийного и серийного производства для изготовления котлов, химических реакторов цельными.
Формула изобретения Способ изготовления полых изделий, включающий вытяжку цилиндрического стакана из круглой листовой заготовки, отличающийся тем, что, с целью расширения технологических возможностей за счет изготовления полых изделий с отростками, после вытяжки цилиндрического стакана на его боковых стенках осуществляют формообразование отростков приложением деформирующего усилия на внутреннюю поверхность боковой стенки инструментом, совершающим вращательно-поступатель- ное и колебательное движения вдоль оси деформирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКОПРОФИЛЬНОЙ ГОФРИРОВАННОЙ МЕМБРАНЫ | 2014 |
|
RU2576970C1 |
| СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201831C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОГО ТЕЛА ИЗ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ В ВИДЕ КРУГЛОЙ ЗАГОТОВКИ | 2007 |
|
RU2445181C2 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ВЫТЯЖНОЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2639202C2 |
| Способ изготовления тонкостенных осесимметричных сосудов | 1988 |
|
SU1581416A1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| Способ изготовления полых изделий | 1989 |
|
SU1722656A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТИПА ТОНКОСТЕННОГО СОСУДА И ЗАГОТОВКА ДЛЯ КОМБИНИРОВАННОЙ ВЫТЯЖКИ СТАКАНА | 1992 |
|
RU2047412C1 |
| РОТАЦИОННО-ДАВИЛЬНЫЙ СТАНОК "НИКПОС-1" | 1995 |
|
RU2093290C1 |
Использование: обработка металлов давлением. Сущность изобретения: из круговой листовой заготовки вытяжкой формуют цилиндрический стакан. Затем на боковых стенках цилиндрического стакана формообразуют отростки приложением деформирующего усилия на внутреннюю поверхность боковой стенки инструментов, совершающим вращательно-поступатель- ное и колебательное движения. 2 ил.
Фиг .
Фиг. i.
| Л истовая штамповка./Под ред.В.Т | |||
| Ме- щерина: Атлас схем | |||
| - М.: Машиностроение, 1951, с | |||
| Приспособление для получения кинематографических стерео снимков | 1919 |
|
SU67A1 |
| Способ получения бензонафтола | 1920 |
|
SU363A1 |
