щение опирающихся на их поверхность резцовых блоков.
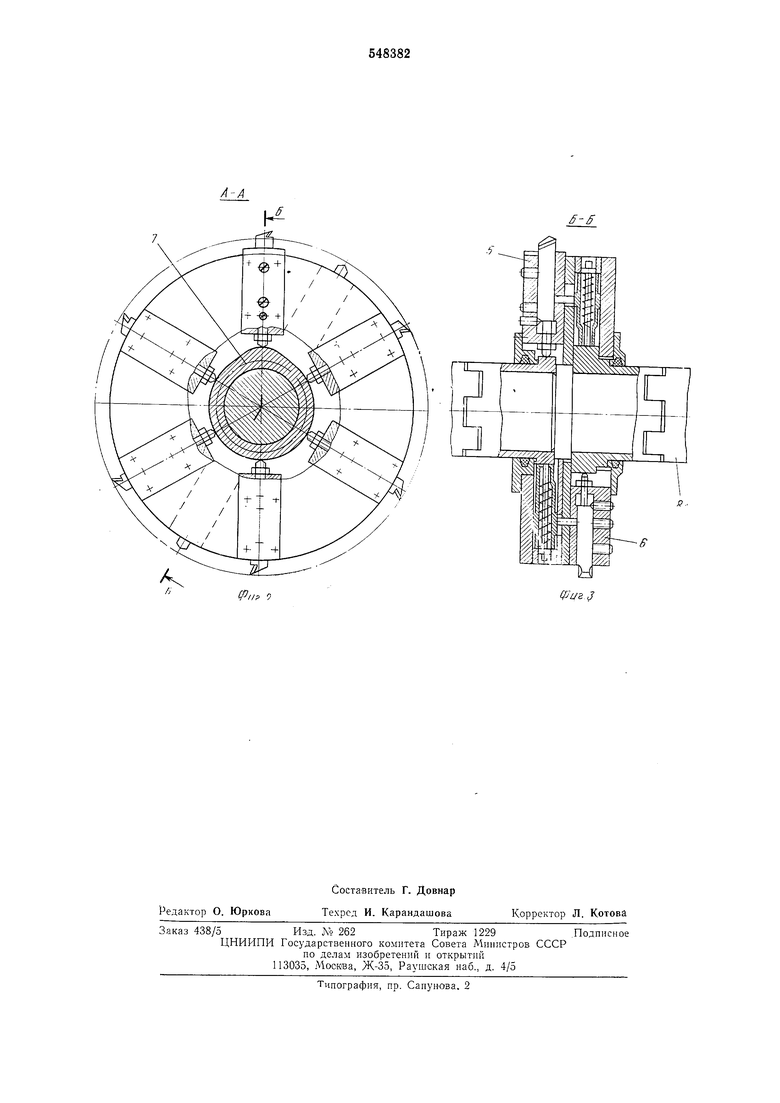
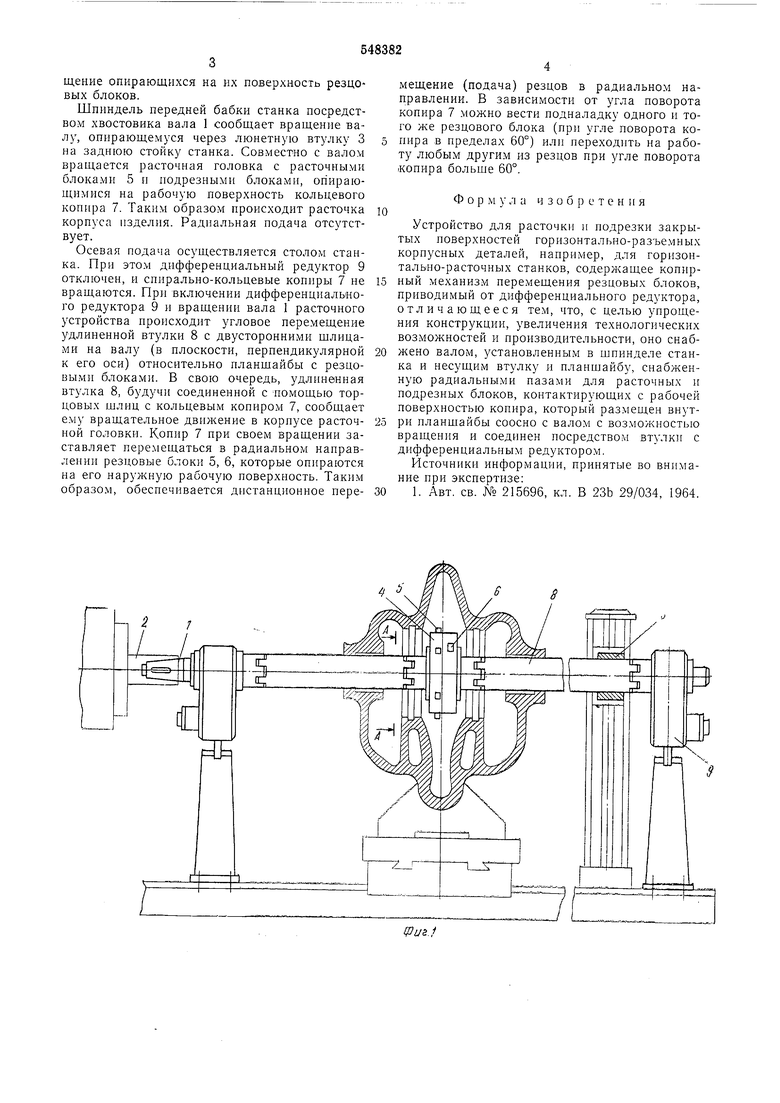
Шпиндель передней бабки станка посредством хвостовика вала 1 сообщает вращение валу, опирающемуся через люнетную втулку 3 на заднюю стойку станка. Совместно с валом вращается расточная головка с расточными блоками 5 и иодрезными блоками, опирающимися на рабочую поверхность кольцевого копира 7. Таким образом происходит расточка корпуса изделия. Радиальная подача отсутствует.
Осевая подача осуществляется столом станка. При этом дифференциальный редуктор 9 отключен, и спирально-кольцевые коппры 7 не вращаются. Прп включении дифференциального редуктора 9 и вращении вала 1 расточного устройства ироисходит угловое перемещение удлиненной втулки 8 с двусторонними щлицами на валу (в плоскости, перпендикулярной к его оси) относительно планщайбы с резцовыми блоками. В свою очередь, удлиненная втулка 8, будучи соединенной с помощью торцовых шлиц с кольцевым копиром 7, сообщает ему вращательное движение в кориусе расточной головки. Копир 7 при своем вращении заставляет перемещаться в радиальном направлении резцовые блоки 5, 6, которые опираются на его наружную рабочую поверхность. Таким образом, обеспечивается дистанционное перемещение (подача) резцов в радиальном направлении. В зависимости от угла поворота копира 7 .можно вести иодналадку одного и того же резцового блока (при угле поворота копира в пределах 60°) или переходить на работу любым другим из резцов при угле поворота (Конира больще 60°.
Фор м л а ч 3 о б р е т е н и я
Устройство для расточки и иодрезки закрытых иоверхностей горизонтально-разъемных корпусных деталей, например, для горизонтальио-расточных станков, содержащее копирный механизм перемещения резцовых блоков, приводимый от дифференциального редуктора, отличающееся тем, что, с целью упрощения конструкции, увеличения технологических возможностей и производительности, оно снабжено валом, установленным в щпинделе станка и несущим втулку и планщайбу, снабженную радиальиыми пазами для расточных и подрезных блоков, контактирующих с рабочей поверхиостью копира, который раз.мещен внутри планщайбы соосно с валом с возможностью вращения и соединен иосредством втулки с дифференциальным редуктором.
Источники информации, прииятые во внимание при экспертизе:
1. Авт. св. № 215696, кл. В 23Ь 29/034, 1964.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ расточки внутренней фасонной поверхности детали и устройство для его осуществления | 1989 |
|
SU1779473A1 |
| Устройство для расточки соосных отверстийи пОдРЕзКи ТОРцОВ | 1979 |
|
SU848161A1 |
| Способ изготовления внутреннего отверстия в трубе при помощи расточного устройства | 2024 |
|
RU2839745C1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| Расточная головка для обработки конических отверстий | 1978 |
|
SU732086A1 |
| Шпиндельная головка станка | 1978 |
|
SU745600A1 |
| Приспособление к токарному станку для расточки кольцевых канавок переменного профиля на цилиндрических изделиях | 1947 |
|
SU70967A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| ШПИНДЕЛЬНАЯ ГОЛОВКА СТАНКАI еСЕСОЮоЬ-ЛЯk,,i-Mi^-it^^-- •i-1.••'- i'l; •.i"\"^'•'•'.-? A L^i'i'iOJil"-'.,' I •—-. ••'• I | 1972 |
|
SU358098A1 |
| СПОСОБ СЛЕДЯЩЕЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ И РЕЗЦОВОЕ СЛЕДЯЩЕЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2279331C2 |