Изобретение относится к области технологических процессов, в частности к дуговой сварке и наплавке металлов и сплавов, и может быть использовано для выполнения ремонтных работ в действующих цехах электролиза, а также при восстановлении и монтаже другого оборудования и металлических конструкций в условиях действия в зоне сварки производственных магнитных полей.
Известен способ дуговой сварки алюминиевых шин в цехах электролиза алюминия в условиях действия мощных производственных магнитных полей, наводимых работающими электролизерами, при котором для снижения возмущающего воздействия на дугу внешнего магнитного поля зону сварки экранируют массивными стальными экранами (журнал Автоматическая сварка, 1972, №12, с.58-61).
Недостатком известного способа является ограниченность его применения, так как он не обладает универсальностью и предусматривает изготовление индивидуальных экранов для каждого конкретного изделия или узла. Кроме того, для уменьшения индукции магнитного поля до величины, при которой обеспечивается качественный процесс сварки, экран должен иметь большую толщину, что ухудшает массогабаритные показатели.
Известен способ дуговой сварки намагниченных катодов электролизеров в действующих цехах электролиза, при котором возмущающее внешнее магнитное поле компенсируют в зоне сварки противонаправленным магнитным потоком при помощи электромагнита, подводимого к свариваемым деталям (журнал Сварочное производство, 1981, №3, с.35-36).
Недостатком известного способа является ограниченность его применения, так как им можно воспользоваться лишь в случае одинаковой напряженности магнитного поля по всему стыку, что практически не реально в условиях действующего производства, особенно на протяженных и кольцевых стыках.
Наиболее близким по технической сущности к заявляемому изобретению (прототипом) является способ дуговой сварки, при котором сварку ведут на переменном токе с частотой 600...10000 Гц в условиях работающего электролизера (А.с. СССР №814619, МПК В 23 К 9/00, Б.И. №11, 1981).
Недостатком известного способа является жесткая фиксация частоты переменного тока в процессе сварки, что ограничивает его применение. Способ применим лишь в условиях действия постоянных магнитных полей. В то же время, при ремонтных работах в условиях действующего производства возмущающее воздействие внешнего магнитного поля в процессе сварки, как правило, изменяется. Этому способствует множество переменных факторов (токи в отдельных шинопроводах, влияние соседнего работающего оборудования, наличие ферромагнитных масс, кольцевые стыки, неточности монтажа и т.д.). Жесткая фиксация частоты переменного тока не позволяет непосредственно в процессе сварки регулировать длительности периодов протекания тока прямой и обратной полярности в зависимости от изменяющихся параметров процесса, что приводит к нарушению пространственной стабильности дуги и, следовательно, к ухудшению качества сварного соединения.
Задачей изобретения является разработка способа дуговой сварки переменным током повышенной частоты, обеспечивающего расширение его технологических возможностей и стабильное качество сварных соединений в условиях действия производственных магнитных полей.
Поставленная задача решается тем, что при дуговой сварке переменным током повышенной частоты в условиях действия производственных магнитных полей смену полярности тока осуществляют в зависимости от величины возмущающего воздействия внешнего магнитного поля в момент достижения критического отклонения дуги от соосного с электродом положения, который определяют путем сравнения напряжения на дуге с опорным напряжением в интервале периода протекания тока соответствующей полярности.
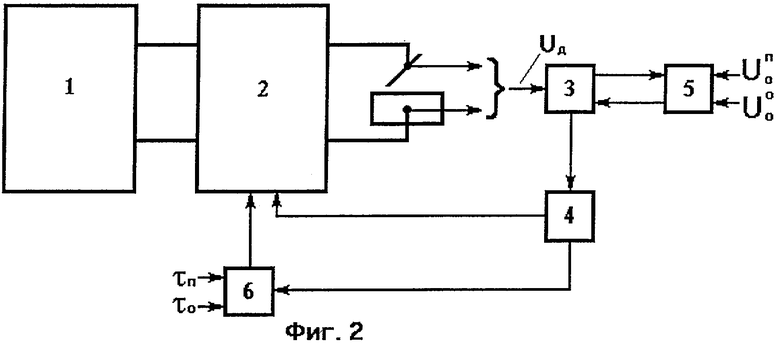
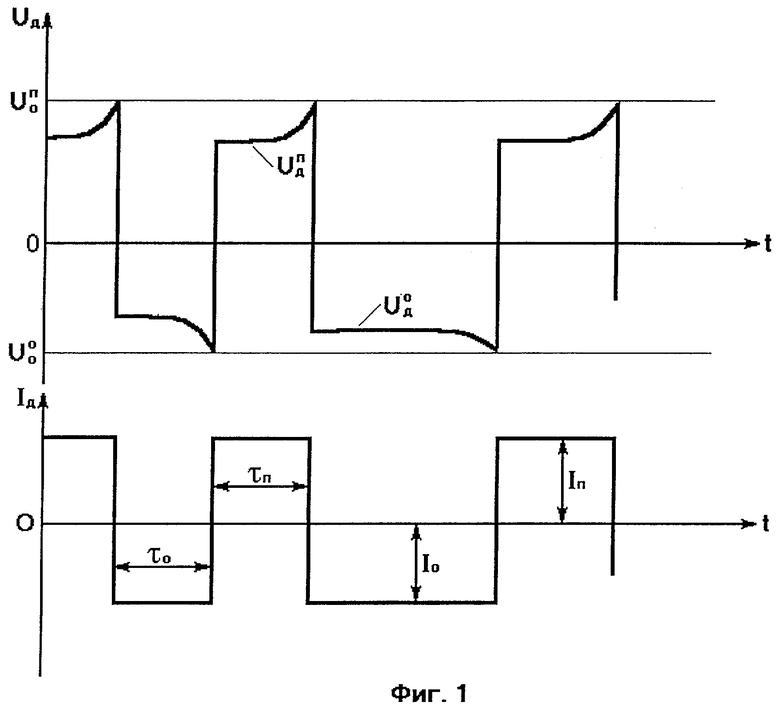
Сущность заявляемого способа поясняется чертежами на фиг.1, где представлены временные диаграммы напряжения и тока, и фиг.2, на котором изображена функциональная схема устройства для его реализации.
Сварку ведут в условиях действия производственных магнитных полей. Питание дуги осуществляют переменным током повышенной частоты. При этом величину тока дуги прямой полярности Iп и тока дуги обратной полярности Iо задают предварительно в соответствии с технологическими требованиями, а длительности периодов горения дуги прямой τп и обратной полярности τо в процессе сварки регулируют в зависимости от величины возмущающего воздействия внешнего магнитного поля, о котором судят по величине отклонения дуги от соосного с электродом положения в период протекания тока соответствующей полярности.
Известно, что отклонение дуги вызвано наложением внешнего поперечного магнитного поля на собственное круговое поле дуги в контуре. В той части контура, где силовые линии совпадают, создается избыточное давление и дуга отклоняется в сторону ослабления поля, где силовые линии направлены навстречу друг другу. Поскольку для питания дуги используют переменный ток, то результирующая электромагнитная сила, действующая на дугу, знакопеременная и дуга совершает колебания в обе стороны от положения равновесия с частотой переменного тока.
По мере увеличения отклонения дуги от соосного с электродом положения в период протекания тока соответствующей полярности (например, прямой) ее столб деформируется и удлиняется, что приводит к росту напряжения дуги этого периода  . Характер изменения этого напряжения регистрируют и сравнивают с опорным напряжением
. Характер изменения этого напряжения регистрируют и сравнивают с опорным напряжением  , соответствующим значению критического отклонения дуги. При достижении напряжения дуги
, соответствующим значению критического отклонения дуги. При достижении напряжения дуги  значения, соответствующего величине опорного напряжения
значения, соответствующего величине опорного напряжения  , т.е. в момент критического отклонения дуги, осуществляют смену полярности тока в сварочной цепи. По сварочной цепи начинает протекать ток другой (обратной) полярности, дуга начинает отклоняться в противоположную сторону. При достижении напряжения дуги
, т.е. в момент критического отклонения дуги, осуществляют смену полярности тока в сварочной цепи. По сварочной цепи начинает протекать ток другой (обратной) полярности, дуга начинает отклоняться в противоположную сторону. При достижении напряжения дуги  опорной величины
опорной величины  процесс повторяется.
процесс повторяется.
Устройство для реализации заявляемого способа содержит сварочный выпрямитель 1 с падающей вольт-амперной характеристикой, выход которого подключен к входу инвертора 2 со схемой управления, содержащей блок сравнения 3, усилитель 4, блок формирования опорного напряжения 5 и блок программ 6. При работе устройства постоянный ток сварочного выпрямителя 1 преобразуется с помощью инвертора 2 в переменный ток прямоугольной формы. При смене полярности блок программ 6 задает фиксированное значение предельной длительности протекания тока данной полярности. В случае отклонения дуги под воздействием внешнего магнитного поля и соответствующего увеличения ее напряжения блок сравнения 3 в интервале заданного периода осуществляет сравнение напряжения дуги с опорной величиной, задаваемой блоком формирования опорного напряжения 5. В момент достижения напряжения дуги опорной величины блок сравнения 3 через усилитель 4 выдает инвертору 2 сигнал на смену полярности. Одновременно с усилителя 4 сигнал поступает в блок программ 6, который отменяет сигнал на смену полярности по программе и задает фиксированное значение предельной длительности протекания тока другой полярности, и процесс повторяется. В случае отсутствия в зоне сварки возмущающих внешних воздействий или они настолько малы, что отклонение дуги в течение заданной предельной длительности протекания тока соответствующей полярности не достигает критической величины, управление инвертором 2 по заданной программе осуществляет блок программ 6. При этом в зависимости от применяемых способа сварки и материала изделия дуга питается или переменным током с фиксированной низкой частотой смены полярности (20...200 Гц), или постоянным током соответствующей полярности.
Пример. Сваривают встык пластины из алюминия марки АД1 толщиной 10 мм. Сварку осуществляют в условиях действия внешнего поперечного магнитного поля, создаваемого электромагнитом. Напряженность магнитного поля в процессе сварки изменяют в пределах 2000...8000 А/м. Дугу питают переменным током повышенной частоты. При этом частоту смены полярности в процессе сварки изменяют путем автоматического регулирования длительности периодов протекания тока прямой и обратной полярности в зависимости от величины возмущающего воздействия внешнего магнитного поля. Режим сварки: сварочный ток 280 А; диаметр вольфрамового электрода 5 мм; диаметр присадочной проволоки 4 мм; расход аргона 12 л/мин; опорное напряжение прямой полярности 28 В, обратной полярности 30 В.
Автоматическое регулирование непосредственно в процессе сварки длительности периодов горения дуги прямой и обратной полярности в зависимости от величины возмущающего воздействия внешнего магнитного поля исключает обрывы дуги, стабилизирует ее положение в пространстве и в результате обеспечивает стабильное качество сварных соединений независимо от изменяющихся параметров внешнего магнитного поля.
Задавая ту или иную величину опорного напряжения, можно концентрировать или рассредотачивать тепловой поток дуги в широких пределах, т.е. использовать производственные магнитные поля для управления положением дуги в пространстве в интересах технологического процесса сварки или наплавки.
Таким образом, предложенный способ сварки обеспечивает расширение технологических возможностей применения и стабилизацию качества сварных соединений в условиях действия производственных магнитных полей по сравнению с известными способами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2022 |
|
RU2797673C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НАМАГНИЧЕННЫХ ОБЪЕКТОВ ПРИ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТАХ | 2007 |
|
RU2344909C2 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2016 |
|
RU2643010C2 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 2011 |
|
RU2467846C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2209713C2 |
| СПОСОБ СВАРКИ И СВАРОЧНЫЙ АППАРАТ | 2023 |
|
RU2826227C1 |
Изобретение относится к области сварки и может найти применение при выполнении ремонтных работ в действующих цехах электролиза, а также при восстановлении и монтаже оборудования и металлических конструкций в условиях действия в зоне сварки производственных магнитных полей. Сварку ведут на переменном токе повышенной частоты. Смену полярности тока осуществляют в зависимости от величины возмущающего воздействия внешнего магнитного поля в момент достижения критического отклонения дуги от соосного с электродом положения. Момент определяют путем сравнения напряжения на дуге с опорным напряжением в интервале периода протекания тока соответствующей полярности. Такая технология обеспечивает расширение технологических возможностей и стабилизацию качества сварных соединений в условиях действия производственных магнитных полей. 2 ил.
Способ дуговой сварки, при котором сварку ведут на переменном токе повышенной частоты в условиях действия производственных магнитных полей, отличающийся тем, что смену полярности тока осуществляют в зависимости от величины возмущающего воздействия внешнего магнитного поля в момент достижения критического отклонения дуги от соосного с электродом положения, который определяют путем сравнения напряжения на дуге с опорным напряжением в интервале периода протекания тока соответствующей полярности.
| Способ дуговой сварки | 1978 |
|
SU814619A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ НА ПЕРЕМЕННОМ ТОКЕ | 1990 |
|
RU2012461C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2209713C2 |
| US 4539486 A, 03.09.1985 | |||
| Механизм для останова ленточных машин в льнопрядильном, джутовом и тому подобных производствах | 1936 |
|
SU51500A1 |

