Изобретение относится к изготовлению абразивного инструмента на полимерной основе и может найти применение при очистке поверхностей от ржавчины, снятии заусенцев и лакокрасочных покрытий.
Известен способ изготовления абразивного инструмента, рабочая поверхность которого образована слоем отвержденной смеси связующего и абразивных зерен на подложке из вспененного эластомера.
Абразивный инструмент, полученный таким способом, при его высокой гибкости обладает низкой абразивной способностью.
Известен способ изготовления абразивного инструмента, при котором на эластичную основу наносят основной слой полимерного связующего и абразив, пр о- изводят формование заготовки, затем дополнительно наносят на поверхность зерен
слой полимерного связующего и термообра- батывают.
Недостатком известного способа является нанесение основного полимерного слоя связующего без учета размеров абразивного зерна, что приводит к снижению гибкости абразивного инструмента.
Цель изобретения - повышение режущих свойств инструмента с сохранением его гибкости.
Указанная цель достигается тем, что в способе изготовления абразивного инструмента, при котором на эластичную основу наносят основной слой полимерного связующего и абразив, производят формование заготовки, затем дополнительно наносят на поверхность зерен слой полимерного связующего и термообрабатывают. толщину осXI VI Ю
сл ч о
новного слоя выбирают равной 1/3 - 1/2 высоты размера абразивного зерна.
Способ осуществляют следующим образом.
На эластичную основу - стеклосетку, с помощью специального дозирующего уст-. ройства наносят основной слой полимерно- го связующего, например, жидкий бакелит, таким образом, чтобы высота полученного слоя соответствовала 1/3-1/2 высоты размера используемого абразивного зерна.
Затем равномерным .слоем наносят стандартный корунд или электрокорунд заданной зернистости,. При этом размер выбранного зерна определяет толщину слоя,основного связующего. После этого с помощью пресса производят формование заготовки. На поверхность зерен извлеченного из пресс-формы абразивного инструмента дополнительно наносят слой полимерного связующего, после чего его термообрабатывают в термокамере при температуре 180-240°С в течение 2-4 ч.
Пример. Стеклосетку типа СПАП-3 (D 178 мм, d 22 мм) покрывают жидким бакелитом с образованием пле нки связующего толщиной 40 мкм и укладывают в пресс-форму. Затем на поверхно сти стекло- сетки равномерно распределяют электрокорунд с размером зерна 16 (160 мкм) и производят прессование. После извлечения из пресс-формы заготовки на поверхность зерен дополнительно наносит тонкий слой жидкого бакелита. Изделие помещают в термокамеру и выдерживают в течение 4 ч при240°С.
В примерах 2,3,4 и 5 способ осуществляют аналогичным образом, меняя только толщину основного слоя жидкого бакелита.
Примерб (прототип). Абразивный инструмент изготавливают при толщине слоя жидкого бакелита 150 мкм и электрокорунда с размером зерна 16 (160 мкм)..
Для определения абразивной способности инструмент закрепляют посредством специальной оправки на электродрели и прижимают к кромке хромникелевой стильной полосы толщиной 3 мм с силой 80 Н под углом 25 мин. Затем шлифуют в течение
9 мин. Степень абразивности (К) определяют как отношение массы снятого обра- батываемого материала (Н) к массе израсходованного шлифовального материала (т).
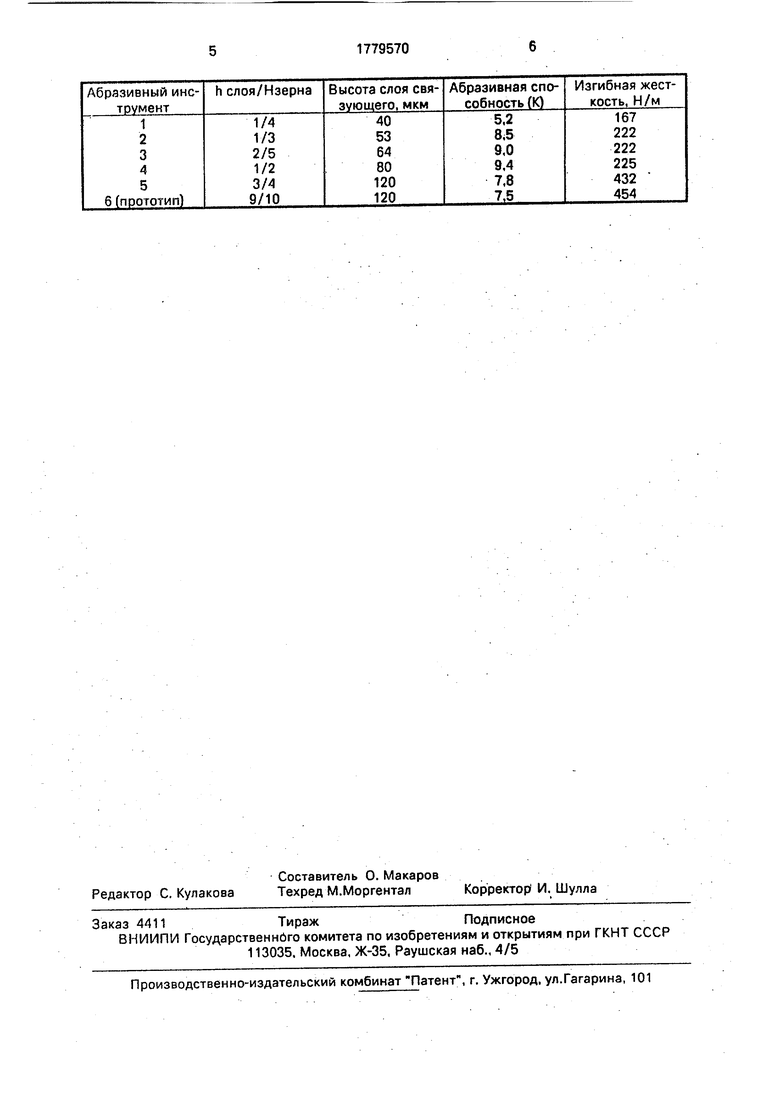
Изгибную жесткость изделий (Г), изготовленных при различной толщине полимерного слоя связующего, определяют как отношение P/h, где Р - величина постоянной нагрузки в 10 Н, приложенной к краю диска, ah- величина отклонения края диска от первоначального горизонтального положения под действием нагрузки Р.
Результаты проведенных испытаний
приведены, в таблице.
Как показали результаты испытаний, изготовление абразивного инструмента предлагаемым способом позволяет Снизить его- изгибную жесткость (повысить гибкость) за
счет того, что слой основного полимерного
-связующего 1/2 -1/3 размера абразивного зерна.. А именно, при высоте слоя 1 /3,
не дмотря на высокую гибкость инструмента, его абразивная способность мала, т.к.
зерно слабо удерживается полимерным слоем связующего . Если же высота основного слоя полимерного, связующего 1/2, резко
-снижаются гибкость и абразивйая способность инструмента, вследствие жесткого закрепления зерна в полимерной.матрице.
Таким образом, предлагаемый способ изготовления гибкого абразивного инструмента позволяет повысить режущие свойства инструмента, сохранив при этом его
гибкость.
Ф о р му л а и з о б р ете н и я Способ изготовления гибкого абразив- ,ного инструмента, при котором на эластич- ную основу наносят основной слой полимерного связующего и абразив, производят формование заготовки, затем дополнительно наносят на поверхность зерен слой полимерного связующего и термообрабатывают, отличающийся тем, что, с целью повышения режущих свойств инструмента с сохранением его гибкости, толщину основного слоя выбирают равной 1/3-1/2 высоты размера абразивного зерна.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ ПОВЫШЕННОЙ ПРОЧНОСТИ НА БАКЕЛИТОВОЙ СВЯЗКЕ | 2007 |
|
RU2349446C1 |
| Масса для изготовления абразивного инструмента | 1979 |
|
SU872237A1 |
| Масса для изготовления абразивного инструмента | 1981 |
|
SU965749A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ ИНСТРУМЕНТОВ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ | 2008 |
|
RU2369474C1 |
| Масса для изготовления абразивного инструмента | 1980 |
|
SU973329A1 |
| Масса для изготовления абразивного инструмента | 1982 |
|
SU1086626A1 |
| Масса для изготовления абразивного инструмента | 1980 |
|
SU933431A1 |
| Способ изготовления абразивного инструмента | 1986 |
|
SU1360977A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО ДВУСТОРОННЕГО АБРАЗИВНОГО ИНСТРУМЕНТА | 1993 |
|
RU2078680C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ КАРБИДА КРЕМНИЯ | 2020 |
|
RU2759858C1 |
Использование: при очистке поверхностей от ржавчины, снятии заусенцев и лакокрасочных покрытий. Сущность изобретения: способ приготовления гибкого абразивного диска включает последовательное нанесение на эластичную основу жидкого полимерного связующего таким образом, чтобы высота полученного слоя соответствовала 1/3-2/3 размера абразивного зерна, и стандартного корунда или электрокорунда. После чего осуществляют формование диска и нанесение второго слоя его аппретирование жидким полимерного связующего на зерне с последующей термообработкой изделия. 1 табл.
| Устройство для автоматического управления циклом работы исполнительных органов гидрофицированных станков и других машин | 1951 |
|
SU95055A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Патент США № 4690692, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
