Изобретение относится к производству алмазного и абразивного инструмента для шлифования и резки металлических и неметаллических материалов и может быть использовано в судостроении и станкостроении.
Известна масса для изготовления абразивного инструмента, включающая пульвербакелит, дегидратированное алюмохромофосфатноесвязующее и абразив 1 .
Недостатком известной массы является невысокая износостойкость абразивного инструмента, изготовленного на ее основе.
Цель изобретения - повышение износостойкости инструмента.
Указанная цель достигается тем, абразивный инструмент при его изготовлении армируют стеклосеткой, при этом в массу дополнительно вводят форфурол и жидкий бакелит.Соотношение компонентов массы берут следующее, вес.%:
Абразив74-93
Пульвербакелит 3-8 Алюмохромофосфатное связующее 3-8 фурфурол0,5-5
Жидкий бакелит 0,5-5
Алюмохромофосфатное связующее, использующееся для приготовления абразивной массы, должно иметь следуюг щий состав: (А ) от
2,2:1 до 2,4:1 при AI-jOj: Cr,jOj .
Перед приготовлением абразивной массы связующее должно быть высушено до постоянного веса при температуре
.Q 383-673°К (110-400°С ) и измельчено
до удельной поверхности(2500-6000 см /г.
Стеклянная сетка, используемая при изготовлении абразивного инструмента, подбирается с таким расчетом, чтобы соотношение между абразивным
15 зерном и размером ячейки сетки находилось в пределах от 1:3 до 1:60. В этом случае достиг 1ются оптимальные рабочие характеристики отрезных абразивных кругов.
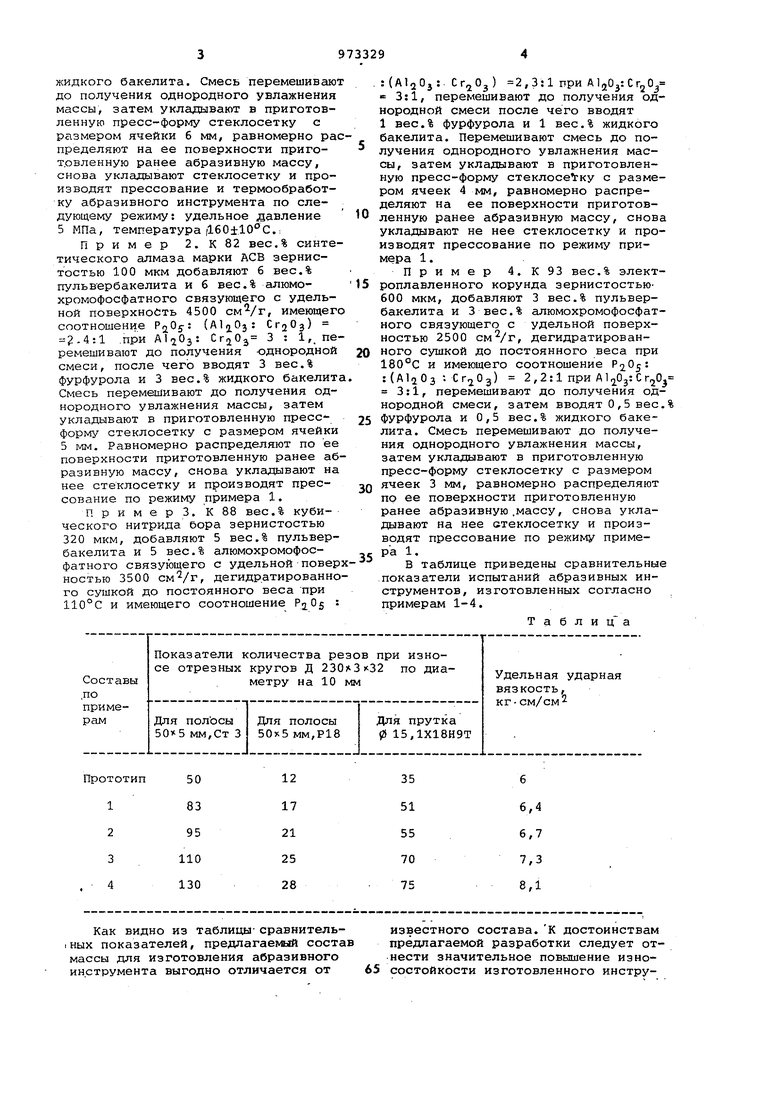
20 Пример.К 74 вес.% карбида кремния зернистостью 100 мкмдобавляют 8 вес.% пульвербакелита,8 вес.1 алюмохромофосфатного связующего с удельной поверхностью 6000 , де25 гилратированного сушкой до постоянного веса при температуре 400с
{673к) и имеющего соотношение ( Cr-20j) 2,4 : 1 при AlaOjs СггОз 3:1, после чего
30 вводят 5 вес.% фурфурола и 5 вес.% жидкого бакелита. Смесь перемешиваю до получения однородного увлажнения массы, затем укладывают в приготовленную пресс-форму стеклосетку с размером ячейки 6 мм, равномерно ра пределяют на ее поверхности приготовленную ранее абразивную массу, снова укладывают стеклосетку и производят прессование и термообработку абразивного инструмента по следующему режиму: удельное давление 5 МПа, температура |160±10С.; Пример 2.К 82 вес.% синте тического алмаза марки АСВ зернистостью 100 мкм добавляют 6 вес.% пульвербакелита и б вес.% алюмохромофосфатного связующего с удельной поверхность 4500 CMVr, имеющег соотношение ( CrjOj) .4:1 .при А120э: 1 3 : 1,, пе ремешивают до получения однородной смеси, после чего вводят 3 вес.% фурфурола и 3 вес.% жидкого бакелит Смесь перемешивают до получения однородного увлажнения массы, затем укладывают в приготовленную прессформу стеклосетку с размером ячейки 5 мм. Равномерно распределяют по ее поверхности приготовленную ранее аб разивную массу, снова укладывают на нее стеклосетку и производят прессование по режиму примера 1. Пример 3. К 88 вес.% кубического нитрида бора зернистостью 320 мкм, добавляют 5 вес.% пульвербакелита и 5 вес.% алюмохромофосфатного связующего с удельной повер ностью 3500 CMVr, дегидратированно го сушкой до постоянного веса при 110°С и имеющего соотношение ; ( ) 2,3:1 при А120з:Сг20 3:1, перемешивают до получения однородной смеси после чего вводят 1 вес.% фурфурола и 1 вес.% жидкого бакелита. Перемешивают смесь до получения однородного увлажнения массы, затем укладывают в приготовленную пресс-форму стеклосе гку с размером ячеек 4 мм, равномерно распределяют на ее поверхности приготовленную ранее абразивную массу, снова укладывают не нее стеклосетку и производят прессование по режиму примера 1. Пример 4. К93 вес.% электроплавленного корунда зернистостью600 мкм, добавляют 3 вес.% пульвербакелита и 3 вес.% алюмохромофосфатного связующего с удельной поверхностью 2500 , дегидратированного сушкой до постоянного веса при 180°С и имеющего соотношение :(А110з ) 2,2:1 при Al OjtCr O 3:1, перемешивают до получения однородной смеси, затем вводят О ,5 вес. фурфурола и 0,5 вес.% жидкого бакелита. Смесь перемешивают до получения однородного увлажнения массы, затем укладывают в приготовленную пресс-форму стеклосетку с размером ячеек 3 мм, равномерно распределяют по ее поверхности приготовленную ранее абразивную.массу, снова укладывают на нее стеклосетку и производят прессование по режиму примера 1. В таблице приведены сравнительные показатели испытаний абразивных инструментов, изготовленных согласно примерам 1-4. Т а б л и ц а
| название | год | авторы | номер документа |
|---|---|---|---|
| Масса для изготовления абразивного инструмента | 1981 |
|
SU1000254A1 |
| Масса для изготовления абразивного инструмента | 1981 |
|
SU1013245A1 |
| Масса для изготовления абразивного инструмента | 1981 |
|
SU965749A1 |
| Масса для изготовления абразивного инструмента | 1977 |
|
SU663574A1 |
| Масса для изготовления абразивного инструмента | 1982 |
|
SU1086626A1 |
| Масса для изготовления абразивного инструмента | 1986 |
|
SU1380924A1 |
| Способ изготовления абразивного инструмента | 1979 |
|
SU850368A1 |
| СВЯЗУЮЩЕЕ ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2004 |
|
RU2264283C1 |
| Абразивная масса для изготовления полировального инструмента | 1979 |
|
SU870103A1 |
| Масса для изготовления абразивного инструмента | 1982 |
|
SU1000256A1 |
Как видно из таблицы- сравнительных показателей, предлагаеи«лй состав массы для изготовления абразивного инструмента выгодно отличается от
известного состава. К достоинствам предлагаемой разработки следует отнести значительное повышение износостойкости изготовленного инструмента при резании материалов с различными физико-механическими свойствами: конструкционных малоуглеродистых сталей, инструментальных высоколегированных и нержавеющих сталей , Это возможно благодаря сочетанию свойств полимерного связующего содержащего ароматические фрагменты в фенолформальдегидной смоле, фурановых циклов и алюмохромофосфатного связующего, подвергнутого предварительной дегидратации, что позволяет получать единую полимерминеральную матрицу, обладающую высокой технологичностью в переработке и высокими показателями удельной ударной вяз1кости и износостойкости инструмента. I Введенная в абразивный инструмент Ьтеклосётка позволяет дополнительно упрочнить абразивную массу не только за счет собственного эффекта пассивного армирования, но и за. счет химического взаимодействия и образования в зоне контакта однородного (гомогенного) промежуточного слоя, обладающего высокими адгезионными и прочностными свойствами.
Присутствие дисперсного абразивного наполнителя в составе массы увеличивает удельную поверхность в объеме материала полимерминерального связующего, что способствует увеличению зоны адгезионного взаимо действия при формировании единого монолита абразив-полимерминеральной монолита абразивполимермии«рапьной матрицы.
Формула изобретения
Масса для изготовления абразивного инструмента, содержащая абразив, пульвербакелит и алюмохромофосфатное связующее, отличающаяс я тем. что, с целью повышения износостойкости инструмента, армированного стеклосеткой, она дополнительно содержит фурфурол и жидкий бакелит при следующем соотношении компонентов, вес. %: Абразив74-93
Пульверб.акелит 3-8
Алюмохромофосфатное связующее 3-8
Фурфурол0,5-5
Жидкий бакелит 0,5-5
Источники информации, принятые во внимание при экспертизе
