Изобретение относится к технологической оснастке для холодной листовой штамповки, в частности к штампам для получения заготовок петель из полосы, и может быть использовано в области машиностроения.
Целью изобретения является повышение качества изготовления деталей.
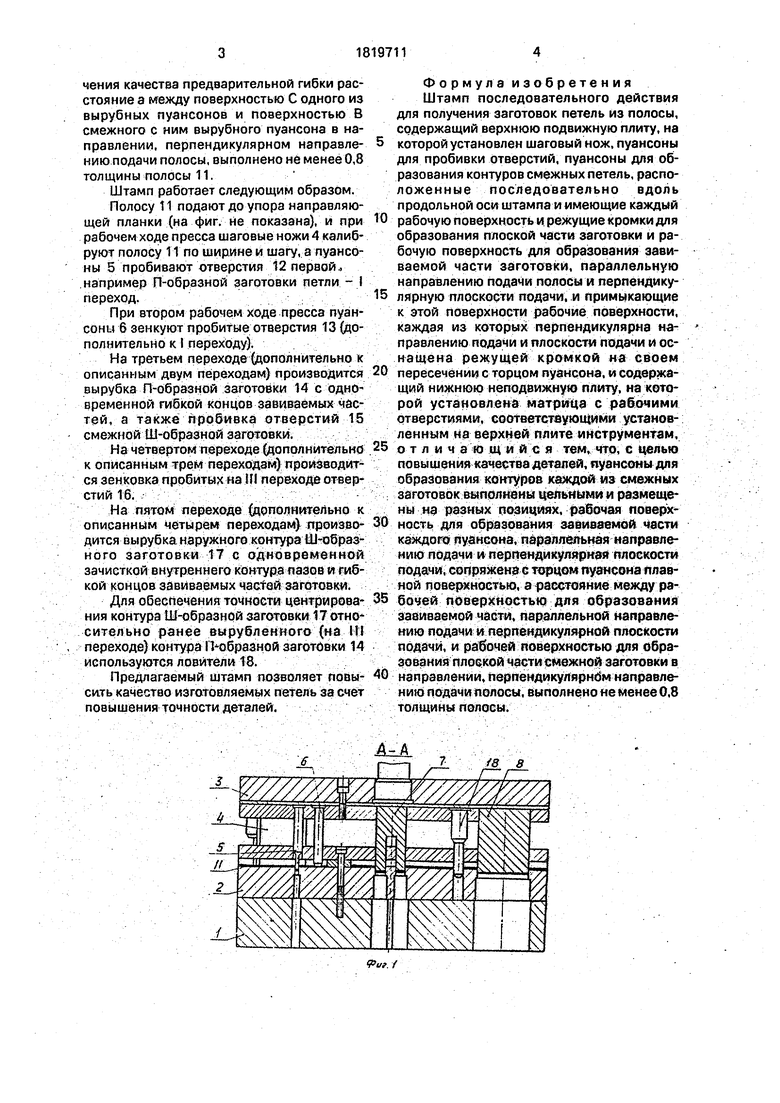
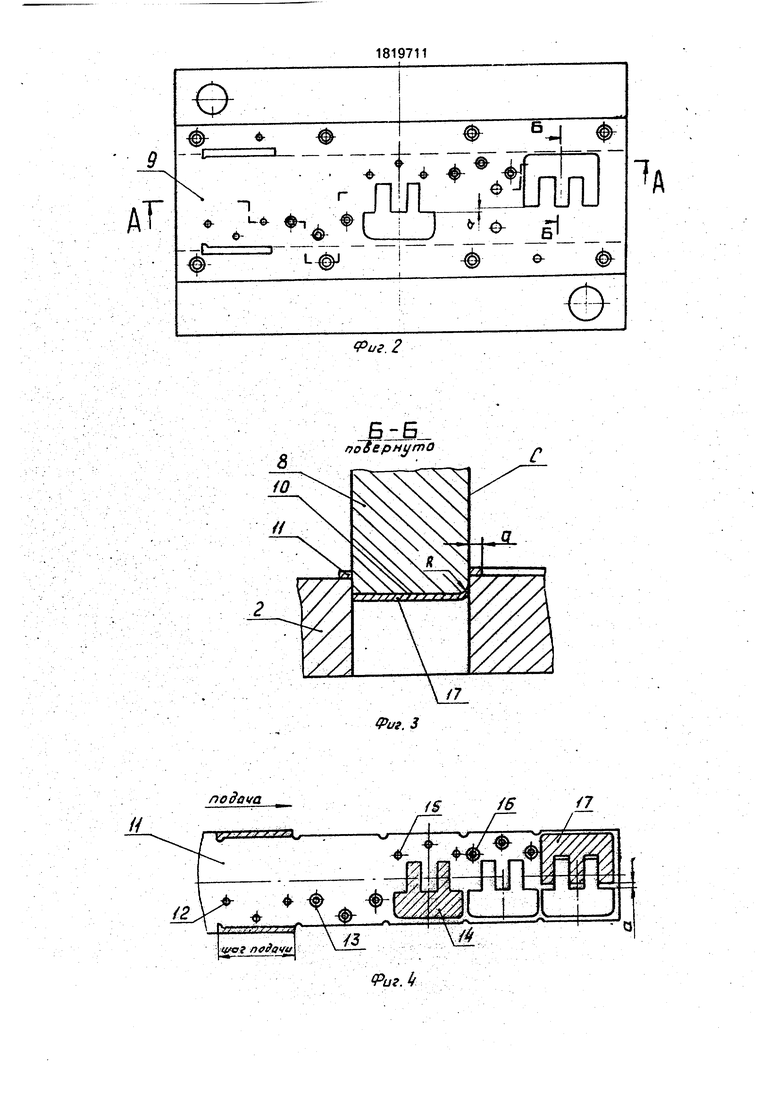
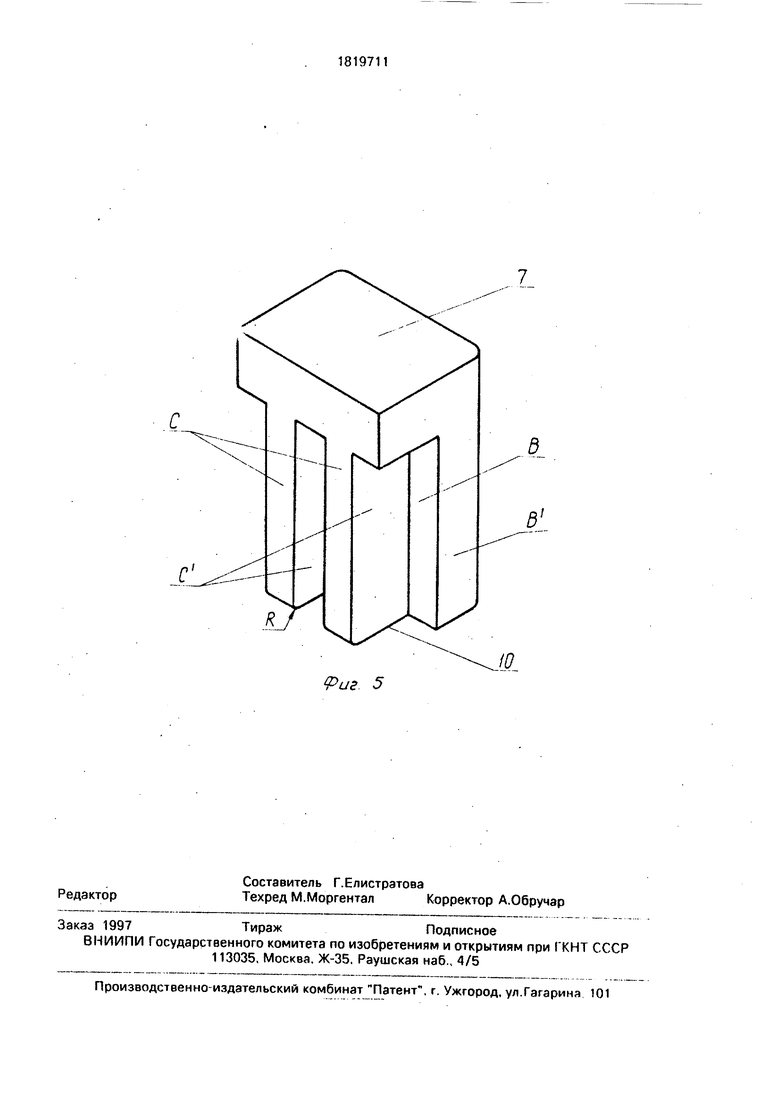
На фиг. 1 изображен предлагаемый штамп, продольный разрез; на фиг. 2 - то же, вид в плане (верхняя плита снята); на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - раскрой полосы при штамповке заготовок петель в предлагаемом штампе; на фиг. 5 - пуансон для вырубки П-образной заготовки, общий вид (в изометрии).
Штамп содержит нижнюю плиту 1 с закрепленной на ней матрицей 2 и верхнюю плиту 3, несущую шаговые ножи 4. пуансоны 5 для пробивки отверстий, зенковочные пуансоны 6 и вырубные пуансоны 7 и 8, предназначенные для образования контуров см ежных заготовок петель и предварительной гибки концов завиваемых частей, Пуансоны 7 и 8 размещены последовательно вдоль продольной оси 9 штампа, обращены выступами внутрь рабочей зоны штампа и имеют рабочие поверхности В и В для образования плоской части заготовки и рабочие поверхности С и С для образования завиваемой части. Поверхности В, В1 и С на перенесении с торцевыми поверхностями 10 пуансонов 7 и 8 оснащены режущей кромкой, а поверхность С сопряжена с торцем 10 пуансонов 7 и 8 плавной поверхностью, например цилиндрической радиуса R, для обеспечения предварительной гибки концов завиваемых частей заготовки. Радиус гибки R выбирается конструктивно в зависимости от типоразмера петли и определяется величиной диаметра стержня. Для обеспе00
ю 1
чения качества предварительной гибки расстояние а между поверхностью С одного из вырубных пуансонов и поверхностью В смежного с ним вырубного пуансона в направлении, перпендикулярном направлению подачи полосы, выполнено не менее 0,8 толщины полосы 11.
Штамп работает следующим образом. Полосу 11 подают до упора направляющей планки (на фиг. не показана), и при рабочем ходе пресса шаговые ножи 4 калибруют полосу 11 по ширине и шагу, а пуансоны 5 пробивают отверстия 12 первой., .например П-образной заготовки петли -.1 переход.:
При втором рабочем ходе пресса пуансоны 6 зенкуют пробитые отверстия (дополнительно к I переходу);
На третьем переходе (дополнительно к описанным двум переходам} производится вырубка П-образной заготовки 14 с одновременной гибкой концов завиваемых частей, а также йробивка отверстий 15 смежной Ш-образной заготовки.
На четвертом переходе (дополнительно к описанным трем перехойзм) производится зенковка пробитых на 111 переходе отверстий 1:6. .-: / : : : .-; ., ;:, - . . На пятом переходе (дополнительно к описанным четырём переходам) производится вырубка наружного контура Ш-образ- ного заготовки 17 с одновременной зачисткой внутреннего контура пазов «гибкой концов завиваемых Hacf ей заготовки.
Для обеспечения точности центрирования контура Ш-образной заготовки 17 относительно ранее вырубленного («а III переходе) контура П-образной заготовки 1.4 используются ловители 18.
Предлагаемый штамп позволяет повысить качество изготовляемых петель за счет повышения точности деталей.
Формула изобретения Штамп последовательного действия для получения заготовок петель из полосы, содержащий верхнюю подвижную плиту, на которой установлен шаговый нож, пуансоны для пробивки отверстий, пуансоны для образования контуров смежных петель, расположенные последовательно вдоль продольной оси штампа и имеющие каждый рабочую поверхность и режущие кромки для образования плоской части заготовки и рабочую поверхность для образования завиваемой части заготовки, параллельную направлению подачи полосы и перпендику- 5 лярную плоскости подачи, и примыкающие к этой поверхности рабочие поверхности, каждая из которых перпендикулярна направлению подачи и плоскости подачи и оснащена режущей кромкой на своем 0 пересечении с торцом пуансона, и содержащий нижнюю неподвижную плиту, некоторой установлена матрица с рабочими отверстиями, соответствующими установленным на верхней плите инструментам, 5 о т л и ч аю щи я с я тем, что, с целью повышения качества деталей, пуансоны для образования контуров каждой из смежных заготовок вшшлнеиы цельными и размещены на разных позициях, рабочая поверх- 0 ность для образования завиваемой части каждого пуансона, параллельная направлению подачи wпергтендикулярнэяплоскости подачи; сопряжена с торцом пуансона плавной поверхностью, арасстояйие между ра- 5 бочей nOBepxHOCTbio для образования завиваемой части, параллельной направлению подачи и перпендикулярной плоскости подачи, и рабочей поверхностью для образования плоской части смежной заготовки в 0 направлении, перйендикулярнЬм направлению подачи полосы, выполнено не менее 0,8 толщины полосы.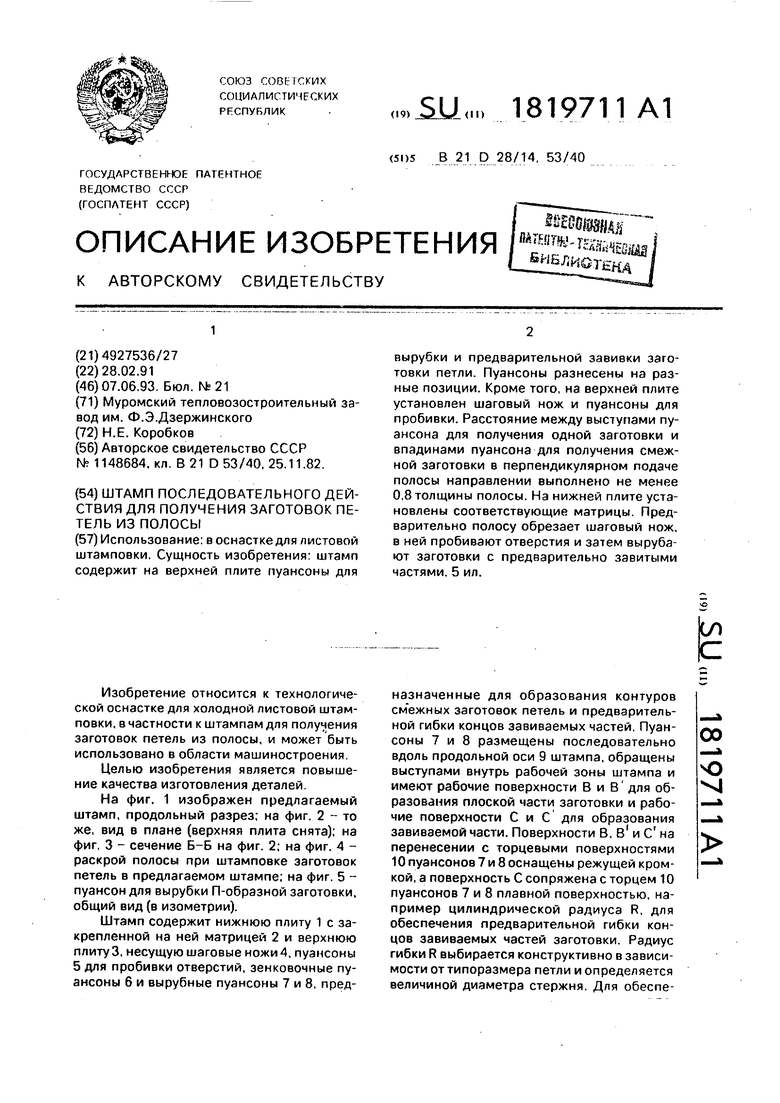
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Способ последовательной штамповки | 1990 |
|
SU1801678A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЙКОВЫХ ПОЛУСЕПАРАТОРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2070462C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
| Последовательный штамп с запрессовкой вырубленной детали в полосу | 1978 |
|
SU747582A1 |
| Штамп для пробивки отверстий | 1976 |
|
SU704699A1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ШТАМПОВКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ВНУТРЕННИМИ ПОЛОСТЯМИ НА СТЕНКЕ ИЗ ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2006 |
|
RU2349408C2 |
Использование: в оснастке для листовой штамповки. Сущность изобретения: штамп содержит на верхней плите пуансоны для вырубки и предварительной завивки заготовки петли. Пуансоны разнесены на разные позиции. Кроме того, на верхней плите установлен шаговый нож и пуансоны для пробивки. Расстояние между выступами пуансона для получения одной заготовки и впадинами пуансона для получения смежной заготовки в перпендикулярном подаче полосы направлении выполнено не менее 0,8 толщины полосы. На нижней плите установлены соответствующие матрицы. Предварительно полосу обрезает шаговый нож, в ней пробивают отверстия и затем вырубают заготовки с предварительно завитыми частями. 5 ил.
6
ШШШ
-А
ггл
8 8
ШМШ.
- -L.
- ф- -г
L-0J
подача
пН
IA
и
4°.
Б
повернуто
с
Фиг. 3
Риг. k
Риг. 5
Ю
| Способ изготовления петель | 1982 |
|
SU1148684A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
